Изобретение относится к области машиностроения и может быть использовано в авиационной, автомобильной, медицинской, судостроительной и в других отраслях промышленности.
Известна установка, предназначенная для нанесения покрытия на движущуюся ленту, содержащая размоточные и намоточные узлы, узел нанесения клея, сушильную камеру, калибровочное устройство [1].
Известная установка имеет ряд существенных ограничений, не позволяющих использовать ее для нанесения расплавного связующего (без содержания растворителя), которое, в свою очередь, обеспечивает получение герметичности при весовой эффективности и других высоких физико-механических свойствах готовых изделий.
Известна установка изготовления широкоформатных пленочных клеев и клеевых препрегов, содержащая смоточные устройства для наполнителя, изоляции и подложек с натяжными узлами, устройство для нанесения клея, состоящее из фильер и подфильерного вала, ленточно-протяжного устройства, камер подсушки наполнителя и подогрева клея, механизма вдавливания клея в наполнитель, протяжки транспортирующей подложки, устройства для замера толщины клея и механизма намотки готового изделия (Москва, библиотека НИАТ) [2].
На известной установке возможно изготовление пленочных клеев шириной до 670 мм и толщиной пленки более 0,2 мм, с допуском по толщине пленки ±0,05 мм, а следовательно, неравномерностью полученных клеевых препрегов.
Недостатком известной установки является невозможность получения пленочных клеевых изделий большого формата по ширине, толщиной менее 0,2 мм, с меньшими отклонениями пленки по толщине. Так как помимо влияния таких факторов как скорость истечения клея через установленный зазор между фильерой и подфильерным валом, поддержание постоянства температуры клеевой массы и ее уровня в фильере первостепенное влияние на толщину клеевой пленки будет оказывать геометрия подфильерного вала, то с увеличением его геометрических размеров все труднее становится точно изготовить подфильерный вал по цилиндричности, конусности и другим параметрам. Так, например, подфильерный вал, изготовленный с эксцентриситетом ±0,05 мм, фактически исключает изготовление клеевой пленки толщиной от 0,01 до 0,05 мм, так как при неизменном положении фильеры и вращающегося подфильерного вала установленный между ними зазор будет изменяться на величину эксцентриситета подфильерного вала. По этой же причине невозможно получение пленочных клеев с меньшими отклонениями по толщине.
Большое влияние на стабильность толщины клеевой пленки оказывает также натяжение бумажной подложки. Изменение усилия натяжения подложки способствует изменению ее толщины, что приводит к изменению величины зазора в клеенаносящем устройстве, а следовательно, и колебанию толщины пленки клея. Чтобы исключить влияние этого фактора, необходимо обеспечить постоянство усилия натяжения транспортирующей подложки.
К недостаткам указанных установок следует также отнести невозможность двухстороннего нанесения клея и вдавливание его в наполнитель, получения одновременно разнотолщинных клеевых пленок, получения двухстороннего препрега с разнотолщинными клеевыми пленками.
Целью настоящего изобретения является расширение технологических возможностей и повышение качества клеев и клеевых препрегов конструкционного назначения.
Поставленная цель решается за счет того, что установка для изготовления пленочных клеев и клеевых препрегов конструкционного назначения, содержащая смоточные устройства для наполнителя, изоляции и подложек с натяжными узлами, устройство для нанесения клея, состоящее из фильеры и подфильерного вала, камеры подсушки наполнителя и подогрева клея, механизм вдавливания клея в наполнитель, устройство протяжки транспортирующей подложки, устройство для замера толщины клея и механизм намотки готового изделия, дополнительно снабжена опорными роликами, следящими за геометрией подфильерных валов, которые смонтированы на подфильерных плитах со стороны их боковых стенок и установлены подвижно в направляющих кронштейнах с возможностью взаимодействия с подфильерными валами, при этом подфильерная плита установлена в направляющих кронштейнах и содержит закрепленное на ней микровинтовое соединение, устанавливающее толщину клеевой пленки, а механизм вдавливания клея содержит валки с регулируемым между ними калиброванным зазором, а натяжные приспособления смоточных узлов выполнены в виде шлицевых фрикционных дисков, установленных с возможностью взаимодействия с диафрагменными цилиндрами и подвижными корпусами и кинематически связанных с оправками рулонов, причем к цилиндрам подведено редуцированное давление.
