Изобретение относится к устройствам для обработки металлов резанием, прежде всего к изготовлению полотен ленточных пил по металлу и может быть использовано в областях, связанных с механической обработкой металлов, композитов и других твердых материалов, особенно для изделий, требующих гладкой поверхности среза.
Актуальной проблемой пиления металлов является повышение не только скорости пиления, но и его качества относительно чистоты обработки изделий, что снижает затраты на их последующую чистовую обработку. Чистота поверхности среза при пилении изделий зависит прежде всего от качества пропила, которое является следствием вибрации полотна, чистоты пропила, количества и конфигурации стружки. В свою очередь указанные факторы в значительной степени являются следствием конфигурации зубьев и прилегающей к ним области полотна. Одним из решений указанных проблем является использование вместо зубьев на рабочей части полотна пилы абразивных дисперсных или твердосплавных частиц. Такие частицы наносят, например, напылением по всему краю полотна (Ленточная пила Cerrus Continuous. [Электронный ресурс] - URL: https://centr-stank.ru/katalog/lentochnyie-pilyi/honsberg/lentochnaya-pila-cerrus-continuous.html (дата обращения 22.05.2023). В качестве другого примера можно назвать сегментное использование абразивных частиц, в частности карбида вольфрама, на краю рабочей части полотна ленточной пилы. Под сегментным использованием следует понимать использование абразивного покрытия на зубьях, выступах, сегментах рабочей части полотна ленточной пилы (Твердосплавные пилы с абразивной крошкой Grit. [Электронный ресурс] - https://www.stankispb.ru/catalog/tverdosplavnye-pily-s-abrazivnoy-kroshkoy-grit/tverdosplavnye-pily-s-abrazivnoy-kroshkoy-grit (дата обращения 22.05.2023). В обоих приведенных случаях при пилении металлов вибрация снижается, но значительно падает скорость и производительность процесса пиления. Известно также использование чередования на рабочей части полотна пилы зубьев с покрытием абразивных зерен и без него (Публикация 20180333794, US, № заявки 15981481, МПК B23D 61/12, 22.11.2018). Однако это решение предназначено для полотен сабельных пил и не дает значимого увеличения скорости пиления.
Наиболее близким (прототипом) по совокупности существенных признаков к заявляемому изобретению является полотно ленточной пилы, имеющее функцию шлифования, содержащее на боковых сторонах абразивные элементы в виде шлифовальной ленты, которая может быть расположена как непрерывно, так и блоками (Публикация 1778503, CN, № заявки 200410089144.5, МПК B23D 61/18, 31.05.2006). Указанной конструкции полотна ленточных пил также присущи недостатки, указанных выше полотен: повышенная вибрация, низкая скорость пиления металла, шероховатости и заусенцы на глубине пропила, отсутствие функции очистки канала пропила, деформация абразивных элементов ввиду воздействия стружки.
Решаемой задачей заявляемого изобретения является расширения арсенала технических средств полотен ленточных пил по металлу. Также в качестве технических результатов следует указать наличие возможности прочистки канала пропила, снижение вибрации полотна пилы, повышение чистоты среза, в том числе и на кромках среза, повышение ресурса работы абразивных элементов, повышение скорости пиления.
Указанного технического результата в заявляемом изобретении достигают за счет осуществления полотна ленточной пилы по металлу, боковые стороны которого содержат абразивные элементы. На зубчатой части этого полотна выполнены отдельные группы по меньшей мере из двух зубьев, на одной или обеих боковых сторонах каждого из них и/или в прилегающих к зубчатой части областях полотна выполнены абразивные элементы, которые представляют собой покрытия из абразивных материалов, выполненных из дисперсного или компактного твердого материала.
Заявляемое изобретение имеет следующий, общий с ближайшим аналогом существенный признак - наличие на боковых сторонах полотна ленточной пилы абразивных элементов.
Отличают заявляемое изобретение от прототипа следующие существенные признаки:
- выполнение на зубчатой части этого полотна отдельных групп зубьев,
- наличие в каждой из таких групп по меньшей мере двух зубьев,
- выполнение на одной или обеих боковых сторонах каждого из этих зубьев и/или в прилегающих к зубчатой части областях полотна абразивных элементов,
- выполнение абразивных элементов в виде покрытий из абразивных материалов,
- выполнение покрытий из абразивных материалов из дисперсного или компактного твердого материала.
Приведённые существенные признаки являются отличительными от прототипа, т.к. не содержатся в совокупности существенных признаков прототипа, т.е. не присутствуют в перечне признаков, осуществляемых в прототипе, и не являются их характеристикой.
Для однозначного и более полного понимания описания заявляемого изобретения далее приведены уточнения и раскрытия, использованных выше понятий и терминов, а также описание технического решения.
Основой замысла заявляемого технического решения является очистка канала пропила, следующая за пилящими зубьями, а также одновременное шлифование стенок канала, приводящее к шлифованию боковой поверхности реза изделия. Реализацию замысла осуществляют за счет выполнения, описанных ниже, технических элементов.
Наличие на зубчатой части полотна ленточной пилы отдельных групп зубьев, в каждой из которых выполнено по меньшей мере два зуба, содержащих по боковым сторонам абразивные элементы позволяет прочищать канал пропила, прежде всего его стенки и углы, а также, соответственно, шлифовать стенки среза. В процессе пиления металлического изделия полотном с режущими зубьями по углам и сторонам канала пропила остаются металлическая пыль и остатки стружки или ее мелкая часть. Эти пыль и стружка способствуют задирам на пропиле, заклиниванию зубьев на боковых поверхностях и, соответственно, деформации зубьев, а также их затуплению. Указанные факторы в свою очередь ведут к снижению скорости пиления, повышению дефектности кромок пропила, снижению чистоты поверхности среза.
Зубья с покрытиями из абразивных материалов размещают в ряду режущих зубьев зубчатой части полотна ленточной пилы отдельными группами минимум по два зуба. Такое групповое размещение через определенный интервал зубчатой части позволяет сохранить номинальные режущие характеристики полотна пилы. При этом добиться удовлетворительной очистки канала пропила удается при минимальном количестве зубьев в отдельной группе равным двум. Количество зубьев в такой группе и величина интервалов зубчатой части между этими группами зависит от свойств распиливаемого материала, а также условий пиления, эти характеристики определяют в каждом конкретном случае. Максимальное количество зубьев в отдельной группе может достигать 9, большее количество отрицательно сказывается на числе режущих зубьев и, соответственно, на скорости пиления.
Зубья могут быть выполнены прямыми относительно плоскости симметрии полотна пилы или с правым и левым разведением. В случае выполнения прямого зуба покрытие из абразивных материалов может быть нанесено как на обе, так и на одну боковую сторону зуба. В последнем случае последовательно выполняют два прямых зуба с чередованием покрытых боковых сторон. Выполнение покрытий с обеих боковых сторон требует минимальных зазоров по общей ширине зуба с покрытиями, во избежания их заклинивания между стенками канала пропила. В свою очередь разведенные зубья выполняют парами: левый - правый или правый - левый, при этом покрытие наносят всегда на внешнюю боковую сторону. Вероятность заклинивания разведенных зубьев намного меньше, чем у прямых, т.к. они способны к демпфированию, поэтому работоспособность покрытий на таких зубьях выше и также выше способность шлифования.
Для повышения качества шлифования среза металлического изделия покрытия из абразивных материалов могут наносить также на области, прилегающие к зубчатой части полотна пилы или к основанию зубьев, это могут быть области полотна пилы как с какой-либо одной, так и с обеих сторон. Сплошные покрытия в областях, прилегающих к основаниям зубьев, обычно выполнены полосой вдоль всей зубчатой части полотна и, преимущественно, имеют интервалы. Покрытия выполняют из каких-либо абразивных материалов, например электрокорунда, нитрида титана, карбида вольфрама и других твердых, износостойких материалов. Покрытия могут быть выполнены как на основе дисперсных материалов, а также из компактных материалов. В первом случае это композиты на связующих или нанесенные с помощью электроосаждения и термического напыления, во втором случае слои компактных материалов получают наплавлением или с помощью гальванических методов. В случае использования покрытий из дисперсных материалов используют различные фракции частиц с размером от 0,05 мм до 0,50 мм с изменением зернового состава в интервале 0,05-0,1 мм. По форме покрытия могут быть выполнены как сплошными, так и сплошными с интервалами, а также блоками, полосами или лентами. Наиболее оптимальным вариантом является выполнение покрытий в виде прямолинейных наклонных полос через интервалы. Такие полосы выполняют с наклоном в сторону линии вершин зубьев. При этом между линией вершин зубьев и прямолинейными полосами из абразивных материалов выполняют острый угол величиной преимущественно, от 30° до 45°, угол направлен своим острием навстречу движению полотна ленточной пилы. Следует также заметить, что линия вершин режущих зубьев представляет собой прямую линию. Наклонные полосы покрытий абразивных материалов на зубьях и прилегающих к ним областях выполняют в качестве основной функции очистку и шлифование канала пропила и стенок среза. Кроме этого, наклонные полосы выполняют еще одну важную функцию, они измельчают попадающую в зазоры между зубьями и стенками пропила стружку и частицы металла, после чего измельченные частицы металла проходят далее между полосами и попадают в область между сторонами полотна пилы и стенками пропила и далее выводятся из сферы пиления. Особенно этот эффект характерен при выполнении наклонных полос из компактного материала, а также при заострении начала и ребер полос.
Форма зубьев, на которые наносят покрытия из абразивных материалов может быть различной, в частности зубья могут быть выполнены в форме прямого параллелепипеда, наклонного параллелепипеда, трапециевидной призмы, многогранной призмы, а также возможно и в других формах. При этом верхнюю грань зубьев или вершину зубьев с покрытиями из абразивных материалов изготавливают с небольшим уступом относительно линии вершин режущих зубьев размером от 0,1 до 0,3 мм. Форма зубьев, на которые наносят покрытия из абразивных материалов, может иметь различные модификации так, например, на внешней стороне боковой грани зуба может быть выполнена фаска для способствования продвижению стружки вдоль стенок канала пропила. Аналогично внешняя боковая грань зуба может быть скошена вперед.
Для изготовления полотен для ленточных пил по металлу используют инструментальные, легированные, быстрорежущие, рессорные стали, в частности, это могут быть следующие марки сталей: М51, М42, М71, 45ХГНМФА, Р9, Х6ВФ, У8А, У10А и другие. На зубья полотен также наносят износостойкие и абразивные покрытия, твердосплавные пластины из нитридов, карбидов, боридов, а также алмазные покрытия.
Заявляемое изобретение является промышленно применимым в области обработки металлов резанием и может быть использовано в областях машиностроения и строительства, связанных с обработкой металлов и твердых материалов. Осуществление заявляемого технического решения может быть выполнено специалистами с соответствующей подготовкой. При осуществлении изобретения используют устройства, приборы и материалы, выпускаемые промышленностью и находящиеся в открытой продаже. Методами осуществления изобретения являются методы механической и физико-химической обработки металлических материалов, а именно обработка металлических лент металлорежущими инструментами. Средствами осуществления изобретения являются станки для обработки металла резанием - лазерные, электроэрозионные, механические, шлифовальные, а также устройства пайки, сварки и напыления.
Указанная выше совокупность существенных признаков заявляемого изобретения и их раскрытие позволяет сделать вывод о реализации назначения изобретения, заключающегося в наличии возможности прочистки канала пропила, снижении вибрации полотна пилы, повышении чистоты среза, в том числе и на кромках среза, повышении ресурса работы абразивных элементов, повышении скорости пиления. Указанные достигнутые реализации являются следствием очистки канала пропила группами зубьев с абразивными покрытиями при одновременном шлифовании стенок канала, в том числе абразивными покрытиями, выполненными в виде полос на зубьях и прилегающих к ним областях.
Таким образом, показано, что совокупность существенных признаков заявляемого изобретения, позволяющая достичь заявленного технического результата, отличается от совокупности существенных признаков аналогов, прототипа, а также и других известных источников данных, т.е. не известно применение данной совокупности существенных признаков с получением заявленного технического результата. Другими словами, заявляемое изобретение не известно из уровня техники.
