Изобретение относится к области машиностроения, а именно к средствам обработки сварных соединений для улучшения их механических параметров.
Известно устройство для снятия механических напряжений в сварных соединениях, в котором один конец изделия закрепляют, а к другому прикладывают крутящий момент /1/. В данном случае механическое воздействие должно продолжаться значительное время и эффективность такого способа невысока.
Также известно устройство для снятия остаточных механических напряжений, в котором прикладывают вибрации к изделию /2/. Однако в данном случае такое воздействие необходимо также осуществлять длительное время и его эффективность невелика.
Известно устройство для снятия механических напряжений в сварных соединениях несущих конструкций машин и повышения прочности этих конструкций, в процессе работы которого осуществляют ударные воздействия на шов и околошовную зону дробью, так называемое гидродробеструйное воздействие /3/. В данном случае можно добиться неплохих результатов, однако для этого следует использовать сложное оборудование, помещать деталь в закрытый объем, что не всегда возможно, т.е. такой способ целесообразно принять при очень массовом производстве.
Однако более просто и эффективно в эксплуатации устройство для снятия механических напряжений в сварных соединениях несущих конструкций машин и повышения их прочности, включающее корпус с приводом возвратно-поступательного перемещения ударного действия, сообщенным с бойком /4/. В данном случае механическое воздействие на шов и околошовную зону снимает механические напряжения и позволяет повысить прочность, но эффективность такого устройства также недостаточна и производительность также мала.
Наиболее близким к заявленному является устройство для снятия механических напряжений в сварных соединениях несущих конструкций машин и повышения их прочности, включающее корпус с приводом возвратно-поступательного перемещения ударного действия, который сообщен с пакетом бойков /5/. В данном случае используется пневмомолоток, имеющий вместо одного бойка пакет бойков при общем пневматическом приводе. Однако исследования показали, что данное устройство недостаточно эффективно вследствие неоптимального распределения механических воздействий, действующих на деталь, это также приводит к увеличенным временным затратам и в большинстве случаев не дает необходимого качества обработки деталей.
Технической задачей данного изобретения является повышение его эффективности, оптимизация времени обработки и повышение качества обработки соединений.
Указанная задача решается тем, что соседние бойки в пакете установлены без постоянного бокового контакта друг относительно друга, при этом отношение радиуса закругления рабочего конца каждого бойка к его радиусу поперечного сечения или радиусу окружности, которая описана около его поперечного сечения находится в пределах от 2 до 10, а отношение площади поперечного сечения пакета бойков к площади поперечного сечения бойка составляет не менее 7, причем максимальное расстояние между бойками в пакете не превышает 0,2 радиуса поперечного сечения бойка или радиуса окружности, которая описана около его поперечного сечения.
Поиск, проведенный по научным и техническим источникам информации, показал, что заявленная совокупность неизвестна, т.е. она соответствует условию изобретения "новизна". Поскольку заявленное реализуется посредством известных приемов и средств, а также имеется потребность в такого рода устройствах, то оно соответствует условию "промышленная применимость". В так как в результате использования заявленный технический результат достигается неочевидным для специалиста образом, то заявленное соответствует условию изобретения "изобретательский уровень".
На фиг. 1 представлен общий вид устройства; на фиг. 2 - схема воздействия на шов и околошовную зону.
Устройство включает корпус 1 с /в частном случае/ пневматическим приводом 2 возвратно-поступательного перемещения ударного действия, который сообщен с пакетом 3 бойков 4. Соседние бойки 4 в пакете 3 установлены без бокового контакта друг относительно друга и с возможностью независимого перемещения каждого из бойков 4. Отношение радиуса закругления рабочего конца каждого бойка 4 к его радиусу поперечного сечения или радиусу окружности, которая описана около его поперечного сечения, находится в пределах от 2 до 10, а отношение площади поперечного сечения пакета 3 бойков к площади поперечного сечения бойка 4 составляет не менее 7. При этом максимальное расстояние между бойками в пакете не превышает 0,2 радиуса поперечного сечения бойка или радиуса окружности, которая описана около его поперечного сечения.