Изобретение поясняется чертежами, где изображено:
На фиг.1 - структурная схема установки для изготовления пленочных клеев и клеевых препрегов конструкционного назначения;
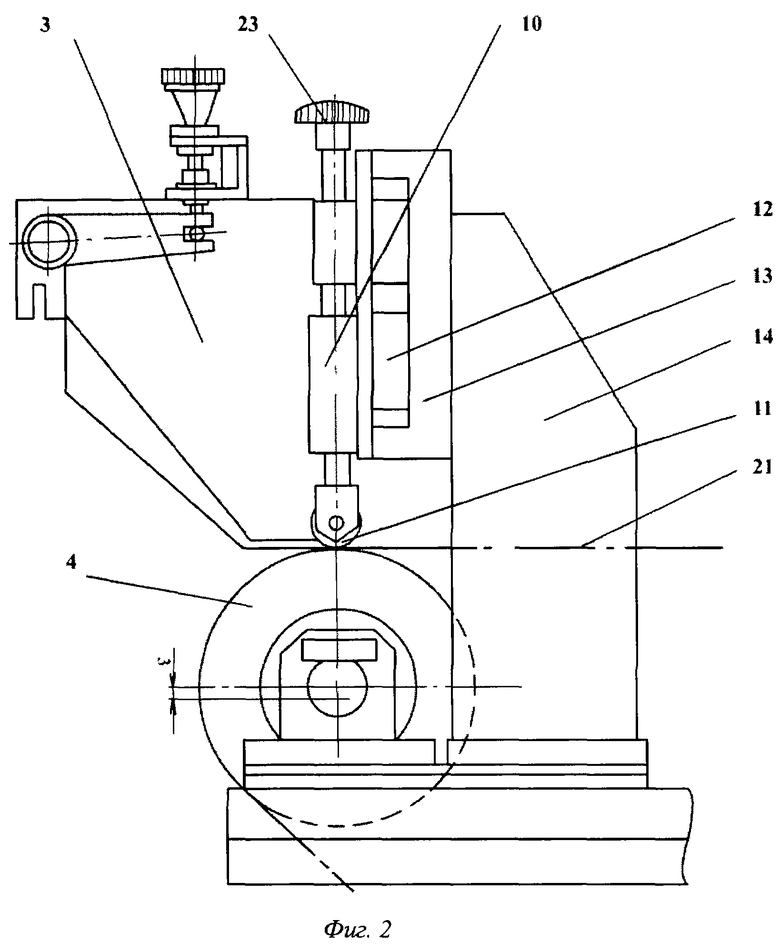
на фиг.2 - клеенаносящее устройство;
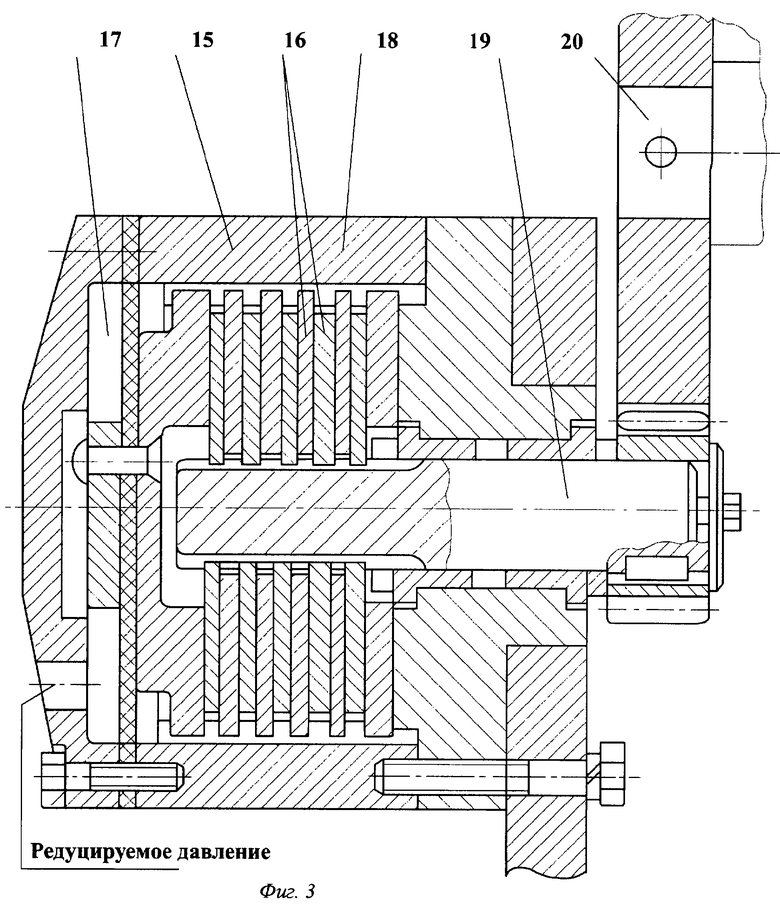
на фиг.3 - разрез по оси натяжного узла сматывающего устройства.