В ходе изучения уровня техники полотен ленточных пил по металлу не выявлены технические решения, существенные признаки которых по отдельности или в какой-либо совокупности совпадают с отличительными существенными признаками заявляемого изобретения, включая его характеристики, и позволяют достичь заявляемого технического результата. Таким образом, подтверждено отсутствие известности влияния отличительных существенных признаков заявляемого изобретения на заявленный технический результат.
Следует также обратить внимание, что использование всей заявленной совокупности существенных признаков, в том числе отличительных признаков, для получения заявленного технического результата не следует явным образом для специалистов из уровня техники, т. к. не является объединением, изменением или совместным использованием сведений, содержащихся в уровне техники, и/или общих знаний специалиста.
Повышения эффективности технического результата заявленного полотна ленточной пилы по металлу достигают в следующих нижеперечисленных модификациях, характеризующих частные случаи выполнения технического решения:
1. Описанное выше полотно ленточной пилы по металлу, в котором зубья отдельных групп выполнены в одной из следующих форм: прямого параллелепипеда, наклонного параллелепипеда, трапециевидной призмы, многогранной призмы.
2. Описанное выше полотно ленточной пилы, в котором покрытия из абразивных материалов выполнены полосами с наклонами относительно лини вершин зубьев.
3. Описанное выше полотно ленточной пилы по металлу, в котором зубья в отдельных группах разведены и покрытия из абразивных материалов выполнены на внешней боковой стороне зубьев.
4. Описанное выше полотно ленточной пилы по металлу, в котором зубья в отдельных группах не разведены и покрытия из абразивных материалов выполнены на внешней боковой стороне зубьев.
5. Описанное выше полотно ленточной пилы по металлу, в котором зубья с покрытиями из абразивных материалов имеют на внешней боковой стороне грани фаску или внешняя боковая грань зуба скошена вперед.
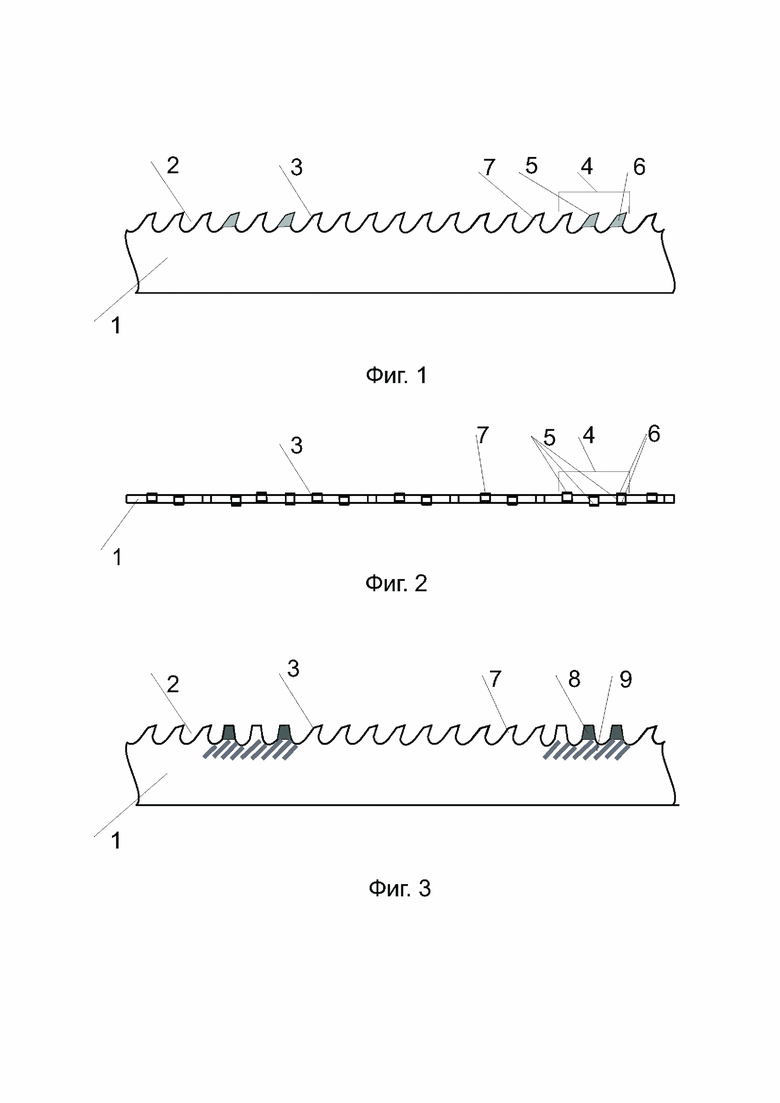
Описание заявленного полотна ленточной пилы пояснено на фиг. 1 и 2: фиг. 1 - полотно ленточной пилы по металлу с отдельными группами зубьев, содержащих покрытия из абразивных материалов, вид сбоку; фиг. 2 - полотно ленточной пилы по металлу с отдельными группами зубьев, содержащих покрытия из абразивных материалов, вид сверху; фиг. 3 - полотно ленточной пилы по металлу с зубьями различных форм в отдельных группах и покрытиями из абразивных материалов, выполненных в виде наклонных полос.
На указанных фигурах приведены следующие обозначения:
1 - полотно ленточной пилы,
2 - зубчатая часть полотна ленточной пилы,
3 - режущий зуб,
4 - группа зубьев с абразивными элементами (покрытиями),
5 - зуб с абразивными элементами (с покрытием из абразивных материалов),
6 - абразивные элементы (покрытия из абразивных материалов),
7 - боковая сторона зуба,
8 - сплошное покрытие из абразивных материалов,
9 - покрытие из абразивных материалов в виде полос.
Заявляемое изобретение - «Полотно ленточной пилы по металлу» осуществлено следующим образом.
Для изготовления полотен ленточных пил используют ленты из инструментальных, легированных, быстрорежущих и рессорных сталей толщиной, преимущественно, от 0,60 до 1,6 мм.
Согласно изобретению, полотно ленточной пилы 1 содержит зубчатую часть 2, выполненную по краю полотна. На зубчатой части выполнен ряд режущих зубьев 3. Среди этого ряда размещены отдельные группы 4 зубьев с абразивными элементами 5. Минимальное количество таких зубьев в каждой отдельной группе равно двум. Зубья могут быть выполнены как прямыми относительно плоскости симметрии полотна пилы, так и с правым или левым разведением. В случае выполнения прямого зуба покрытие из абразивных материалов может быть нанесено как на обе, так и на одну боковую сторону зуба. В последнем случае последовательно выполняют два прямых зуба с чередованием покрытых боковых сторон. Абразивные элементы 6 представляют собой покрытия из абразивных материалов, выполненных из дисперсного или компактного твердого материала. Покрытия из абразивных элементов выполнены по одной или обеим боковым сторонам 7 каждого зуба в отдельной группе. На боковых сторонах полотна ленточной пилы в областях, прилегающих к основаниям зубьев или, другими словами, в областях, прилегающих к зубчатой части, также могут быть выполнены покрытия из абразивных материалов. Покрытия могу быть выполнены сплошными 8 или в виде полос 9. Сплошные покрытия в областях, прилегающих к основаниям зубьев, обычно выполнены лентой вдоль всей зубчатой части полотна и, преимущественно, имеют интервалы. Покрытия в виде полос представляют собой наклонные прямолинейные полосы, выполненные через промежутки. Наклон полос в сторону линии вершин режущих зубьев, под углом, преимущественно, от 30° до 45°, угол направлен своим острием навстречу движению полотна ленточной пилы. Полосы могут быть выполнены уступами и блоками. Покрытия выполняют из каких-либо абразивных материалов, например электрокорунда, нитрида титана, карбида вольфрама и других твердых, износостойких материалов. Покрытия могут быть выполнены как на основе дисперсных материалов, а также из компактных материалов. Форма зубьев с покрытиями из абразивных материалов может быть выполнена различной, например: в форме прямого параллелепипеда, наклонного параллелепипеда, трапециевидной призмы, многогранной призмы, а также возможно и в других формах. Верхнюю грань таких зубьев или вершину зубьев с покрытиями из абразивных материалов изготавливают с небольшим уступом относительно линии вершин режущих зубьев размером от 0,1 до 0,3 мм. Форма зубьев, на которые наносят покрытия из абразивных материалов может иметь различные модификации так, например, на внешней боковой стороне грани зуба может быть выполнена фаска для способствования продвижению стружки вдоль стенок канала пропила. Аналогично внешняя боковая грань зуба может быть выполнена скошенной вперед.
Пример 1
Из стальной ленты марки У8А толщиной 0,9 мм было изготовлено полотно ленточной пилы шириной 20 мм. По одному краю полотна, с помощью режущего (фреза) и шлифовального (шлифовальный круг) инструмента были нарезаны режущие зубья, т.е. была выполнена режущая часть полотна. Среди ряда режущих зубьев полотна ленточной пилы были выполнены отдельные группы зубьев. Количество зубьев в группе было равно двум, зубья имели правую и левую разводку, ширина разводки 1,6 мм. На внешней боковой стороне каждого из разведенных зубьев отдельной группы было выполнено сплошное покрытие на основе карбида вольфрама с размерами частиц от 0,05 до 0,20 мм, в качестве связующего был использован ПСР-45. Покрытие было выполнено также на обеих сторонах полотна сплошной лентой в областях отстоящих от оснований режущих зубьев полосой с шириной 5 мм с интервалами в 12 мм через каждые 276 мм. Высота режущего зуба с твердосплавной пластиной из ВК8 составляла 5 мм, шаг 4 мм. Зубья в ограниченных группах имели высоту 4,95 мм с точностью 0,01 мм, шаг также составлял 4 мм, форма зуба прямой параллелепипед, на внешней стороне боковой грани спереди выполнена фаска.
Форма режущих зубьев и разводка стандартные, угол альфа α (передний угол) равен 10 градусам, угол бета β (задний угол) равен 20 градусам, угол гамма γ (боковое уширение) равен 5 градусам. Отдельные группы зубьев с абразивом располагали на полотне ленточной пилы через 276 мм, общая длина полотна ленточной пилы 2362 мм, разводка зубьев стандартная, соединение свободных концов полотна ленточной пилы осуществлено сваркой, вершины режущих зубьев выполнены на одном уровне с точностью до 0,1 мм. Полученное полотно ленточной пилы помещали в ленточнопильный консольный станок JET HVBS-712K 750 Вт. Скорость пильного полотна 70 м/мин. С помощью этого станка распиливали поперечно трубы из нержавеющей стали марки 08Х18Н10Т диаметром 100 мм с толщиной стенки 2 мм. Результаты пиления оценивали качественно по состоянию паза пропила, состоянию пильной поверхности и наличию вибрации полотна в процессе пиления. Результаты пиления, следующие: пиление спокойное, плавное с мало заметной вибрацией полотна, паз и края пропила ровные без заусенцев, пильная продольная поверхность гладкая без задиров и заусенцев, чистота поверхности по стандартным эталонам соответствует 10 классу. После 10 распилов трубы на режущих кромках зубьев отмечены незначительные следы затупления. (Подача 35 мм/мин).
Аналогичные испытания были также проведены с полотном ленточной пилы, изготовленным приведенным выше способом, но имеющим на режущей кромке только основные зубья с высотой 5 мм и с постоянным шагом 4 мм. На каждом зубе сверху также была выполнена твердосплавная режущая пластинка из сплава ВК8. Испытания показали следующие качественные результаты: повышенные шум и вибрация полотна, паз пропила местами имел заусенцы, торцевая поверхность более шершавая, соответствует 8 классу чистоты и имеет отдельные заусенцы. После 10 распилов трубы на режущих кромках зубьев замечены следы затупления, кромки закруглены.