Устройство было реализовано на базе модернизированного клепального пневмомолотка марки МР-5 с энергией единичных ударов 0,5 - 10 Нм, частотой ударов в минуту, равной 1500 - 4000, имеющего многобойковую насадку-пакет 3 бойков 4, число которых могло варьироваться и достигать от семи до нескольких десятков штук в пакете 3 при диаметрах бойков 4 преимущественно от 1 до 14 мм. В данном случае бойки были закреплены в пакете с возможностью самостоятельного возвратно-поступательного перемещения каждого из них, т.е. без жесткой связи между соседними /как это, например, представлено в авт. св. СССР 564149, кл. B 25 D 9/00, 1977/. Воздух для пневмомолотка подавался из общей системы с варьированием давления от 0,2 до 1,0 МПа, при этом использовался воздушный редуктор. Сила нажатия не превышала 150 Н, а расход сжатого воздуха 1,5 (м2/мин)/л.с., что соответствует действующим ГОСТам. Глубина упрочнения от 1,2 до 1,5 мм определена из экспериментов, которые свидетельствуют о том, что в данном диапазоне значительно повышается твердость обрабатываемой зоны, повышаются прочностные характеристики образца, но при этом отсутствуют такие явления, как недонаклеп и перенаклеп. В первом случае имеющаяся деформация явно недостаточна для достижения оптимальных параметров, во втором - приводит к появлению микротрещин, шелушению, отслаиванию металла, создает очаги экстремальных напряжений, что приводит в разрушению образца. Кроме лабораторных испытаний на прочность обработанных изделий после реализации способа также проводились исследования микроструктуры обработанного металла на металлографическом микроскопе "Неофот-21", более тонкий анализ проводили с использованием сканирующего Оже-микроскопа PHI-660. Усталостная прочность образцов регистрировалась на базе в 2х106 циклов приложения нагрузки /что с достаточной достоверностью имитировало реальную ситуацию, происходящую при эксплуатации, с образцом, в том числе ситуации при эксплуатации сельскохозяйственных машин и прицепов/, это реализовывалось на испытательный установке УМ-4М, которая позволяла развивать изгибающий момент до 30000 Нм при динамическом перемещении 28 мм и частоте колебаний до 1500 в минуту. Один конец образца зажимался, а к другому прикладывалась переменная нагрузка, что полностью имитировало реальные ситуации.
В конкретных случаях были обработаны рамы, оси, рессоры, ступицы, пальцы рессор, поворотные круги, другие детали прицепов, рам, кузовов и аналогичных несущих конструкций машин, изготовленных преимущественно из малоуглеродистой стали типа Ст. 3, а также низколегированных сталей марки Х9Г2 или 14Г2 и аналогичных, имеющие разнообразные профили. В процессе обработки многобойковый инструмент воздействовал на сам сварной шов и на околошовную зону, причем указанное воздействие могло осуществляться как сразу на шов и на околошовную зону, так и с захватом их по частям, что зависело от общей площади сечения пучка. Поскольку концентрация напряжений наблюдается в основном непосредственно у шва и с увеличением роста валика шва эти концентрации нарастают, то целесообразно воздействие осуществлять сразу на всю поперечную зону, в которой имеет место концентрация напряжений, чтобы снять последние и повысить прочность конструкции, особенно в области пластических деформаций. Следует отметить, что хотя соседние бойки 4 в пакете 3 находились без бокового контакта друг с другом, но зона после воздействия пакетом 3 бойков представляла из себя площадь, ограниченную внешним диаметром пакета 3 без каких-либо пропусков в пределах данной площади, поскольку деформации сварного шва от краев соседних бойков 4 в пределах указанных расстояний перекрываются. В частном случае многобойковый инструмент имел 13 бойков 4 в пакете 3, диаметр каждого 2 мм, длина составляла 220 мм, расстояние между бойками составляло 0,18 мм, площадь зоны обработки равнялась приблизительно 80 - 83 мм2 /по отпечатку от однократного воздействия пакета 3 бойков на деталь/, площадь поперечного сечения бойка составляла приблизительно 3,14 мм2, глубина упрочнения задавалась равной 1,5 мм, давление воздуха, подаваемое в пневмомолоток, равнялось 0,25 - 0,4 МПа. Исходная твердость детали, например из стали типа Ст. 3 размером 420х60х6, равнялась 2 ГПа, потенциальная энергия удара составляла 0,5 - 2,5 Нм, частота ударов равнялась 2000 ударам в минуту. Эталонный образец и образцы после сварки, которую проводили при токе 170 - 220 А, напряжении 17 - 25 В электродами диаметром 4 мм, подвергались воздействию 2х106 циклов знакопеременной нагрузки /как это указано выше/, после чего предел усталостной прочности эталонных образец равнялся в среднем 150 - 170 МПа, усталостная прочность сварных образцов до упрочняющей обработки равнялась 80 - 110 МПа. Обработка сварных образцов осуществлялась посредством дробеструйной обработки на установке БДУ-33 посредством пневмомолотка с одним бойком и посредством пневмомолотка с пакетом бойков. При дробеструйной обработке сварных соединений несущих конструкций машин и при обработке одним бойком предел усталости повысился до 125 - 150 МПа, а при упрочнении многобойковым инструментом при указанных выше параметрах воздействия предел усталостной прочности сварного соединения повысился до 170 - 180 МПа. После каждого эксперимента исследовался микрошлиф образца и определялись посредством вышеуказанных приборов параметры твердости по его глубине.
