1
Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления трубных спиралей, которые используются в атомном машиностроении и котлостроении.
Известен станок для загибки и отрезки концов трубных ст1рапей, содержащий станину с размещенными на ней гибочным механизмом, на опорном столе которого установлена траверса t гибочными роликами и центратор с возможностью перемоцения тю пазу, и механизмами отрезки, выполненными в виде отрезной головки, расположенной на сутторте, установленном на основании, общем с гибочными шаблг)нами, и поворотном в процессе настройки {дЗ .,,/
Недостатком прототипа является то, что на известное станке возможна загибка и отрезка только симметричных концов спиралей, имекицих угол гиба не более 9О . Осуществить загибку двухветвевых плоских концов спиралей с уг лом 90 невозможно, так как гибка
трубы осуществляется по шаблону тфямоч линейно перемещающимся гибочным роликом, что в конечном итоге ограничивает угол гиба девяноста градусами,Цель изобретения - обеспечение загибки концов спирали на угол, больший 90
С этой целью механизм гибки выполнен в виде закрепленного на поворотном валу стола, несущего жестко связанный
10 с ним гибочный ролик и свободно устансжленный на оси шаблон, вал стола скюнтирован на раме, установленной на станн ве с возможностью перемещения в направлении опорной штаты и ({ сксации в про15цессе гибки, а каждая отрезная головка с 1абжена оправкой с зажимным механизмом и ее суппорт установлен соосно с люворотным валом гибочного механизма с возможностью юворота и перемещения в
20 направлении опорной плиты.
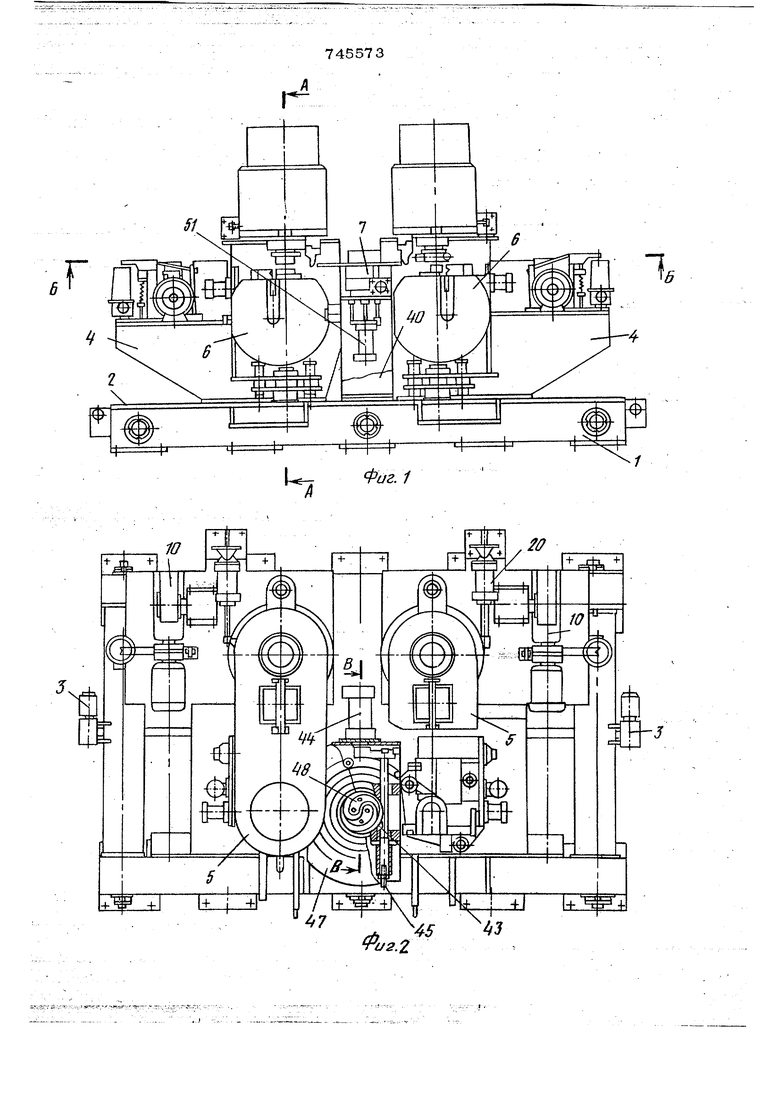
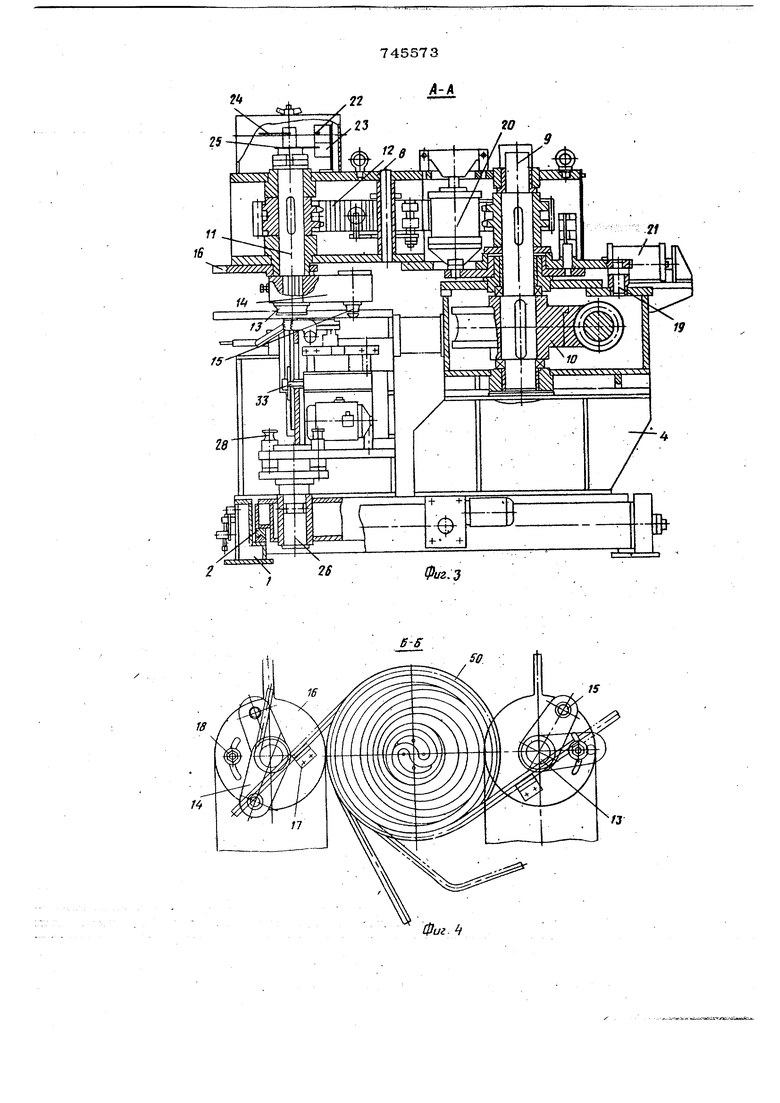
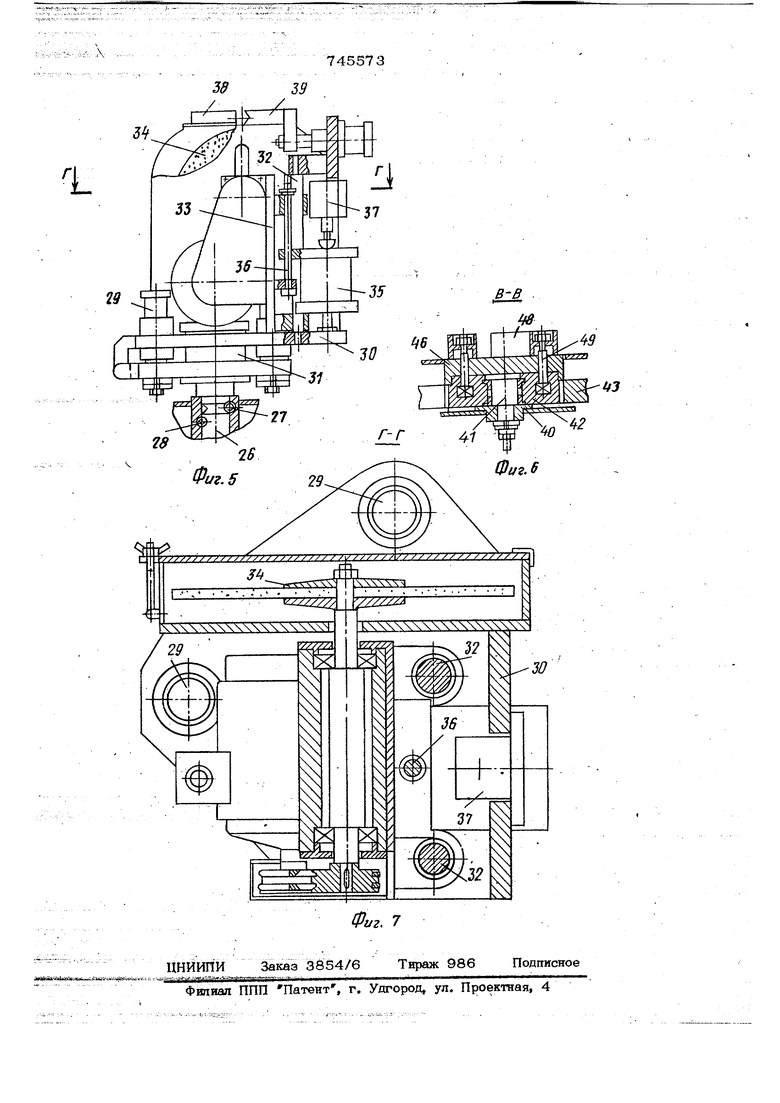
На поворотном валу гибочного меха низма могут быть установлены nepejoncv. , дающие пластины, а на раме - путевые переключатели, связанные с системой уть равления приводом вращения поворотного вала. Сущность изобретения гоясняется чер тежами, где на фиг. 1 изображен ойдий вид станка с установленной спиралью; на фиг, 2 - то же, вид сверху; на фиг. 3 сечение А-А фиг. 1; на фиг. 4 - сечение Б-Б фиг. 1; на фиг. 5 - отрезная головка; на фиг. 6 - сечение B-±i фиг. 2; на фиг. 7 - сечение Г-Г фиг. 5. Станок содержит станину 1 с направля ющими 2, На которых установлены переме щаемые приводами 3 основания 4, несущие левые и правые гибочные 5 и отрезные 6 механизмы. При этом на станине 1 размещен поворотный стол 7 Гибочный механизм 5 выполнен в виде поворотной рамы 8, несущей гибочные ор „ „ ганы, и