Изобретение относится к области обработки тонколистовой стали и может применяться для изготовления водосточных труб, желобов, труб кабельной канализации вентиляционных систем и других целей.
Известен способ изготовления гнутых профилей, а.с. СССР №929274, Бюл. №19 от 23.05.82, авторы В.А.Новощинский и В.Н.Цимбалюк по а.с. СССР №653000 путем жесткого загиба концевых участков плоской заготовки и последующей растяжки до получения заданной конфигурации по всей длине и получение П-, Z-, О-образных и других сечений из малопластичных материалов.
Способ включает использование штамповочного и гидравлического оборудования и выполняется в несколько этапов.
Недостатки способа: сложное оборудование и технология.
Известен также способ по книге: Е.Н.Мошнин «Гибка и правка на ротационных машинах». - М.: Машиностроение, 1967.
Для получения строго цилиндрической обечайки концы листовой заготовки предварительно подгибают на другом специальном оборудовании. См. там же, стр. 68, положение валков в машине показано на рис.23. Станок состоит из корпуса, трех или четырех валков с приводным механизмом.
Недостаток устройства по книге Е.Н. Мошнина «Гибка и правка на ротационных машинах». - М.: Машиностроение, стр.68, рис.23: сложное оборудование.
Прототипом изобретения принято устройство по книге Е.Н.Мошнина «Гибка и правка на ротационных машинах». - М.: Машиностроение, 1967, стр.68, рис.23.
Устройство-станок состоит из корпуса, трех или четырех валков, механизма привода их во вращательное движение.
Недостатки прототипа: сложное устройство, возможно изготовить трубу только круглого сечения.
Задачей настоящего изобретения является упрощение устройства для изготовления обечайки круглого и некруглого сечения при помощи валков соответствующего сечения длиной до 2000 мм из листа толщиной до 0,8 мм.
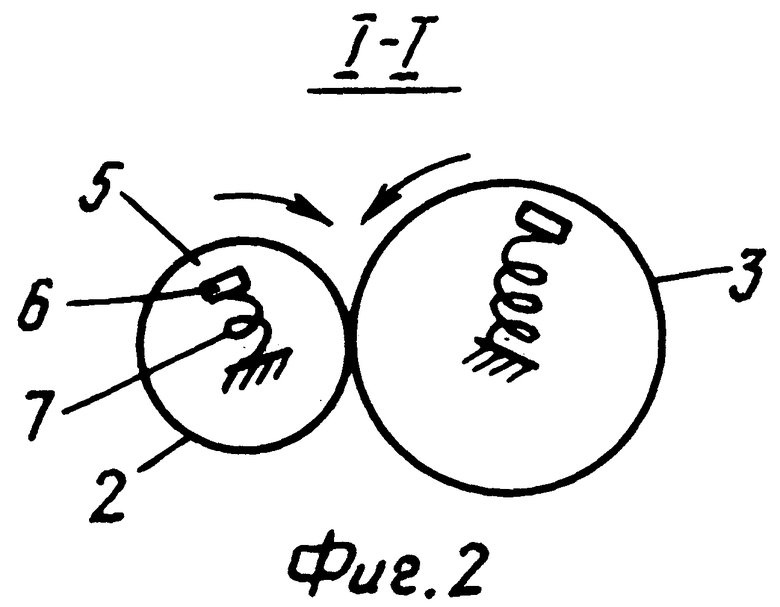
Вальцегибочный станок состоит из корпуса 1, сменной пары валков разного сечения и разных диаметров и линейных размеров 2 и 3, привода вращения валков 4. Каждый валок имеет трубчатое сечение с щелью 5 по длине рабочей части валков 2 и 3 для расположения в полой части валка поджимной планки 6 и подпружинивающего устройства 7. Для регулирования расстояния между валками 2 и 3 станок снабжен специальным устройством 8, а также приводным механизмом 4 (см. фиг.1, 2).
Загиб по двум длинным сторонам заготовки может быть выполнен на данном станке, но может быть наведен и на специальном фальцепрокатном оборудовании, а также на данном станке. На фиг.3 показана форма загибов до вальцовки заготовки и форма обечайки, после вальцегибочного станка, подготовленная для изготовления трубы.
Пример конкретного выполнения: подготовленную листовую заготовку с наведенными по двум длинным сторонам размещают между валками 2 и 3. Один из загибов вставляют в щель 5. Поджимная планка 6 при помощи пружин 7 фиксирует заготовку, а валки 2 и 3 прижимают заготовку до толщины листа специальным регулировочным устройством 8. Подготовленная заготовка без наведенных фальцев также вставляется в щель 5 одного из валков 2 или 3, поджимная планка 6 при помощи пружин 7 фиксирует заготовку, а валки 2 и 3 прижимают заготовку до толщины листа специальным регулировочным устройством 8. И в первом, и во втором случае заготовка получает кривизну, если прокрутить ее приводным механизмом 4 на длине («пи»×требуемый диаметр), изготавливаемой трубы (см. фиг.3). Освобождение подготовленной обечайки производится в обратном порядке. После извлечения заготовки из станка, в обоих случаях, длинные стороны застегиваются фальцами и герметизируются на фальцеосадочном станке.
Вальцегибочный станок обеспечивает высокую производительность и качество изготовления обечаек.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЫ ИЗ ТОНКОЛИСТОВОЙ СТАЛИ | 2006 |
|
RU2320442C2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНОГО ГОФРОКОЛЕНА ВОДОСТОЧНЫХ СИСТЕМ | 2003 |
|
RU2264272C2 |
| ГИБОЧНЫЙ ЭЛЕКТРОМАГНИТНЫЙ СТАНОК | 2006 |
|
RU2317871C1 |
| МЕТАЛЛОЧЕРЕПИЦА | 2010 |
|
RU2452829C2 |
| МЕТАЛЛОЧЕРЕПИЦА | 2010 |
|
RU2455437C2 |
| МЕТАЛЛОЧЕРЕПИЦА | 2010 |
|
RU2456416C2 |
| МЕТАЛЛОЧЕРЕПИЦА | 2010 |
|
RU2499646C2 |
| Гибкая линия изготовления металлической тары | 1985 |
|
SU1328037A1 |
| Гибкая линия изготовления металлической тары | 1988 |
|
SU1586831A1 |
| СТАНОК ПОПЕРЕЧНОЙ РЕЗКИ МЕТАЛЛОПРОКАТА | 2011 |
|
RU2471592C2 |

Изобретение относится к области обработки металлов давлением, в частности к устройствам для гибки при изготовлении обечаек из тонколистовой стали толщиной до 0,8 мм и длиной до 2000 мм круглого и некруглого сечения. Станок содержит полые гибочные валки, с прорезью по длине, устройство регулирования расстояния между валками, приводной механизм и устройства поджима заготовки. Упомянутые устройства расположены в полости валков. Каждое из них выполнено в виде поджимной планки и пружины. Повышается производительность и качество получаемых обечаек. 1 з.п. ф-лы, 3 ил.
| МОШНИН Е.Н | |||
| Гибка и правка на ротационных машинах, Москва, Машиностроение, 1967, с.68, рис.23 | |||
| Устройство для гибки кольцевыхдЕТАлЕй | 1979 |
|
SU829393A1 |
| Валковый станок для гибки конических обечаек | 1984 |
|
SU1242276A1 |
| ПНЕВМОГИДРАВЛИЧЕСКИЙ ДЕМПФЕР | 1997 |
|
RU2119602C1 |
| US 3628360 A, 21.12.1971. | |||