Аналогичные эксперименты, проведенные с вышеперечисленными типами образцов после сварки и обработки, показали, что указанные диапазоны вышеуказанных отношений для всех вышеперечисленных параметров воздействия являются основополагающими параметрами при реализации оптимальным образом устройства снятия механических напряжений в сварных соединениях несущих конструкций машин и повышения их прочности, позволяют за один проход эффективно обработать как весь шов по его ширине, так и пролегающую к нему околошовную зону. Этим существенно повышается как качество, так и производительность труда, увеличивается ресурс обработанной таким образом детали практически более чем на треть, чем существенно снижаются затраты на эксплуатацию этих конструкций. Следует также учитывать, что получаемая в результате указанного динамического многобойкового воздействия поверхность образца и его глубинные слои имеют более мелкозернистую структуру, при наклепе в данных диапазонах воздействия происходит выпадение карбидных частиц, происходит эффективный распад остаточного аустенита, за счет чего прочность дополнительно возрастает. Эксперименты также показали, что при увеличении диаметра бойка 4 целесообразно увеличивать отношение радиуса закругления бойка 4 к его радиусу поперечного сечения или радиусу окружности, которая описана около его поперечного сечения до значений 5 - 10, что имеет место преимущественно при диаметрах бойков 4, превышающих 3 - 4 мм, то же относится и к радиусам описанных около поперечных сечений бойков 4 окружностей в случае выполнения бойков 4 в виде правильных многогранников, например шестигранников. Эксперименты показали, что отношение площади поперечного сечения пакета 3 бойков к площади поперечного сечения бойка 4 составляет не менее 7, однако наиболее целесообразно использовать данный параметр в диапазоне 12 - 25. Расстояние между бойками также не должно превышать 0,2 радиуса поперечного сечения бойка или радиуса окружности, описанной около его поперечного сечения, поскольку в данном случае боковые деформации от соседних бойков взаимно перекрываются и получаемая неравномерность обработки /по глубине сварного шва или околошовной зоны не более 10 - 12%/ вполне допустима, дальнейшее увеличение расстояния между бойками приводит к резкому росту неравномерности обработки, что сразу более чем наполовину ухудшает показатели прочности, представленные выше. Следует отметить, что установка бойков без боковых контактов друг с другом позволяет повысить их долговечность.
Таким образом, предложенное устройство не только является высокоэффективным при обработке швов несущих конструкций машин, но и позволяет экономно и быстро осуществлять данную обработку при высоких эксплуатационных параметрах.
Источники информации
1. Авторское свидетельство СССР 1344455, кл. B 23 P 25/00, 1987.
2. Авторское свидетельство СССР 1281369, кл. B 23 P 25/00, 1987.
3. Петросов В.В. Гидродробеструйное упрочнение деталей машин и инструмента. М.: Машиностроение, 1977.
4. Кусницын Г.И. и др. Пневматические ручные машины. Справочник. - Л.: Машгиз, 1968.
