Изобретение относится к области автоматизации пирометаллургических процессов цветной металлургии, в частности к обжигу никельсодержащей мелкодисперсной шихты в кипящем слое, и может найти применение в других областях автоматизации технологических процессов.
Известен способ автоматического управления процессами обжига шихты в кипящем слое (Буровой И.А. Автоматическое управление процессами в кипящем слое. М.: Металлургия, 1969 г., с.420-437). Согласно этому способу управления процессами в кипящем слове управляющие воздействия на температуру формируются на статических и динамических математических моделях. Эти воздействия изменяют расход шихты в печь или в форкамеру или расход воздуха под подину печи по величине отклонения температуры и серы от заданных величин. Недостатком этого способа является то, что изменение расхода воздуха в форкамеру не связано с расходом шихты в печь или форкамеру печи. По этой причине в случаях снижения подачи шихты в форкамеру ниже определенного уровня сопротивление форкамеры с материалом снижается настолько, что расход воздуха в форкамеру резко возрастает, образуя так называемый "фонтанирующий" восходящий поток воздуха. Как известно специалистам, возникший "фонтанирующий" поток воздуха с собой увлекает псевдоожиженный слой мелких частиц (высотой не менее 1,5 м витающих над слоем кипящего слоя) в газоотводящую систему, что приводит к ухудшению работы газоочистных сооружений и выбросу мелких частиц сырья (огарка) в атмосферу. Поскольку в этом случае количество возврата в слой кипящего слоя хаотически движущихся мелких частиц снижается, ухудшается также качество готового огарка.
Известен также способ автоматического управления процессом остановки печи обжига шихты в кипящем слое (SU 1310443, С 22 В 1/10, 15.05.87). Согласно этому изобретению только в режиме остановки печи одновременно прекращают подачу шихты и дутьевого воздуха в печь, что не связано с режимом изменения расхода воздуха в атмосферу в рабочих режимах печи кипящего слоя.
Наиболее близким техническим решением является способ автоматического управления процессом обжига металлургического сырья в печи кипящего слоя, известный из SU 507660, С 22 В 1/10, 25.03.1976. Известный способ включает в себя измерение расхода шихты, регулирование температуры кипящего слоя путем изменения расхода загружаемой шихты. Недостатками известного способа является значительный пылевынос, что затрудняет работу газоочистных сооружений, низкое качество получаемого огарка из-за значительных колебаний температуры обжигаемого материала.
Техническим результатом изобретения является снижение пылевыноса и повышение качества получаемого огарка.
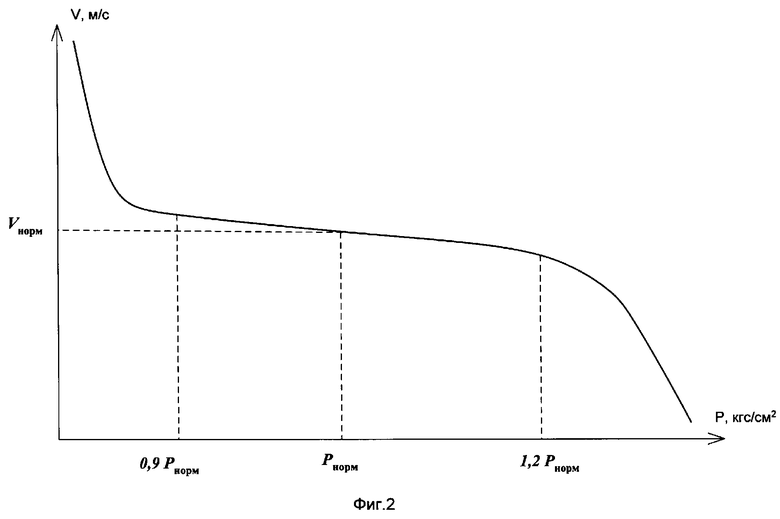
Это достигается тем, что в известном способе автоматического управления процессом обжига металлургического сырья в печи кипящего слоя с форкамерой, включающем измерение расхода шихты, согласно изобретению измеряют расход дутья или величину давления дутья под подиной форкамеры и под подиной печи, определяют величину отклонения расхода шихты от ее заданного значения и разность давления дутья под подиной форкамеры и под подиной печи, с одновременной коррекцией этой разности по величине отклонения расхода шихты от ее заданного значения, и пропорционально разности давлений изменяют давление дутья под подиной форкамеры, при этом в интервале от 0,9 до 1,2 от первоначально установившейся величины давления дутья под подиной печи изменение давления дутья под подиной форкамеры не производят.