Установка содержит смоточное устройство 1 для транспортирующих подложек, клеенаносящее устройство 2, включающее фильеры 3 и подфильерные валы 4, смоточное устройство 5 для наполнителя 22, камеру 6 для подогрева клея и подсушки наполнителя, механизм 7 вдавливания клея в наполнитель 22, лентопротяжный механизм 8, механизм 9 намотки готового изделия (фиг.1).
Клеенаносящие устройства 2 снабжены приспособлениями 10, следящими за геометрией подфильерных валов 4, состоящих из опорных роликов 11, смонтированных на подфильерных плитах 12, установленных в направляющих 13 кронштейнов 14 (фиг.2).
Смоточные устройства 1 и 5 содержат натяжные приспособления 15, состоящие из фрикционных дисков 16, диафрагменных цилиндров 17 корпуса 18. Диски 16 посредством вала 19 кинематически связаны с оправками 20 расходных рулонов смоточных устройств 1 и 5. К диафрагменным цилиндрам 17 подведено давление, редуцируемое регуляторами в зависимости от количества материала в расходных рулонах, условно не показанных (фиг.3).
Установка оснащена транспортирующими подложками 21 и наполнителем 22, микровинтовым соединением 23, датчиком замеров толщины подложки 24 и клеевой пленки 25.
Установка работает следующим образом.
Установка заправляется рабочими материалами: на смоточных устройствах 1, 5, а на оправках 20 устанавливаются расходные рулоны транспортирующих подложек 21 и наполнителя 22. При разведенных на расстояние до 3 мм валках механизмы вдавливания 7, подложка 21 и наполнитель 22 протягиваются по всему лентотракту установки до наматывающего устройства 9 механизма намотки готового изделия и закрепляются на одной из его оправок. Между фильерами 3 устройств для нанесения клея 2 и подфильерными валами 4 с помощью микровинтового соединения 23 устанавливаются зазоры h1 и h2, определяющие толщины клеевых пленок. В фильеры 3 заливается горячий клей до необходимого уровня.
Все агрегаты узлов установки выводятся на рабочие режимы и параметры. Включаются датчики замеров толщины подложки 24 и клеевой пленки 25. После проведения операций подготовки и вывода установки на необходимые режимы включаются лентопротяжный механизм 8, например стеклоткань протягивается со скоростью до 4 м/мин, и намоточное устройство 9 механизма намотки готового изделия и начинается истечение клея из фильеры 3 через установленные зазоры h1 и h2. При прохождении транспортирующих подложек 21 с клеевыми пленками подсушенного наполнителя 22 через калиброванный зазор между валками механизма вдавливания 7 осуществляется внедрение клея в наполнитель при заданном и установленном предварительно давлении. Лентопротяжный механизм 8 направляет готовый препрег на намоточное устройство 9. Таким образом перематывается весь рулон, например, стеклоткани и на намоточном устройстве 9 получаем рулон препрега, проложенный слоем полиэтилена.
