(54) СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОСПЕЛОВА ВЫСАДКИ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С ГОЛОВКОЙ И МНОГОГРАННЫМ ПОДГОЛОВНИКОМ | 1991 |
|
RU2010663C1 |
| Способ изготовления стержневых резьбовых изделий | 1989 |
|
SU1766573A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ЗАГОТОВОК БОЛТОВ | 2000 |
|
RU2161082C1 |
| Способ изготовления стержневых изделий с многогранной головкой и мертвой шайбой | 1972 |
|
SU464374A1 |
| Способ получения заготовок болтов с многогранной головкой | 1985 |
|
SU1389923A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2012 |
|
RU2483829C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ С РИФЛЕНИЯМИ | 2010 |
|
RU2422236C1 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, ПУАНСОН ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ СТЕРЖНЕВЫХ ДЕТАЛЕЙ И ПУАНСОН ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ ГОЛОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2034677C1 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |

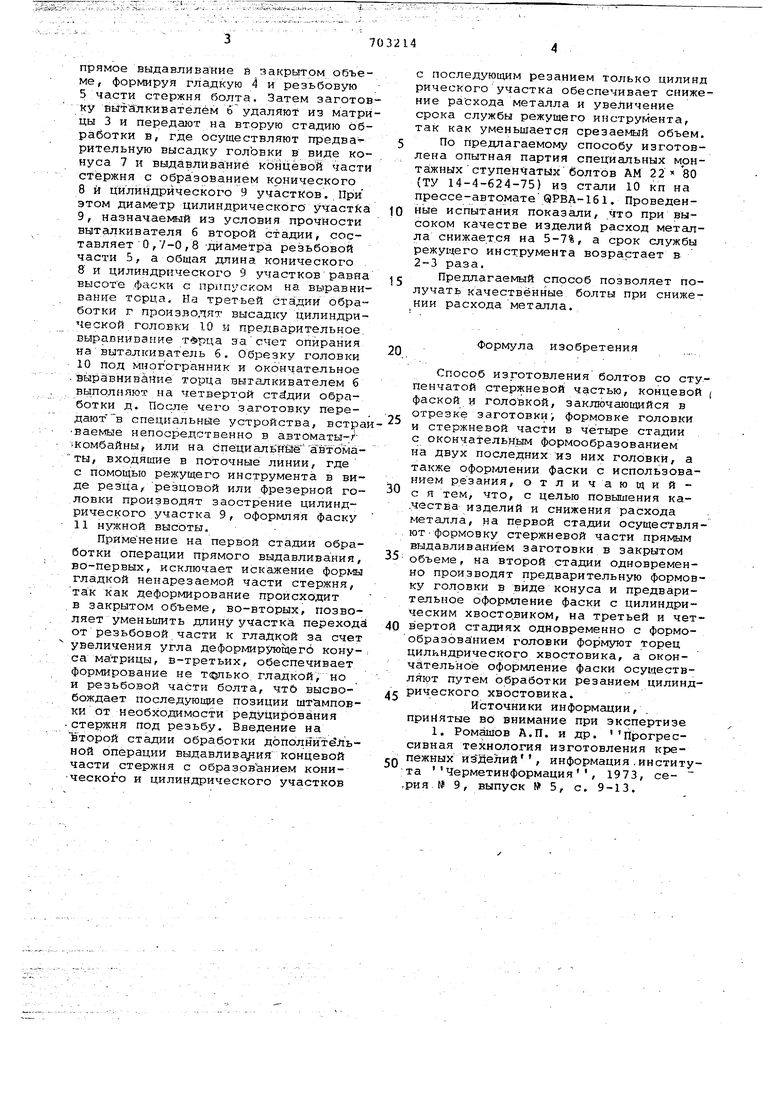
Изобретение относится к обработке 1металлов давлением, а именно к способам изготовления болтов со ступенчатой стержневой частью, концевой фаской и головкой. Известен способ изготовления болтов со с1упенчат)й стержневой частью концевой фаской и головкой, заключаю щийся в отрезке заготовки, формовке головки и стержневой части в четыре стадии, с формообразованием на двух последних .из них головки, а также оформлении фаски с использованием резания 1. Недостатки известного способа связаны с применением оперёщии редуцирования при формировании резьбовой части иI необходимостью снимать фаску больших размеров резанием. При ре дуцировании, во-первых, гфоисходит искажение гладкой части стержня вследствие большего перепада диаметров гладкого и резьбового участков стержня, во-вторых, увеличивается длина участка перехода от резьбовой части к гладкой, так как редуцирую щие матрицы имеют малый угол деформирующего .конуса, что снижает качест во изделий. Резание фаски больших ра меров приводит к значительным отхо-. дам металла в стружку и снижению срока службырежущего инструмента. Це.пью изобретения является повышение качества изделий и снижение расхода металла. Поставленная цель достигается тем, что по предлагаемому способу на первой стадии осуществляют формовкустержневой части прямым выдавливанием заготовки в закрытом объеме, на второй стадии одновременно производят предварительную формовк у головки в виде конуса и предварительное оформление фаски с цилиндрическим хвостовиком, на третьей и четверто14. стадиях одновременно с формообразованием головки формуют торец цилиндрического хвостовика, а окончательное оформление фаски осуществляют путем обработки резанием цилиндрического хвостовика. -На чертеже представлена схема технологического процесса изготовления болта по предлагаемому способу. Отрезанную заготовку 1, по.пученную на позиции а переносят на первую стадию обработки б, где с помощью пуансона 2 в матрице 3 производят прямое выдавливание в закрытом объеме, формируя гладкую 4 и резьбовую 5 части стержня болта. Затем заготов ку выталкивателем б удаляют из матри цы 3 и передают на вторую стадию обработки в, где осуществляют предва рительную высадку головки в виде конуса 7 и выдавливание концевой части стержня с образованием конического 8 и цилиндрического 9 участков. При этом диаметр цилиндрического участка 9, назначаемый из условия прочности выталкивателя б второй стадии, составляет 0,7-0,8 -диаметра резьбовой части 5, а общая длина конического 8 и цилиндрического 9 участков равна высоте .фасктл с припуском на выравнивание торца, Еа третьей стадии обработки г произволят высадку цилиндрической головки 10 и предварительное, выравнивание тФрца за счет опирания на выталкиватель 6. Обрезку головки 10под многогранник и окончательное -вырёвниваяие торца выталкивателем 6 вь1прлняют на четвертой стадии обработки д. После чего заготовку передают в специальнйе устройства, встра ваемые непосредственно в автоматы комбайны, или на йпециальйЙеaBToMaты, входящие в поточные линии, где с помощью режущего инструмента в виде резца,, резцовой или фрезерной го .ловки производят заострение цилиндрического участка 9, оформляя фаску 11н: жной высоты. Прйненение на первой стадии обработки операции прямого выдавливания, во-первых, исключает искажение формы гладкой ненарезаемой части стержня, так как деформирование происходит в закрытом объеме, во-вторых, позволяет уменьшить длину участк перехода от резьбовой части к глаДкой за счет увеличения угла деформирующего конуса матрицы, в-третьих, обеспечивает формирование не только гладкой, но и резьбовой части болта, чтб высвобождает последующие позиции штамповки от необходим.остИ редуцирования -стержня под резьбу. Введение на торой стадии обработки дополнйтёЛьной операции выдавлива 1ИЯ концевой части стержня с образованием конического и цилиндрического участков с последующим резанием только цилинд рического участка обеспечивает снижение расхода металла и увеличение срока службы режущего инструмента, так как уменьшается срезаемый объем. По предлагаемому способу изготовлена опытная партия специальных монтажных ступенчатых болтов AM 22 80 {ТУ 14-4-624-75) из стали 10 кп на прессе-автоматеQPBA-161. Проведенные испытания показали, что при высоком качестве изделий расход металла снижается на 5-7%, а срок службы режущего инструмента возрастает в 2-3 раза. Предлагаемый способ позволяет получать качественные болты при снижении расходаметалла. Формула изобретения Способ изготовления болтов со сту.пенчатой стержневой частью, концевой | фаской и головкой, заключающийся в отрезке заготовки) формовке головки и стержневой части в четыре стадии с окон-чательдым формообразованием на двух последних из них головки, а также оформлении фаски с использованием резания, отличающийс я тем, что, с целью повышения ка.чества изделий и снижения расхода металла, на первой стадии осуществляют -формовку стержневой части прямым выдавливанием заготовки в закрытом объеме, на второй стадии одновременно производят предварительную формовку головки в виде конуса и предварительное оформление фаски с цилиндрическим хвостовиком, на третьей и четвертой стадиях одновременно с формообразованием головки формуют торец цилиндрического хвостовика, а окончательное оформление фаски осуществляют путем обработки резанием цилиндрического хвостовика. Источники информации, , принятые во внимание при экспертизе 1, Ромашов А.П. и др. Прогрессивная технология изготовления крепёжных изделий , информация .института Черметинформация, 1973, се.рия № 9, выпуск 5, с. 9-13.
г j
w///////MM7//mm
