1
Изобретение относится к обработке металлов резаргием, а именно к шлифованию и полированию металлов.
Известно устройство для полирования желобов колец поди1ипников, содержащее корпус, полировальник, форма которого соответствует обрабатываемой поверхности, и укрепленный па рычагах механизм для перемещения абразивной ленты, оснащенный двумя цилиндрическими зубчатыми роликами, одип из которых является ведущим и связан с храповым механизмом, для продергивания ленты.
Полировальник, который имеет сложную форму, совершает качания оси, находящейся в средней плоскости желоба. При этом абразивные зерна, находящиеся на различных расстояниях от оси качания, имеют разные траектории, что приводит к неравномерности образуемой сетки рисок, а, следовательно, к неравномерному качеству обрабатываемой поверхности.
Предлагаемое устройство отличается от известного тем, что механизм перемещения и продергивания абразивной ленты снабжен взаимодействующими между собой дополнительным зубчатым роликом и зубчатым сектором, перемещаемым от пневмоцилиндра, обеспечивающими абразивной ленте, огибающей полировальник в виде цилиндрического стержня, качание и продергивание.
Этим достигается повышение качества обработки, упрощение изготовления полировальника и обеспечение его равномерного износа.
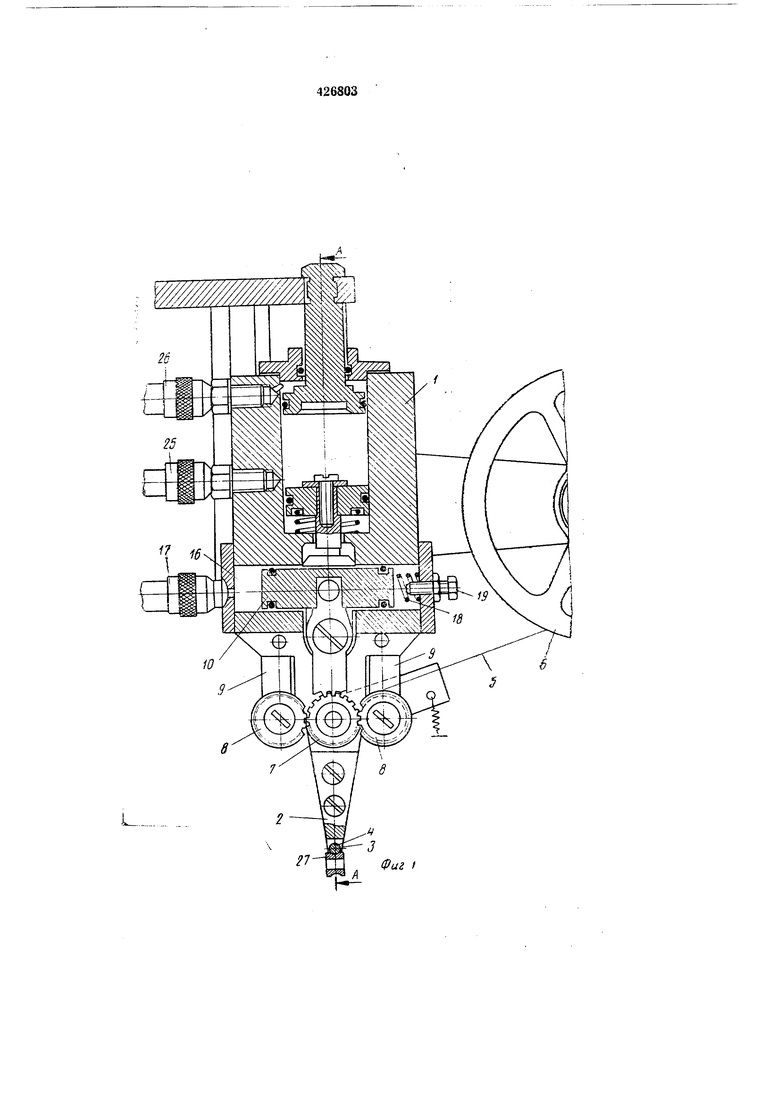
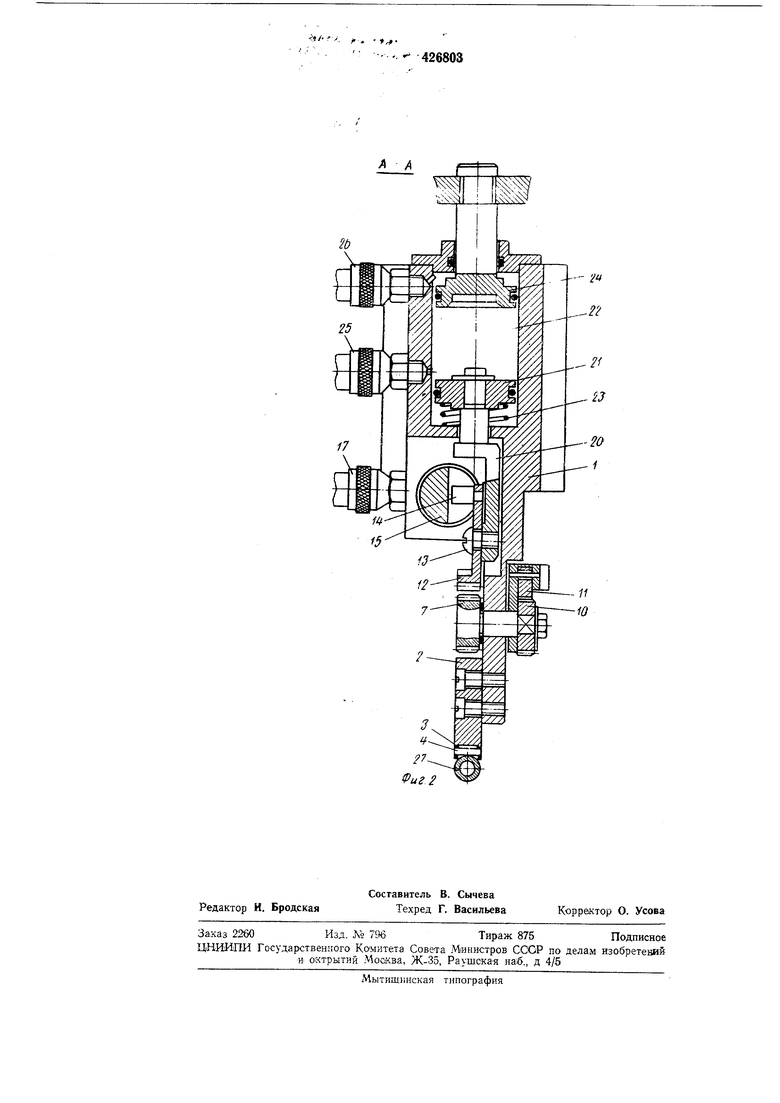
На фиг. I изображено предлагаемое устройство, общий вид; на фиг. 2 - разрез ио Л-А иа фиг. 1.