При заправке смоточного устройства 5 изоляционными пленками вместо наполнителя и разведенных валках механизма вдавливания 7 возможно изготавливать одновременно пленочные клеи разной толщины. В этом случае производительность установки увеличивается.
Устройство 10, следящее за геометрией подфильерного вала, работает следующим образом.
Толщина клеевой пленки устанавливается зазором между щелью истечения фильеры и плоскостью транспортирующей подложки с помощью микровинтового соединения 23. Микровинтовое соединение 23 жестко закреплено на подвижной подфильерной плите 12. На этой же плите также жестко закреплена фильера 3. Плита, установленная в направляющих 13 кронштейна 14, будет перемещаться в вертикальной плоскости от воздействия на ролик 11 подфильерного вала 4, отслеживая геометрию последнего, не изменяя зазора между фильерой 3 и подложкой 22, что обеспечивает постоянство толщины клеевой пленки. Подфильерный вал 4, изготовленный с широкими допусками и большим эксцентриситетом, в этом случае не оказывает существенного влияния на постоянство толщины клеевой пленки.
Натяжное устройство 15 смоточных узлов 1 и 5 работает следующим образом.
Фрикционные диски 16, находящиеся под воздействием нажимного диска диафрагменного цилиндра 17, создают тормозное усилие на валике 19, трансформируемое через кинематическую связь оправке 20 расходного рулона смоточного узла 5. Если к цилиндру 17 подвести переменное давление агента, редуцируемое в зависимости от количества материала в расходном рулоне, натяжное устройство обеспечит постоянство натяжения транспортирующей подложки или наполнителя, что позволяет получить заданную толщину клеевой пленки и исключить деформацию наполнителя.
Разработанная установка позволяет получить пленки клеев и клеевые препреги большого формата, например шириной до 950 мм и толщиной 0,1 мм ÷ 0,15 мм, с возможностью получения двухстороннего клеевого препрега, в том числе разнотолщинного по толщине пленки клея с малыми отклонениями по всей площади нанесения.
Точность степени наноса составляет менее 4% на длине материала до 150 м.
Полимерная клеевая композиция состоит из эпоксидной смолы, отвердителя, полимера-модификатора и специальных добавок.
Пример составов полимерной композиции (в весовых частях):

В состав препрега в зависимости от назначения входит 30-60% мас. полимерной композиции и остальное - волокнистый наполнитель. В зависимости от требований к составу препрега вес материала составляет 50-450 г/м2.
Источники информации
1. Авторское свидетельство СССР №1796271, кл. В 05 С 1/08, 1993.
2. Проект установки УИПК-1 7.0660.05.00.000, НИАТ, 1986.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНОЧНЫХ КЛЕЕВ И КЛЕЕВЫХ ПРЕПРЕГОВ С ТЕРМОРЕАКТИВНЫМ ПОЛИМЕРНЫМ СВЯЗУЮЩИМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2254172C1 |
| Пропиточная машина для нанесения покрытий на гибкую рулонную основу | 2020 |
|
RU2766606C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПЛЕНКИ ИЛИ СЛОЯ ПОКРЫТИЯ СО СТРУКТУРИРОВАННОЙ С ОБЕИХ СТОРОН ПОВЕРХНОСТЬЮ | 1998 |
|
RU2193968C2 |
| АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2000 |
|
RU2155133C1 |