На чертеже (Фиг.1) приведена функциональная схема реализации предложенного способа (предлагаемого изобретения), где приняты следующие обозначения: 1 - печь кипящего слоя (КС) с форсунками на подине; 2 - форкамера печи КС с форсунками на подине; 3, 4, 5 - камеры для подачи воздуха соответственно под подину печи и форкамеры; 6 и 7 - соответственно датчики давления воздуха под подиной форкамеры и подиной печи КС; 8 - первый элемент сравнения; 9 - регулятор давления воздуха под форкамерой; 10 - датчик расхода шихты в форкамеру; 11 - второй элемент сравнения; 12 - регулятор расхода шихты и 13 - функциональный блок.
Камеры 3, 4 и 5 через запорно-регулирующие органы соединены с общим коллектором сжатого воздуха (на Фиг.1 не показан). На выходы первого элемента сравнения 8 поданы выходные сигналы датчиков давления 6, 7 и функционального блока 13, а выход первого элемента сравнения 8 через регулятор давления воздуха 9 сообщен с запорно-регулирующим органом, установленным на линии подачи воздуха (на Фиг.1 не показан) в камеру 3. На вход второго элемента сравнения 11 поданы выходные сигналы датчика расхода шихты 10, датчика задания производительности печи КС по шихте QШ зад, например с пульта управления (на Фиг.1 не показан), а выход элемента сравнения 11 соединен со входом функционального элемента 13. На вход элемента сравнения 11 подается заданное значение QШ зад и измеренное значение расхода шихты в печь КС. Одновременно для заданного значения производительности QШ зад, печи КС с помощью запорно-регулирующих органов по известной зависимости (Фиг.2) устанавливают расходы или давление воздуха Рнорм в камеры 3, 4, 5 самой печи КС из условия создания в реакционной зоне печи КС скорости воздушного потока Vнорм, характерной для нормального (спокойного) псевдоожиженного слоя для всех фракций полидисперсной шихты. После образования спокойного псевдоожиженного слоя сопротивление его к прохождению воздуха в направлении газохода практически остается стабильным и в силу этого расход или давление воздуха в камерах 3, 4 и 5 остаются также постоянными. Обычно из-за высокой стоимости расходомеров расход воздуха определяют по его давлению (проще контролировать), т.к. их взаимосвязь для конкретной печи КС легко определяется экспериментально. Установившиеся значения давления воздуха в камеры 3, 4 и 5 измеряют датчиками 6 и 7 и выходные сигналы подают на входы элемента сравнения 8, куда одновременно подают также сигнал отклонения заданной и текущей величины расхода шихты в форкамеру печи КС. Плавным изменением расхода шихты или его влажности, расхода воздуха в камеры 3, 4 и 5 устанавливают заданное значение температуры материала в КС (датчики температуры на Фиг.1 не указаны). Если процесс полностью автоматизирован, то на вход элемента 11 подают также выход датчика температуры, установленного в кипящем слое (на Фиг.1 не показан). В процессе непрерывной работы печи КС подача шихты в форкамеру изменяется в широких пределах по различным причинами (зависание шихты в распределителе, непредвиденная остановка питателя и т.