Изобретение касается заготовки для изготовления пильной ленты или пильного полотна из вязкой, эластичной стали, у которых зубья пилы имеют области вершин зубьев из твердого, износостойкого материала.
Кроме того, изобретение касается способа изготовления заготовки для пильного полотна или пильной ленты, которые имеют зубья пилы с областями вершин зубьев из твердого, износостойкого материала.
В качестве заготовки для изготовления пил с твердыми и износостойкими областями вершин зубьев в общем случае используется плакированный стальной лист или лента из плакированной стали, которые в поперечном сечении на узкой стороне эластичной, изгибаемой рабочей или несущей части имеют узкую часть из инструментальной стали. Части соединены друг с другом металлически преимущественно путем свободной от добавок сварки плавлением.
Изготовляют такую заготовку, которая известна в кругу специалистов, как биметаллическая лента или биметаллическое полотно, посредством соединения сваркой лент или частей в продольном направлении, предпочтительно посредством способа электронно-лучевой или лазерной сварки.
Изготовление пилы из заготовки осуществляется, по существу, таким образом, что области ленты с накладкой из инструментальной стали, придается зубчатый профиль до несущей части так, что лишь области вершин зубьев состоят из инструментальной стали или режущего материала, причем упомянутые области могут быть упрочнены посредством термического улучшения.
Кроме того, известно изготовление, так называемой, триметаллической ленты в качестве заготовки для пил, причем с двух сторон на несущую часть, с каждого торца поперечного сечения, приваривается накладка из режущего материала, после чего осуществляется разделение ленты в продольном направлении и заделка зубьев в сторону ленты, снабженную материалом из инструментальной стали.
Преимущества заготовки, у которой несущая лента по всей длине соединена или соответственно сварена с лентой режущего материала, можно усмотреть в том, что сварное соединение осуществляется без прерывания и не имеет серьезных недостатков. Этот вариант заготовки также может быть выгодно применен при чередовании зубьев пилы с нерегулярными промежутками, что может быть предусмотрено во избежание колебаний пилы при практическом использовании.
Сварка друг с другом несущей ленты и ленты режущего материала осуществляется, как упомянуто, непосредственно, то есть без сварочных присадок, и дает в результате только тонкие зоны, подверженные тепловому воздействию, обусловленному процессом сварки. Хотя теперь соединение сварочным плавлением производится по всей длине ленты, тем не менее, могут неблагоприятным образом возникать, в частности, в случае более грубых лент, тонкие хрупкие мартенситные слои и/или изменения длины, которые также в таких случаях влияют на упругое изгибание ленты в поперечном направлении. Тонкие хрупкие слои могут в дальнейшем при неправильном обращении способствовать зарождению трещин и дестабилизировать соединение вершин зубьев пилы. Для надежного устранения таких проблем и улучшения структурного состояния предусматривается многократный, по меньшей мере, отжиг ленты заготовки.
При изготовлении пилы из биметаллического полотна заготовки или подобного рода ленты заготовки промежуток между зубьями может быть получен шлифованием, штампованием или фрезерованием. При этом в каждом случае между вершинами зубьев следует удалить всю сравнительно твердую область режущего материала.
При съеме или удалении материала, в частности части режущего материала, при изготовлении промежутков между рабочими зубьями из биметаллической ленты или штабеля биметаллических полотен инструменты нагружаются настолько, что увеличивается время на обработку и повышается износ инструмента.
Настоящим изобретением устраняются эти недостатки и ставится задача создания заготовки для изготовления пильного полотна или пильной ленты с вершинами зубьев из твердого износостойкого материала, который в области сваривания участков вершин зубьев имеет меньшие механические напряжения и высочайшее качество соединения и обеспечивает меньшее время на обработку, а также более низкий износ инструмента при изготовлении пил.
Кроме того, изобретение касается способа экономичного производства заготовки для пильного полотна или пильной ленты с твердыми износостойкими вершинами зубьев при их улучшенном качестве.
Поставленная задача согласно изобретению решается заготовкой упомянутого вначале вида благодаря тому, что заготовка образована из стальной ленты, которая на торцах, на тех участках, которые при изготовлении из ленты пилы образуют вершины зубьев, несет части из режущего материала.
Преимущества заготовки согласно изобретению можно усмотреть, по существу, в том, что на узкой стороне несущей ленты лишь незначительные области, и именно те, которые в итоге образуют вершину зуба, имеют соединение сваркой плавлением с частью из режущего материала. Благодаря этому может быть улучшена стабильность ленты и упругая гибкость, при этом достигается экономия режущего материала. По мнению специалистов, в начале сварного шва могут возникать дефекты соединения в повышенной степени, что, однако, неожиданным образом не наблюдалось при изготовлении заготовки согласно изобретению. Напротив, на основе предела прочности при изгибе при замкнутом цикле и металлографических исследований было установлено значительно повышенное качество соединения части режущего материала с несущим материалом.
Особенно высокое качество заготовки может быть достигнуто, если соединение между стальной лентой или несущей частью и частями режущего материала образовано посредством лазерной сварки или резистивной сварки давлением.