| КОНСТРУКЦИОННЫЙ ПЛЁНОЧНЫЙ КЛЕЙ ПОНИЖЕННОЙ ГОРЮЧЕСТИ | 2022 |
|
RU2803988C1 |
| СПОСОБ ПРОПИТКИ ДЛИННОМЕРНОГО НАПОЛНИТЕЛЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2145922C1 |
| ЭЛЕКТРОИЗОЛИРУЮЩЕЕ СТЫКОВОЕ СОЕДИНЕНИЕ РЕЛЬСОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2319802C1 |
| УСТАНОВКА И СПОСОБ ДЛЯ ПРИКЛЕИВАНИЯ ЭТИКЕТОК | 2007 |
|
RU2450935C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ КЛЕЯ НА ИЗДЕЛИЕ | 2011 |
|
RU2471570C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДИЦИНСКОЙ ЛИПКОЙ ЛЕНТЫ | 2000 |
|
RU2173177C1 |
Изобретение относится к области машиностроения и может быть использовано в авиационной, автомобильной, медицинской, судостроительной и в других отраслях промышленности. Изобретение обеспечивает расширение технологических возможностей и повышение качества пленочных клеев и клеевых препрегов конструкционного назначения за счет дополнительного снабжения установки опорными роликами, следящими за геометрией подфильерных валов, которые смонтированы на подфильерных плитах со стороны их боковых стенок и установлены подвижно в направляющих кронштейнах с возможностью взаимодействия с подфильерными валами. Подфильерная плита установлена в направляющих кронштейнах и содержит закрепленное на ней микровинтовое соединение, устанавливающее толщину клеевой пленки. Механизм вдавливания клея содержит валки с регулируемым между ними калиброванным зазором. Натяжные приспособления смоточных узлов выполнены в виде шлицевых фрикционных дисков, установленных с возможностью взаимодействия с диафрагменными цилиндрами и неподвижными корпусами и кинематически связанных с оправками рулонов, причем к цилиндрам подведено редуцируемое давление. 3 ил.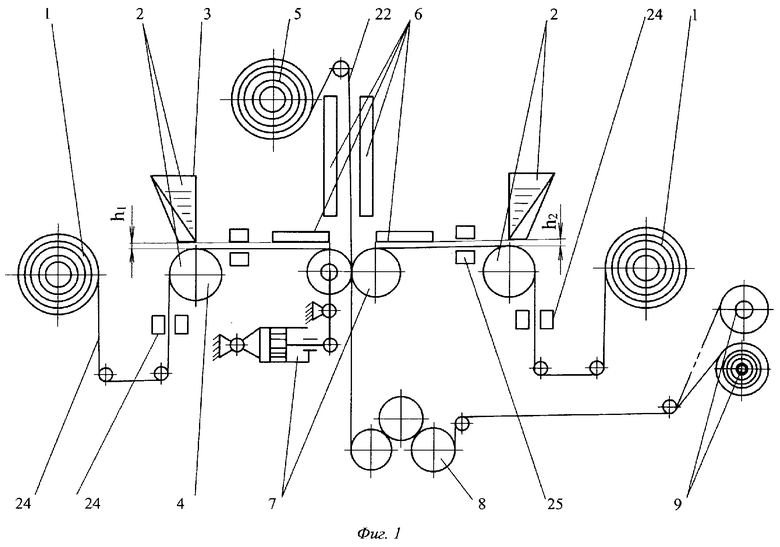
Установка для изготовления пленочных клеев и клеевых препрегов конструкционного назначения, содержащая смоточные узлы для наполнителя, изоляционной пленки и транспортирующих подложек с натяжными приспособлениями, устройство для нанесения клея, включающее фильеру и подфильерные валы, камеры подсушки наполнителя и подогрева клея, механизм вдавливания клея в наполнитель, лентопротяжный транспортирующий механизм, датчик замера толщины клея и механизм намотки готового изделия, отличающийся тем, что установка дополнительно снабжена опорными роликами, следящими за геометрией подфильерных валов, которые смонтированы на подфильерных плитах со стороны их боковых стенок и установлены подвижно в направляющих кронштейнах с возможностью взаимодействия с подфильерными валами, при этом подфильерная плита установлена в направляющих кронштейнах и содержит закрепленное на ней микровинтовое соединение, устанавливающее толщину клеевой пленки, а механизм вдавливания клея содержит валки с регулируемым между ними калиброванным зазором, а натяжные приспособления смоточных узлов выполнены в виде шлицевых фрикционных дисков, установленных с возможностью взаимодействия с диафрагменными цилиндрами и неподвижными корпусами и кинематически связанными с оправками рулонов, причем к цилиндрам подведено редуцируемое давление.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