Пример 2
Аналогично примеру 1 было изготовлено полотно ленточной пилы. Основные зубья имели высоту 5 мм с постоянным шагом 4 мм. На каждом зубе сверху была выполнена твердосплавная режущая пластинка из сплава ВК8. Однако отдельные группы зубьев содержали по 12 зубьев и имели форму прямой восьмиугольной призмы с расширенными боковыми гранями параллельными боковым сторонам полотна ленточной пилы. Зубья группы по номеру 1, 4, 7, 10 были выполнены прямыми, зубья 2, 5, 8, 11 имели правую разводку, зубья 3, 6, 9, 12 имели разводку влево. Ширина разводки 1,6 мм.
На внешней боковой стороне каждого из разведенных зубьев отдельной группы было выполнено покрытие на основе карбида вольфрама с размерами частиц от 0,05 до 0,20 мм, в качестве связующего был использован ПСР-45. Покрытие было выполнено также на обеих сторонах полотна в областях выше оснований режущих зубьев полосой шириной 5 мм. Все покрытия были выполнены в виде прямолинейных полос шириной 1,5 мм с промежутками в 2 мм, угол наклона полос к линии вершин режущих зубьев составил 30°, острый угол направлен навстречу движению полотна.
Форма режущих зубьев и разводка также были стандартные, угол альфа α (передний угол) равен 10 градусам, угол бета β (задний угол) равен 20 градусам, угол гамма γ (боковое уширение) равен 5 градусам. Отдельные группы зубьев с абразивом располагали на полотне ленточной пилы через 240 мм, общая длина полотна ленточной пилы 2362 мм, разводка зубьев стандартная, соединение свободных концов полотна ленточной пилы осуществлено сваркой, вершины режущих зубьев выполнены на одном уровне с точностью до 0,1 мм. Полученное полотно ленточной пилы помещали в ленточнопильный консольный станок JET HVBS-712K 750 Вт. Скорость пильного полотна 70 м/мин. С помощью этого станка распиливали поперечно трубы из нержавеющей стали марки 08Х18Н10Т диаметром 100 мм с толщиной стенки 2 мм. Результаты пиления оценивали качественно по состоянию паза пропила, состоянию пильной поверхности и наличию вибрации полотна в процессе пиления. Результаты пиления, следующие: пиление спокойное, плавное с почти незаметной вибрацией полотна, паз и края пропила ровные без заусенцев, пильная продольная поверхность гладкая без задиров и заусенцев, чистота поверхности по стандартным эталонам соответствует 11 классу. После 10 распилов трубы на режущих кромках зубьев визуально не отмечены следы затупления. (Подача 35 мм/мин).
Аналогичные испытания были также проведены с полотном ленточной пилы, изготовленным приведенным выше способом, но имеющим на режущей кромке только основные зубья с высотой 5 мм и с постоянным шагом 4 мм. На каждом зубе сверху также была выполнена твердосплавная режущая пластинка из сплава ВК8. Испытания показали следующие качественные результаты: повышенные шум и вибрация полотна, паз пропила местами имел заусенцы, торцевая поверхность более шершавая, соответствует 8 классу и имеет отдельные заусенцы. После 10 распилов трубы на режущих кромках зубьев замечены следы затупления, кромки закруглены. Представленные выше варианты исполнения ленточного пильного полотна по металлу не следует рассматривать как ограничивающие объем изобретения. Напротив, возможны также варианты, модификации и эквиваленты описанных примеров в пределах объема прав, изложенных в формуле изобретения.