установлен на валу 9 привода 10 На оси 11 рамы, закрепленной с возможностью вращения через цепную передачу 12 от привода 10, смонтированы гибочные элементы : свободно вращающийся щаблон 13, жестко закрепленный рычаг 14 с гибочным роликом 15. Кроме того, на раМе 8 закреплена поворотная плита 16 с упором 17 и стопорным болтом 18 Фиксатором 19 поворотная рама 8 удерживается в месте гиба, расфиксация осуществляется посредством пневмоци- линдра 20, при выдвижении щтойа кбтоЬого поворотная рама 8 поднимается над поворотным столом и поворачивается пневмоцилиндром 21. Конечные выключатели 22 и 23, размещенные на поворотной раме 8, входят в контакт с лепестками 24 и 25, закрепленными на оси 11, для установки начала и конца гиба. Отрезной механизм 6 установлен на оси 26, поворачиваемой червяком 27 и фиксируемой тангенциальным зажимом 28 Ось 26 несет на направляющих 29 корпус 30, перемещаемый пневмоцилиндром 31, На направляющих 32 корпуса 30 установлен суппорт 33, несущий отрезную головку 34, Г1ереМёпШ1Ё йуК) ШёёШЙЗДййдром 35. Высота перемещения регулируется винтом 36, а скорость- масляным демпфером 37. На корпусе 30 установлены оправка 38 и зажим 39, Поворот ный стол 7 имеет коппус 40, жестко связанный ср станиной 1 станка, на котором закреплена ось 41, несущая зубчатое колесо 42, закрепленное с воз можностью поворота посредством; рейки 43 и тшевмсщияиндра 44. Угол поворота Еолеса регулируется винтовым упо{Х)м 45. На зубчатом колесе 42 смонтирована поворотная оправка 46 с плитой 47, Оправка снабжена центраторами 48, исэгодноеположение которых устанавливается станочными болтами 49. Подъем спирали 50, размещенной на плите 47, осуществляется с помощью пневмоцш1индра51 Работа станка осуществляется следующим образом.Перед началом работы производят настройку станка на определенный типоразмер спирали, для чего включением, привода 3 гибочные 5 и отрезные 6 механизмы перемещением их по направлякщим 2 устанавливают в рабочее положение. С по мощью взаимного положения лепестков 24 и 25 и бесконтактных переключателей 22 и 23 устанавливают начало и конец гиба -на обоих гибочных механизмах 5, а также необходимое положение упоров 17 вращ нием поворотных плит 16 и фиксацией их стопорными болтами 18, Пневмоиилиндрами 2О рймы 8 с гибочными органами поднимают, а пневмоцилиндрами 21 уста н.