Устроргство содержит корпус /, подвижно установленный на станине станка. На корпусе снизу неподвижно укреплена оправка 2, имеющая два ушка 3 с отверстиями. Полировальник 4 выполнен в виде цилиндрического стержия, концы которого установлены в отверстиях ушек 3 с возможностью поворота вокруг оси. Полировальник огибается абразивной лентой 5, поступающей из кассеты 6 и проходящей через механизм перемещения ленты, который содержит три зубчатых цилиндрических ролика: средний 7 и два крайних 8. Средний ролик 7 является ведущим, его ось установлена в отверстии корпуса 1, а оси крайних роликов 8 - на подпружиненных рачагах 9, укрепленных на корпусе. На оси ролика 7 с другой стороны стенки корпуса имеется храповое колесо 10 с собачкой //. Ролик находится в зацеплении с качающимся зубчатым сектором 12, представляющим собой плечо рычага с осью 13, второе плечо которого оснащено пальцем 14. Он размещен в пазу поршня 15, пневмоцилиндра 16, в который подается сжатый воздух через штуцер 17. С другой стороны поршень подпружинен пружиной /5 и ход
его ограничен регулируемым упором 19. Воздух в штуцер 17 поступает через золотпикоBbiii механизм (не показан), с помощью которого регулируется частота ходов поршня 15, длина хода которого подбирается такой, что обеспечивает перемещение ленты прп каждом качеппи на величину, больщую ширимы обрабатываемого желоба. Ось 13 укреплена к штоке 20 поршня 21 пневмоцилиндра 22. Поршень 21 подпружинен пружнной 23. В пиевмоцилпидре 22 расположен также норшень 24, шток которого пенодвижЕго укреплен па станине станка. Сжатый воздух поступает в ппевмонилиидр 22 через нтунеры 25 и 26. Поступление сжатого воздуха регулируется соотвествуюн. золотинкам11 (не показаны) .
ycTpoiicTBo работает следуюши.м образом.