д.), причем подача шихты может резко увеличиваться или уменьшаться. В первом случае происходит заваливание форкамеры и увеличение давления воздуха в форкамере 3, во втором, наоборот - уменьшение давления или увеличение расхода воздуха из-за уменьшения сопротивления слоя в форкамере. При этом сопротивление кипящего слоя в печи КС 1 практически нечувствительно к таким изменениям расхода шихты в ее форкамеру, т.к. подина печи имеет значительно большую площадь, чем подина форкамеры. Отметим, что чрезмерно резкое увеличение подачи шихты в форкамеру приводит к нарушению ее работоспособности, а уменьшение - к резкому увеличению расхода воздуха через форкамеру, что приводит к образованию "фонтанирующего" восходящего потока над кипящим слоем материала. В последнем случае все витающие в печи частицы будут увлечены этим потоком в газоходную систему, что затрудняет эффективность работы газоочистных сооружений и обусловливает резкое увеличение пылевыноса в атмосферу. Для исключения этого явления выходные сигналы датчиков давления 6 и 7 (или расходов) непрерывно сравнивают на первом элементе 8 и по величине отклонения изменяют расход воздуха в форкамеру 2 при помощи регулятора 9 с запорно-регулирующим органом до полного выравнивания давлений в камерах 3 и 4. Для повышения эффективности применения предлагаемого способа выходной сигнал второго элемента сравнения 11 через функциональный элемент 13 подают также на один из входов первого элемента сравнения 8 и тем самым способствуют исключению залегания материала в форкамере или образования фонтанирующего восходящего потока воздуха в форкамеру вводят опережающий сигнал. Отметим, что функциональный элемент в простейшем варианте реализует функцию:

где  - выходной сигнал функционального элемента 13;
- выходной сигнал функционального элемента 13;
K1 и К2 - эмпирические коэффициенты;
ξ1(t) и  - величина отклонения расхода шихты от заданного значения Qш зад и его производная по текущему времени t.
- величина отклонения расхода шихты от заданного значения Qш зад и его производная по текущему времени t.
Поскольку первоначально установленные значения расхода шихты и давления (расхода) воздуха в камеры 3, 4 и 5 непрерывно находятся в режиме флуктуации, то до зоны возможного начала выноса мелких частиц, витающих над слоем кипящего слоя в подиной печи 1, равной 0,9 Рнорм (Фиг.2), и возможного залегания средних частиц на форкамере, равной 1, 2 (Фиг.2) от первоначально установившейся величины давления под подиной форкамеры Рнорм, регулирование расходов шихты и давления (расхода) воздуха не производят.