Формирование режущего материала из инструментальной стали, в частности из быстрорежущей стали или из твердого сплава, является преимуществом, поскольку тем самым у изготовленных из такой заготовки пил обеспечивается особенно высокая режущая способность.
Может быть предпочтительным, принимая во внимание стабилизацию частей из режущего материала на несущей ленте и особенно качество соединения, при изготовлении заготовки согласно изобретению и, в конечном счете, зубьев пилы, если части из режущего материала, по меньшей мере, частично погружены торцами в стальную ленту.
Особенно с экономической точки зрения может быть предпочтительным, если ширина стальной ленты или несущей ленты больше, чем 15 мм, предпочтительно больше, чем 40 мм.
Другая цель изобретения достигается способом согласно родовому понятию за счет того, что на стальной ленте с торцов, на тех участках, в областях которых у полотна пилы предусмотрены вершины зубьев, без зазоров расположены части режущего материала и соединены с ней посредством сварки.
Преимущества способа, достигнутые изобретением, можно усмотреть, по существу, в том, что может быть достигнута высокая технологическая гибкость при незначительном объеме складских помещений для частей из режущего материала при изготовлении заготовки. Кроме того, ввиду небольшой площади контакта режущих частей, достигается максимально возможная надежность при соединении сваркой с несущей частью.
Технологически, а также принимая во внимание максимально возможную точность позиционирования режущих областей, может быть предпочтительным, если в стальной ленте выполняют торцевые углубления, после чего осуществляют ввод в них частей режущего материала вставкой без зазоров и сварку со стальной лентой.
Если сварка частей режущего материала со стальной лентой осуществляется посредством способа электронно-лучевой, лазерной или резистивной сварки давлением, то может достигаться, с одной стороны, прочное соединение, а с другой стороны, особенно предпочтительное непосредственное управление способом сварки.
Резистивная сварка давлением является методом соединения с непосредственным протеканием тока через контактирующую область частей режущего материала в несущей ленты.
Превосходное качество соединения может быть получено, если части режущего материала формируются из инструментальной стали, предпочтительно быстрорежущей стали, в частности, высоколегированной быстрорежущей стали, изготовленной способом порошковой металлургии, или из твердого сплава. Это повышение качества также благоприятно сказывается при изготовлении зубьев пилы, а в случае необходимости при термообработке необработанной пилы.
С точки зрения максимально дешевого изготовления пил, которые имеют различный шаг зубьев, может быть предпочтительным, если длина торцевых углублений в стальной ленте и/или длина отдельных частей режущего материала и/или их взаимное удаление, на котором они на торцах соответственно соединяются со стальной лентой, предусматривается(ются) соответствующим(ми) предусмотренному зубчатому профилю пилы.
В развитие способа согласно изобретению может быть предусмотрено, что подается стальная лента, и части режущего материала последовательно располагаются соответственно на предусмотренных участках и свариваются с ней, или в стальной ленте выполняются углубления, в них вставляются части режущего материала и соединяются с лентой посредством сварки. Таким образом, в так называемой полной производственной линии, экономичным образом изготовленная заготовка имеет также значительные преимущества в качестве.
Далее изобретение более подробно поясняется посредством чертежей, представляющих лишь способ осуществления. На чертежах показано:
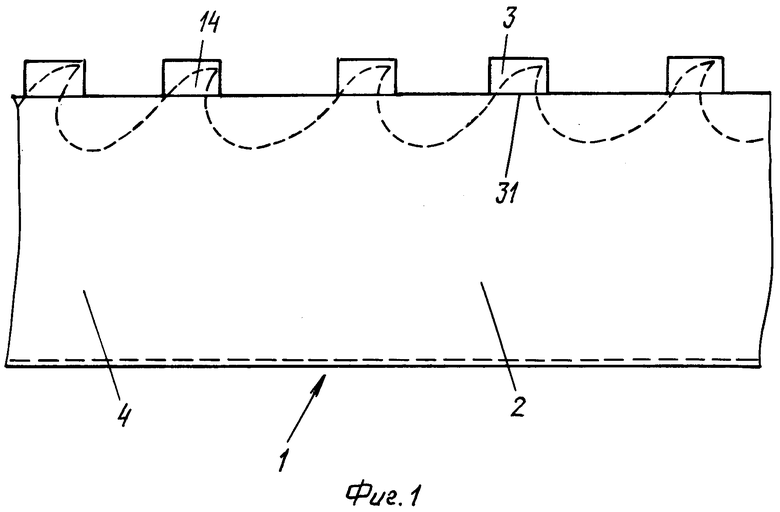
Фиг.1 - заготовка согласно изобретению с частично углубленными в несущее вставленными частями из режущего материала;
Фиг.2 - заготовка согласно изобретению с углублениями в несущей ленте или несущем полотне, в которые погружены части из режущего материала.
Заготовка 1, схематично показанная на фиг.1, предусмотрена для изготовления пильного полотна 4 (показанного пунктирно), причем пильное полотно имеет зубья с профилем 41 из инструментальной стали. Соответственно этому стальная лента 2 несет части 3 из режущего материала, в данном случае из инструментальной стали, причем части 3 торцами посредством сварочного соединения 31 неразъемно прикреплены к стальной ленте.