Приведенные выше описание осуществления изобретения и примеры его реализации подтверждают достижение заявленного технического результата в процессе осуществлении изобретения при реализации всей совокупности его существенных признаков. Они также показывают причинно-следственную связь существенных признаков между собой и достигаемым техническим результатом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полотно ленточной пилы по металлу | 2024 |
|
RU2828893C1 |
| Полотно пилы по металлу | 2024 |
|
RU2834793C1 |
| Зуб полотна ленточной пилы по металлу | 2024 |
|
RU2834794C1 |
| Пильное полотно для ножовки по металлу | 2024 |
|
RU2836985C1 |
| Пильное полотно для ножовки по металлу | 2024 |
|
RU2834518C1 |
| СПОСОБ ЗАТОЧКИ ПИЛ | 2007 |
|
RU2365473C2 |
| ЛЕНТОЧНАЯ ПИЛА | 2006 |
|
RU2305626C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2396163C2 |
| СПОСОБ ПЕРИОДИЧЕСКОГО УПРОЧНЕНИЯ ПИЛ | 2006 |
|
RU2326175C2 |
| СПОСОБ УПРОЧНЕНИЯ ПИЛ | 2006 |
|
RU2333971C2 |
Изобретение относится к устройствам для обработки металлов резанием и может быть использовано в областях, связанных с механической обработкой металлов, композитов, пластика и других твердых материалов, с использованием ленточной пилы по металлу, боковые стороны полотна которой содержат абразивные элементы. На зубчатой части полотна выполнены отдельные группы по меньшей мере из двух зубьев, на одной или обеих боковых сторонах каждого из них и/или в прилегающих к зубчатой части областях полотна выполнены абразивные элементы, которые представляют собой покрытия из абразивных материалов, выполненных из дисперсного или компактного твердого материала. Обеспечивается прочистка канала пропила, снижаются вибрации полотна пилы, повышается чистота среза, в том числе и на кромках среза, повышается скорость пиления. 5 з.п. ф-лы, 3 ил., 2 пр.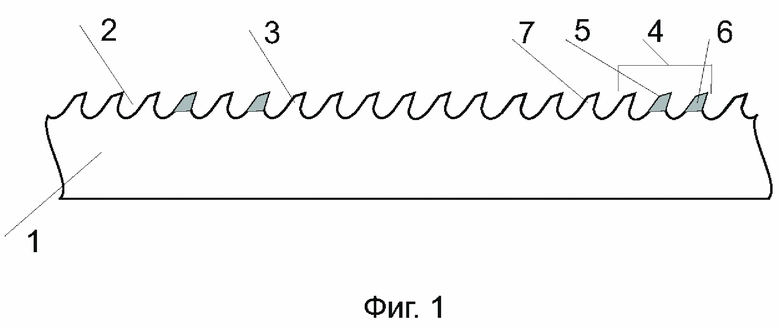
1. Полотно ленточной пилы по металлу, боковые стороны которого содержат абразивные элементы, отличающееся тем, что на зубчатой части полотна выполнены отдельные группы по меньшей мере из двух зубьев, на одной или обеих сторонах каждого из них и/или в прилегающих к зубчатой части областях полотна выполнены абразивные элементы, которые представляют собой покрытия из абразивных материалов, выполненных из дисперсного или компактного твердого материала.
2. Полотно ленточной пилы по металлу по п.1, отличающееся тем, что зубья отдельных групп выполнены в одной из следующих форм: прямого параллелепипеда, наклонного параллелепипеда, трапециевидной призмы, многогранной призмы.
3. Полотно ленточной пилы по металлу по п.1, отличающееся тем, что покрытия из абразивных материалов выполнены полосами с наклонами относительно линии вершин зубьев.
4. Полотно ленточной пилы по металлу по п.1, отличающееся тем, что зубья в отдельных группах разведены, и покрытия из абразивных материалов выполнены на внешней стороне зубьев.
5. Полотно ленточной пилы по металлу по п. 1, отличающееся тем, что зубья в отдельных группах не разведены, и покрытия из абразивных материалов выполнены на внешней стороне зубьев.
6. Полотно ленточной пилы по металлу по п. 1, отличающееся тем, что зубья с покрытиями из абразивных материалов имеют на внешней стороне грани фаску, или внешняя боковая грань зуба скошена вперед.
| JP 2003340644 A, 02.12.2003 | |||
| Режущий инструмент с асимметричными зубьями, имеющими режущие частицы | 2020 |
|
RU2808089C2 |
| RU 2021131967 A, 02.05.2023 | |||
| ЛЕНТОЧНАЯ ПИЛА ДЛЯ ОБРАБОТКИ МЯГКОЛИСТВЕННОЙ ДРЕВЕСИНЫ | 2014 |
|
RU2566035C1 |