5. Пневматические молотки и перспективы развития их конструкций. Обзор. Серия 4 "Механизированный инструмент и отделочные машины"/ Под ред. Гоппена А.А. и Николаева И.В. - М.: ЦНИИТЭстроймаш, 1972, с. 34 - 35.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СНЯТИЯ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ НЕСУЩИХ КОНСТРУКЦИЙ МАШИН И ПОВЫШЕНИЯ ИХ ПРОЧНОСТИ | 1997 |
|
RU2128567C1 |
| СПОСОБ РЕМОНТА КОРРОДИРОВАННОГО СВАРНОГО СОЕДИНЕНИЯ | 2000 |
|
RU2177393C2 |
| Способ упрочнения сварных швов | 2020 |
|
RU2752056C1 |
| Способ и устройство защиты от коррозионного растрескивания сварной металлоконструкции | 2015 |
|
RU2626705C2 |
| Ультразвуковой многобойковый инструмент | 1982 |
|
SU1097482A2 |
| Способ правки сварных листовых конструкций | 1983 |
|
SU1118509A1 |
| Способ устранения сварочных деформаций и напряжений | 1982 |
|
SU1085724A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2254950C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2254949C1 |
| Способ подбора оптимальных режимов сварки | 1983 |
|
SU1147540A1 |

Устройство включает корпус с приводом возвратно-поступательного перемещения ударного действия, который сообщен с пакетом бойков. При этом соседние бойки в пакете установлены без бокового контакта друг относительно друга и с возможностью независимого перемещения каждого из бойков, а отношение радиуса закругления рабочего конца каждого бойка к его радиусу поперечного сечения или радиусу окружности, которая описана около его поперечного сечения, находится в пределах от 2 до 10. Кроме того, отношение площади поперечного сечения пакета бойков к площади поперечного сечения бойка составляет не менее 7, а максимальное расстояние между бойками в пакете не превышает 0,2 радиуса поперечного сечения бойка или радиуса окружности, которая описана около его поперечного сечения. В результате достигается повышение эффективности работы устройства, оптимизация времени обработки и повышение качества обработки. 2 ил.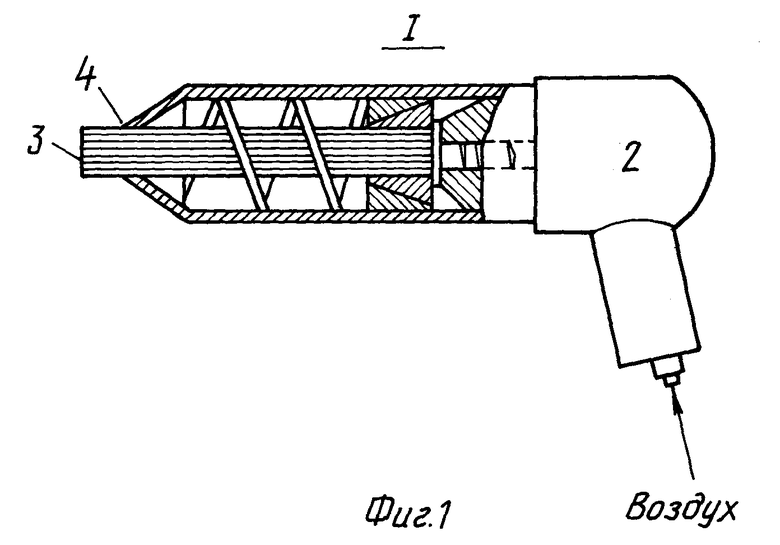
Устройство для снятия механических напряжений в сварных соединениях несущих конструкций машин и повышения их прочности, включающее корпус с приводом возвратно-поступательного перемещения ударного действия, который сообщен с пакетом бойков, отличающееся тем, что соседние бойки в пакете установлены без бокового контакта друг относительно друга и с возможностью независимого перемещения каждого из бойков, при этом отношение радиуса закругления рабочего конца каждого бойка к его радиусу поперечного сечения или радиусу окружности, которая описана около его поперечного сечения, находится в пределах от 2 до 10, а отношение площади поперечного сечения пакета бойков к площади поперечного сечения бойка составляет не менее 7, причем максимальное расстояние между бойками в пакете не превышает 0,2 радиуса поперечного сечения бойка или радиуса окружности, которая описана около его поперечного сечения.
| Пневматические молотки и перспективы развития их конструкций | |||
| Обзор | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| и др | |||
| - М.: ЦНИИТЭСтроймаш, 1972, с | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
| Я.АТГЯТМ-ТГХсгПГ.Н'БИБЛИО^ГИА | 0 |
|
SU314640A1 |
| Ультразвуковой многобойковый инструмент | 1976 |
|
SU601143A1 |
| Ультразвуковой многобойковый инструмент | 1982 |
|
SU1097482A2 |
| Ультразвуковая головка для деформационного упрочнения и релаксационной обработки | 1983 |
|
SU1140941A1 |
| Устройство для раздачи цилиндрических заготовок | 1973 |
|
SU472728A1 |
| Ручной инструмент ударного действия | 1978 |
|
SU846264A1 |
| US 4632190 A, 30.12.86. | |||