авл1Шают угол реза отрезной головки 34, а винтом 36 величину хода и фиюзируют ее положение зажимом 28, Поворотом оправки46 устанавливают положение цент- раторов 48 для данной спирали и фиксируют станочными болтами 49, а винтовым утором 45 - угол поворота этих центраторов. Подгибка и отрезка концов спирали осуществляется следующим образом. На плиту 47 и центраторы 48 укладывают спирали 50. Пневмоцилиндром 21 правую раму 8 с побочными органами подводят и пневмоцилиндром 20 опускают в зону гиба. Конец спирали попадает между упором 17, щаблоном 13 и гибочным роликом 15, Включают привод Ю, и через цепную передачу 12 поворачивают ось 11с рычагом 14 и гибочшым роликом 15 вокруг щаблона-оправки 13 до вза имодействия лепестка 24 с бесконтактным переключателем 22, который реверсирует привод 10. Бесконтактный переключатель 23, взаимодействуя с лепестком 25 при обратном движении рычага 14, .включает- привод 10 и устанавливает гибочные органы в исходное полэже™ ше, f Затем раму 8 с гибочными органами поднимают и отводят из зоны гиба пневмоцилиндрами 20 и 21. Затем пневмоцилиндром 31 оправку 38 с корпусом ЗО тгодают в зону гиба и зажимом 39 фиксируют конец спирали 50. Включением
пневмоцилиндра 35 подают отрезную головку 34 по направляюгцим 32 в зону резки. Масляный декгафер 37, упираясь штоком в заднюю крышку пневмоцилиндра 35, задает .скорость резки. После отрезки зажим 39 освобождает конед спирали и включением иневмсяхилиндра 31 отрезную головку 34 выводят из зоны резки, а включением пневмоцилиндра 35 выводят и этой зоны корпус 30 с оправкой 38. Затем поворотом зубчатого колеса 42 с центраторами 48 с помощью пневмоцилиидра 44 подают в зону работы левых отрезных 6 и гибочных 5 механизмов второй конец спирали. Работа этих меканизMOB аналогична правым гибочным 5 и ovрезным 6 механизмам. После отрезки второго конца спирали осуществляется съем готовой продукции - спирали.
Для съема спирали включают пневмоциливдр 51, который поднимает штату 46 снимая готовую спираль 50 с центраторов 48о Затем спираль убирают с плиты 46, а ппиту опускают в исходное положение для обработки следующей спирали.
Автоматический цикл работы осущес-рвляется за счет установленных в и в конце движения механизмов станка бесконтактных переключателей.
Использование изобретения обеспечивает возможность последовательного выполнения различных технологических промежуточных, операций, что позволяет установкой командных датчиков и исполнительных органов автоматизировать цикл загибки и отрезки концов двухве-тевых плоских спиралей различных типоразмеров за счет снабжения станка отрезными мё- ханизмами, выполненными в виде отрезных головок, размещенных на вертикальных суппортах, соосных с осью гибочных