Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении на холодновысадочных автоматах закладных болтов, содержащих стержень с рифлениями и головку с лыской.
Известен способ изготовления болтов с шестигранной головкой, включающий отрезку заготовки, редуцирование стерня под резьбу, набор головки, совмещенный с высадкой рифлений, и накатка резьбы. (Патент Японии №10277691, В21К 1/46, 1998 г.)
Недостатком этого способа является непригодность его для массового изготовления болтов из-за низкой стойкости инструмента и нестабильности геометрических характеристик рифлений, получаемых высадкой. Также недостатком является наличие шестигранника на головке изделия.
Наиболее близким к предлагаемому является способ изготовления закладных болтов, содержащих стержень с рифлениями и головку с лыской, включающий отрезку заготовки, редуцирование стержня под резьбу на первой позиции, на второй позиции предварительный набор головки с получением лыски, окончательную формовку головки и лыски на последующей позиции, далее выполнение рифлений на гладкой части стержня и накатку резьбы (см. Патент РФ №2270734, кл. В21К 1/46, Бюл. №6, 2006).
Недостатком способа является невысокая стойкость инструмента на операциях предварительного и окончательного формования головки с получением лыски, обусловленная высокими контактными давлениями на инструмент при формообразовании не осесимметричной головки с лыской. Кроме того, производственные испытания показали, что данный способ не обеспечивает формирование стержня со стабильными геометрическими параметрами, для последующего получения на нем качественных по геометрии рифлений.
Задачей изобретения является повышение стойкости инструмента и улучшение качества рифлений закладных болтов, содержащих стержень с рифлениями и головку с лыской, за счет обрезки головки болта и формирования стержня со стабильными геометрическими параметрами для накатки рифлений.
Технический результат заключается в повышении стойкости инструмента при формировании головки болта высадкой, за счет ее обрезки и повышении качества готовой детали за счет калибровки заготовки после отрезки.
Поставленная задача решается, а технический результат достигается тем, что в способе изготовления закладного болта, выполненного в виде резьбового стержня с рифлениями и головкой, имеющей лыску, включающем отрезку заготовки, редуцирование стержня под накатку резьбы, формирование головки в два этапа, на первом из которых осуществляют предварительный набор головки, а на втором - окончательное формирование головки с лыской, выполнение рифлей на гладкой части стержня и накатку резьбы, согласно изобретению после отрезки заготовки осуществляют ее калибровку, на первом этапе формирования головки, который осуществляют после редуцирования стержня под накатку резьбы, производят предварительный набор цилиндрической головки, после чего осуществляют окончательное формирование головки с лыской путем обрезки цилиндрической головки по диаметру с получением лыски, а рифли на гладкой части стержня выполняют после накатки резьбы.
Изготовление закладных болтов по данному способу обеспечивает увеличение стойкости инструмента за счет получения головки болта обрезкой по диаметру с лыской, а высокое качество рифлений достигается за счет осуществления операции калибровки заготовки после ее отрезки, обеспечивая формирования стержня со стабильными геометрическими параметрами для последующей накатки рифлений.
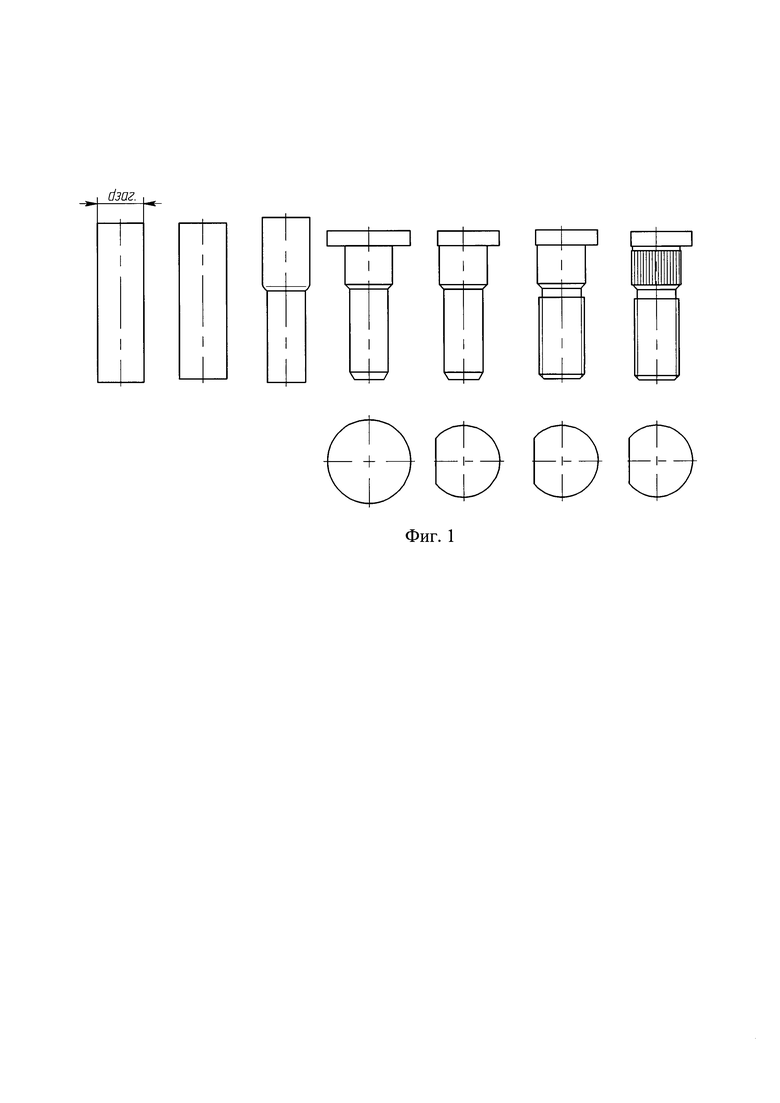
Сущность изобретения поясняется чертежом, где на фиг. 1 показана технологическая схема процесса изготовления закладных болтов.