Абразивная лента 5 подается из барабана 6, проходит между средним зубчатым роликом 7 и правым роликом 8, огибает полировальник 4 к, пройдя между роликом 7 н левым роликом 8, выводится из устройства. Сжатый воздух от золотника поступает через штуцер 25 в ппевмоцплиндр 22. Поскольку поршень 24 неподвижен, то перемещается весь корпус 1, тем самым полировальннк 4 вводится в желоб обрабатываемого кольца 27 и прижимает абразивную ленту 5 к поверхиости желоба. При дальнейшем поступлепии воздуха через штуцер 25 поршень 21, сжимая пружину 23, перемеиитется вниз и через шток 20 и ось 13 вводит зубчатый сектор 12 в зацепление с зубчатым роликом 7. Палец 14 при этом перемещаестя в пазу поршня 15. Затем золоткик начинает перподически подавать в пневмоцплиидр 16, и поршень 15 совершает ходы в пиевмоцилиндре с соответствующей частотой. От поршня 15 получает качание зубчатый сектор 12, приводящий в движение ролик 7, который также начинает совершать покачивание вокруг своей оси с частотой, заданной золотником, и амплитудой, зависящей от положения регулируемого упора 19, при этом абразивная лента 5 совершает качеиие с той же частотой.
Поскольку кольцу 27 во время обработки задается вращение вокруг оси, линия контакта каждого абразивного зериа и желоба прп качаниях ленты 5 представляет собой сииусоиду, причем сипусопды различных зерен перекрещщ аются, образуя сетку. Так как длпиа хода поршня 15 обеспечивает перемещение ленты 5 при каждом качании на величин)-, больщую ширины обрабатываемого желоба, то участкн синусоиды с большой кривизной оказываются вне желоба, а на поверхиости желоба каждое зерно оставляет риску,
близкую к прямолинейной. В результате наложсиия траекторий отдельных зерен на поверхность желоба наносится регулярная сетка нрямо.чниейиых рисок, что обеспечивает высокое качество обработанной поверхности,
после су пер финиш а.
После окоичаиия обработки воздух через штуцер 26 подается в ппевмоцилиндр 22 с обратиой стороны поршня 24, вследствие чего корпус / подннмается и полировальник 4 с
лентой 5 выводится из желоба кольца 27. Воздух из пневмоцилиидра выходит при этом через штуцер 25.
Пружина 23 разжимается и перемещает поршень 21, а следовательно и зубчатый сектор 12, который выходит из зацепления с зубчатым роликом 7. Синхроньго с этим срабатывает храповой механизм и храповое колесо 10, поворачиваясь, вращает ролик 7. При вращении ролика 7 лента 5 продергивается, т.е. обработанный участок заменяется новым. Обработанное кольцо 27 заменяют на новое, и цикл вновь повторяется.
При качаниях абразивной ленты 5 нолировальник 4 также иоворачивается вокруг своей
оси на соответствующий угол, а ири продергивании ленты нолировальник совершает поворот и а угол больший 360°. Следовательно с желобом контактирует каждый раз новый участок полировальника,
нзпос которого равномерный, что увеличивает его срок службы и уменьшает возмон ность искажения формы желоба.
Предмет и з о б р е т е и и я
Устройство для полирования желобов колец иодшипииков, содержащее корпус, полировальник, механизм перемещения и продергивания абразивной ленты в виде двух зубчатых роликов, отличающееся тем, что, с целью повышения качества обработки, упрощения изготов,тения полировальника и обеспечения его равномерного износа, механизм перемещения и продергивания абразивной ленты снабжен взаимодействующими между собой дополнительной ведущей щестерией и зубчатым сектором, перемещаемым от пневмонилиндра, обеспечивающими абразивной ленте, огибающей полировальник в виде цилиндрического стержия, качаиие и продергивание.
в
l.
27
Фиг I
426803
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU984826A2 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1980 |
|
SU944883A1 |
| ЛЕНТОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЕЙ В ЗОНЕ СВАРНЫХ СТЫКОВ | 1966 |
|
SU216466A1 |
| Устройство для обработки абразивной лентой | 1972 |
|
SU488689A1 |
| Ленточно-шлифовальный станок для обработки пера лопаток | 1977 |
|
SU745656A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU942957A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU704765A2 |
| Ленточно-шлифовальный станок | 1981 |
|
SU1006177A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
А А