На фиг.2 схематично показана заготовка 1 с углублениями 21, выполненными в стальной ленте или стальном полотне 2. В углублениях 21 соответственно позиционируются части 3 режущего материала, которые, по меньшей мере, на своей поверхности 31 основания имеют сварочное соединение. Изготавливаемая из этого исходного материала пила нанесена вновь пунктирно, причем показано соответствующее расположение режущих частей 3 в исходном материале 1 и вершины 41 зубьев пилы 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПИЛЬНЫХ ПОЛОТЕН ИЛИ ПИЛЬНЫХ ЛЕНТ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2366548C2 |
| СУПЕРСПЛАВНОЕ ПИЛЬНОЕ ПОЛОТНО | 2021 |
|
RU2839405C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА И СООТВЕТСТВУЮЩАЯ ЗАГОТОВКА | 2014 |
|
RU2684997C1 |
| Пильное полотно для ножовки по металлу | 2024 |
|
RU2836985C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА И СООТВЕТСТВУЮЩАЯ ЗАГОТОВКА | 2014 |
|
RU2694861C1 |
| Пильное полотно для ножовки по металлу | 2024 |
|
RU2834518C1 |
| БАЗИСНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ПИЛЬНЫХ ПОЛОТЕН ДЛЯ ДИСКОВЫХ ПИЛ, ОТРЕЗНЫХ ДИСКОВ, ЛЕСОПИЛЬНОГО ИНСТРУМЕНТА, А ТАКЖЕ РЕЖУЩИХ И ШАБРОВОЧНЫХ УСТРОЙСТВ | 1996 |
|
RU2127174C1 |
| Полотно пилы по металлу | 2024 |
|
RU2834793C1 |
| Полотно ленточной пилы по металлу с абразивом | 2024 |
|
RU2828896C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ИМЕЮЩЕЙ КАНАВКУ РЕЖУЩЕЙ КРОМКОЙ | 2003 |
|
RU2319607C2 |
Изобретение относится к производству заготовок для пильных полотен или лент, которые используются при распиловке различных материалов. Заготовка выполнена из вязкой, эластичной стали, а зубья пилы имеют области вершин зубьев из твердого, износостойкого материала. Она образована из стальной ленты, которая на торце, на тех участках, которые при изготовлении из ленты пилы образуют вершины зубьев, несет части из режущего материала. Соединение между стальной лентой и частями режущего материала образовано посредством лазерной сварки или резистивной сварки давлением. Режущий материал сформирован из инструментальной стали или из твердого сплава. Части из режущего материала торцами погружены, по меньшей мере, частично в стальную ленту. Ширина стальной ленты больше чем 15 мм, предпочтительно больше чем 40 мм. Способ изготовления заготовки с зубьями пилы с областями вершин зубьев из твердого, износостойкого материала, заключается в том, что в стальной ленте на торце, на тех участках, в областях которых у пильного полотна предусмотрены вершины зубьев, без зазоров располагают торцевые части режущего материала и посредством сварки соединяют с ней. В результате обеспечивается уменьшение механических напряжений в области покрытия режущего материала, повышение качества, а также сокращение времени и износа инструмента при изготовлении пил. 2 н. и 11 з.п. ф-лы, 2 ил.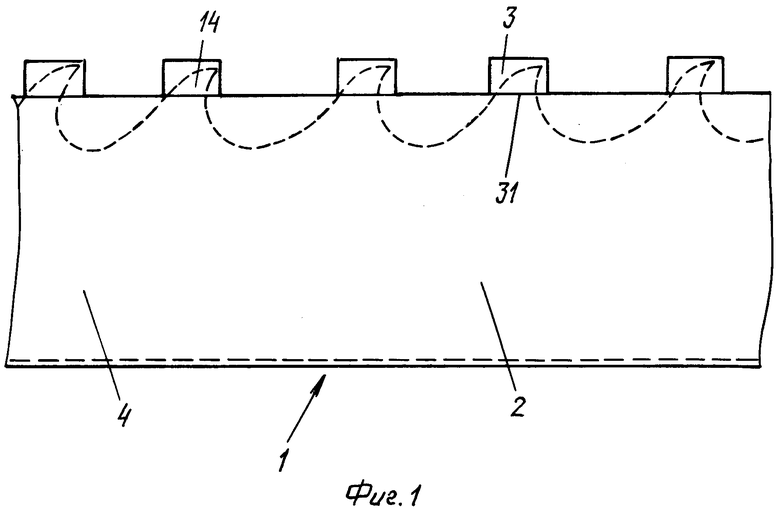
| US 3104562 A1, 24.09.1963 | |||
| НОЖОВОЧНОЕ ПОЛОТНО | 1994 |
|
RU2071879C1 |
| Генератор трапецеидального сигнала | 1982 |
|
SU1027807A1 |
| EP 1331056 A1, 30.07.2003 | |||
| DE 10054296 A1, 16.05.2002. | |||