Пример конкретной реализации способа.
От бунтового металла отрезают заготовку мерной длины. На первой позиции осуществляют калибровку заготовки. На второй позиции редуцируют стержень под накатку резьбы. На третьей позиции предварительно набирают цилиндрическую головку. На четвертой позиции окончательно формуют головку методом обрезки по диаметру и получением лыски. На пятой позиции накатывают резьбу. Далее на последней операции накатывают рифления на гладкой части стержня.
Итак, заявленное изобретение позволяет повысить стойкость инструмента за счет получения лыски на головке болта методом обрезки и улучшить качество получения рифлений на стержне закладных болтов за счет формирования стержня со стабильными геометрическими параметрами путем калибровки заготовки после ее отрезки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАКЛАДНЫХ БОЛТОВ | 2004 |
|
RU2270734C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ С РИФЛЕНИЯМИ | 2010 |
|
RU2422236C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ С ФЛАНЦЕМ | 2012 |
|
RU2489224C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНЫХ БОЛТОВ | 2001 |
|
RU2207930C2 |
| СПОСОБ БЕЗОБЛОЙНОЙ ВЫСАДКИ КЛЕММНЫХ БОЛТОВ ДЛЯ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2014 |
|
RU2561576C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ФАСОННОЙ ГОЛОВКОЙ И ФЛАНЦЕМ | 2007 |
|
RU2344015C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУТЕВЫХ ШУРУПОВ | 1996 |
|
RU2100127C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕММНЫХ БОЛТОВ | 2020 |
|
RU2755786C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ С ФЛАНЦЕМ | 2002 |
|
RU2222408C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ЗАГОТОВОК БОЛТОВ | 2000 |
|
RU2161082C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении на холодновысадочных автоматах закладных болтов, содержащих стержень с рифлениями и головку с лыской. После отрезки заготовки производят ее калибровку и редуцирование стержня под накатку резьбы. Затем формируют головку в два этапа. На первом этапе производят предварительный набор головки, после чего окончательно формируют головку с лыской путем обрезки. После накатки резьбы выполняют рифли на гладкой части стержня. В результате обеспечивается повышение стойкости инструмента, используемого при формировании головки, и качества готового изделия. 1 ил.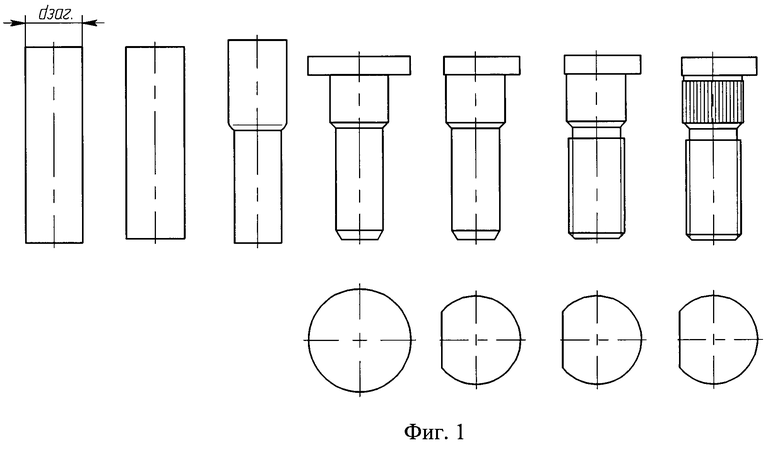
Способ изготовления закладного болта, выполненного в виде резьбового стержня с рифлениями и головкой, имеющей лыску, включающий отрезку заготовки, редуцирование стержня под накатку резьбы, формирование головки в два этапа, на первом из которых осуществляют предварительный набор головки, а на втором - окончательное формирование головки с лыской, выполнение рифлей на гладкой части стержня и накатку резьбы, отличающийся тем, что после отрезки заготовки осуществляют ее калибровку, на первом этапе формирования головки, который осуществляют после редуцирования стержня под накатку резьбы, производят предварительный набор цилиндрической головки, после чего осуществляют окончательное формирование головки с лыской путем обрезки цилиндрической головки по диаметру с получением лыски, а рифли на гладкой части стержня выполняют после накатки резьбы.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАКЛАДНЫХ БОЛТОВ | 2004 |
|
RU2270734C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ С РИФЛЕНИЯМИ | 2010 |
|
RU2422236C1 |
| СПОСОБ БЕЗОБЛОЙНОЙ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ ДЛЯ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ | 1995 |
|
RU2073582C1 |
| US 4682381 A1, 28.07.1987 | |||
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |

