Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении стержневых деталей с канавками.
Известен способ изготовления болтов со смазочным отверстием, включающий отрезку мерного прутка, сверление отверстия (осевое и продольное), редуцирование стержня и осадку головки, редуцирование головки для получения шестигранника, формирование фланца в размер и накатку резьбы (Патент Япония №01-306037, кл. В 21 К 1/46, 1989).
Однако данный способ изготовления имеет ряд недостатков, повышенную трудоемкость изготовления из-за того, что сверление канавки по оси выполняют на сверлильном станке, при этом происходит повышенный расход металла и использование дополнительного оборудования.
Наиболее близким является способ изготовления соединительного болта, который включает в себя отрезку мерной заготовки, осадку стержня под головку болта, редуцирование стержня, обрезку шестигранника головки, получение канавок на стержне и накатку резьбы (DE 19704505 А1, 13.08.1998, В 21 Н 3/02).
Недостатками известного способа является:
- очень трудоемкое получение канавок;
- требует высокой точности от оборудования;
- повышенная металлоемкость;
- для получения канавок используют специальный резьбонарезной инструмент.
Изобретение решает задачу изготовления качественных болтов с канавками на холодно-высадочном автомате с одновременным получением головки болта и аксиальных канавок с помощью редуцирующей матрицы.
Поставленная задача решена тем, что в способе изготовления болтов с канавками, включающем отрезку мерной заготовки, осадку стержня под головку болта, редуцирование стержня, обрезку шестигранника головки и накатку резьбы, согласно изобретению вышеуказанные операции способа изготавливают на одном холодно-высадочном автомате, а канавки на стержне получают с помощью редуцирующей матрицы.
Способ изготовления болтов поясняется чертежом, где представлен технологический процесс.
Способ изготовления болтов с канавками осуществляется следующим образом: отрезают мерную заготовку и на первой позиции осаживают стержень под головку для набора металла. На второй позиции одновременно редуцируют стержень под накатку резьбы и осуществляют осадку головки. На следующей позиции редуцируют канавки на стержне. Далее осуществляют обрезку шестигранника и на последующей позиции накатывают резьбу на стержне.
Данный способ имеет ряд преимуществ:
- высокую производительность;
- коэффицент использования металла больше, чем при механическом способе изготовления;
- низкую себестоимость продукции, так как получение канавок, обрезка шестигранника и накатка резьбы производятся на одном холодно-высадочном автомате;
- высокое качество полученной детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАКЛАДНЫХ БОЛТОВ | 2004 |
|
RU2270734C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ С ФЛАНЦЕМ | 2012 |
|
RU2489224C1 |
| Способ изготовления закладных болтов | 2020 |
|
RU2732332C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ С ФЛАНЦЕМ | 2002 |
|
RU2222408C2 |
| Способ изготовления заготовок болтов | 1991 |
|
SU1802738A3 |
| СПОСОБ БЕЗОБЛОЙНОЙ ВЫСАДКИ КЛЕММНЫХ БОЛТОВ ДЛЯ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2014 |
|
RU2561576C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ЗАГОТОВОК БОЛТОВ | 2000 |
|
RU2161082C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТИПА ДЕРЖАТЕЛЯ ДВЕРИ | 2010 |
|
RU2443495C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕММНЫХ БОЛТОВ | 2020 |
|
RU2755786C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении крепежных стержневых деталей с канавками на стержне. Способ включает отрезку мерной заготовки, осадку под головку болта, редуцирование стержня, обрезку шестигранника, выполнение канавок и накатку резьбы. Канавки на стержне получают с помощью редуцирующей матрицы. При этом все операции способа осуществляют на холодно-высадочном автомате. В результате обеспечивается повышение производительности при изготовлении болтов высокого качества. 1 ил.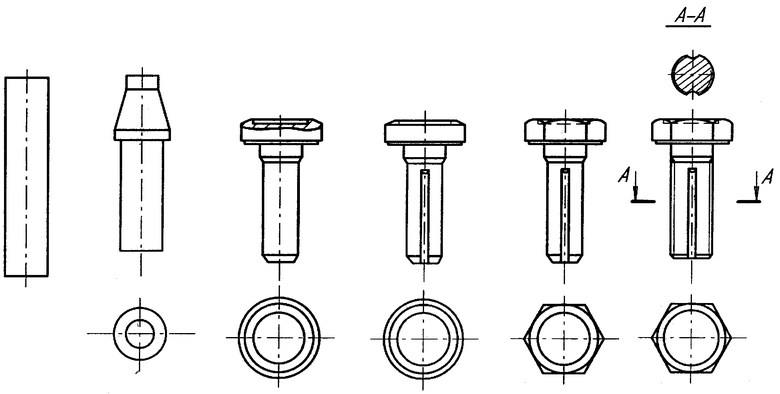
Способ изготовления болтов с канавками, включающий отрезку мерной заготовки, осадку под головку болта, редуцирование стержня, обрезку шестигранника головки, получение канавок на стержне и накатку резьбы, отличающийся тем, что для осуществления указанных выше операций способа используют холодно-высадочный автомат, а канавки на стержне получают с помощью редуцирующей матрицы.
| DE 19704505 A1, 13.08.1998 | |||
| Способ изготовления из прутка изделий типа стержней с головками | 1978 |
|
SU716696A1 |
| Способ изготовления болтов | 1978 |
|
SU703214A1 |
| Способ изготовления крепежных деталей с многогранным стержнем | 1990 |
|
SU1759517A1 |
| US 3496581 A, 24.02.1970 | |||
| БРЮХАНОВ А.Н., Ковка и объемная штамповка, Москва, Машиностроение, 1975, с.305-308. | |||