органов, а также имеющих возможность поворота вокруг этой оси, поворотным опорным столом для размещения спирали с регулируемым углом поворота и гибочными механизмами,, установленными симметрично оси опорного стола, выполненными в виде рам, закрепленных на приводных валах с возможностью поворота, опускания н фиксации дл«Г размодеши закрепленных на них гибочных органов, взаимодействующими с упомянутыми приводными валами .в зрне гнба конца cira ралЕ, что позволяет за счет автоматизации процесса сократить время цикла обработки одной спирали до О,О5 часа.
Формула изоьретения
1.Станок для загибки н отрезки концов двухветвевых плбских спиралей, содержащий размещенные на станине опорную плиту с центраторами для установки спиралей, механизм гибки каждого конца спирали, включакяций гибочный роли|с и две otw резные головки, установленные на суптюрте, отличающийся тем, что, с Целью обеспечения зашбки концов спирали на угол более ЭО, механизм гибки выполнен в виде закрепленного на поворотном валу стола, несущего жестко связанный с ним гибочный ролик и свободно установленный на оси шаблон, вал стола смонтирован на раме, установленной на станине с возможностью перемещения в направлении опорной плиты и фиксации в процессе тмбки, а каждая отрезная голо&ка снабжена оправкой с зажимным механизмом и ее суппорт установлен соосно
с поворотным валрм гибочного механизма с возможностью поворота и перемещения в направлении опорной плиты.
2.Станок по п. 1, о т л и ч а ю щ и и с я тем, что на поворотном валу гибочного механизма установлены переключакнцие пластины, а на раме - путевые переключатели, связанные с системой управления приводом вращения поворотного вала.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 326012, кл. В 21 D 7/О2, с приоритетом от 08.05.70 (прототип).
r
.y&дд
2 Л2S
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для загибки и отрезки концов трубных спиралей | 1981 |
|
SU986541A1 |
| БИЕЛИО-ТКЛ I | 1972 |
|
SU326012A1 |
| Станок для загибки и отрезки концов трубных спиралей | 1989 |
|
SU1648592A1 |
| Станок для соединения витков двухплоскостных спиралей скобами | 1988 |
|
SU1549644A1 |
| Станок для соединения витков плоской спирали скобами | 1985 |
|
SU1378987A1 |
| Станок для многослойной навивки спиралей | 1979 |
|
SU904837A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОВОЛОКИ И ПРУТКОВ | 2022 |
|
RU2803303C1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1991 |
|
SU1791910A1 |
| Гибочный станок | 2023 |
|
RU2809881C1 |
W
}S
фиг.