Из описания предлагаемого изобретения следует, что благодаря использованию его отличительных признаков удается исключить возможность образования фонтанирующего восходящего потока через форкамеру во всех режимах работы печи КС, снизить пылевынос до 20% с верхней зоны псевдоожиженного слоя, что повышает качество готового огарка и снижает потери цветных металлов на 0,2...0,5%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБЖИГА МЕТАЛЛУРГИЧЕСКОГО СЫРЬЯ В ПЕЧИ КИПЯЩЕГО СЛОЯ И ЕЕ ОСТАНОВКИ | 2005 |
|
RU2293936C2 |
| Способ автоматического управления процессом обжига никелевого концентрата с оборотами в кипящем слое | 1989 |
|
SU1659501A1 |
| Способ автоматического управления процессом обжига никелевого концентрата с оборотами в кипящем слое | 1990 |
|
SU1797681A3 |
| СПОСОБ ОБЖИГА СУЛЬФИДНЫХ МАТЕРИАЛОВ В КИПЯЩЕМ СЛОЕ | 2002 |
|
RU2224802C1 |
| Способ остановки печи обжига шихты в кипящем слое | 1985 |
|
SU1310443A1 |
| Способ автоматического управления процессом обжига в печи кипящего слоя | 1983 |
|
SU1168542A1 |
| ПЕЧЬ ДЛЯ ПЛАВКИ В ЖИДКОЙ ВАННЕ МАТЕРИАЛОВ, СОДЕРЖАЩИХ ЦВЕТНЫЕ, ЧЕРНЫЕ МЕТАЛЛЫ И ТУГОПЛАВКИЕ ОБРАЗОВАНИЯ | 2008 |
|
RU2401964C2 |
| СПОСОБ ПОДГОТОВКИ ЦИНКОВЫХ КОНЦЕНТРАТОВ К ОБЖИГУ | 2000 |
|
RU2171302C1 |
| СПОСОБ ОБЖИГА СУЛЬФИДНЫХ МАТЕРИАЛОВ | 1971 |
|
SU311972A1 |
| Способ автоматического управления процессом обжига в кипящем слое | 1980 |
|
SU877294A1 |
Изобретение относится к области металлургии, в частности к печам кипящего слоя. Способ автоматического управления процессом обжига металлургического сырья в печи кипящего слоя с форкамерой включает измерение расхода шихты, расхода дутья или величины давления дутья под подиной форкамеры и под подиной печи, определение величины отклонения расхода шихты от ее заданного значения и разности давления дутья под подиной форкамеры и под подиной печи, с одновременной коррекцией этой разности по величине отклонения расхода шихты от ее заданного значения, и пропорционально разности давлений изменяют давление дутья под подиной форкамеры. 2 ил.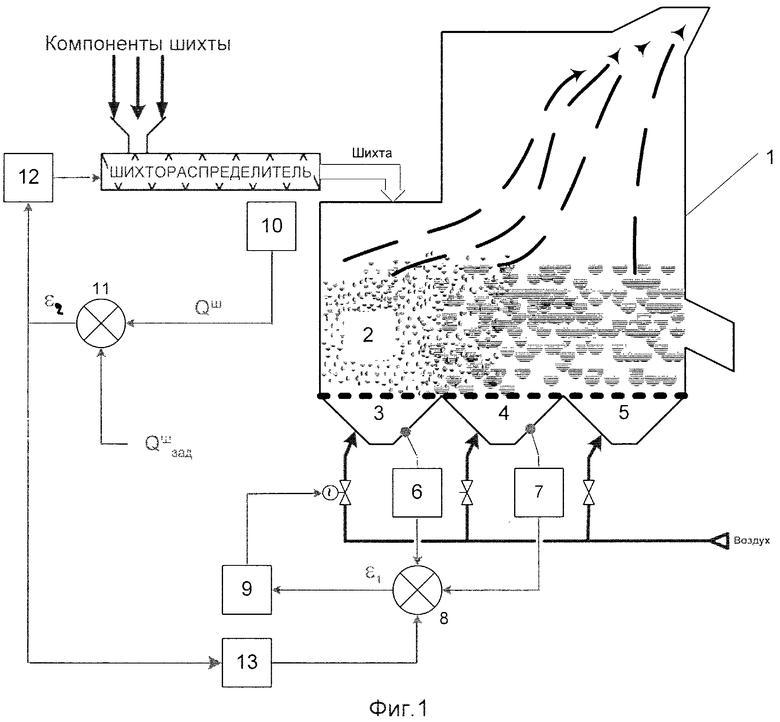
Способ автоматического управления процессом обжига металлургического сырья в печи кипящего слоя с форкамерой, включающий измерение расхода шихты, отличающийся тем, что измеряют расход дутья или величину давления дутья под подиной форкамеры и под подиной печи, определяют величину отклонения расхода шихты от ее заданного значения и разность давления дутья под подиной форкамеры и под подиной печи, с одновременной коррекцией этой разности по величине отклонения расхода шихты от ее заданного значения, и пропорционально разности давлений изменяют давление дутья под подиной форкамеры, при этом в интервале от 0,9 до 1,2 от первоначально установившейся величины давления дутья под подиной печи изменение давления дутья под подиной форкамеры не производят.
| Способ автоматического управления процессом обжига в кипящем слое | 1973 |
|
SU507660A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ автоматического регулирования процесса горения в топках с кипящим слоем | 1983 |
|
SU1185024A1 |
| Способ автоматического управления процессом обжига никелевого концентрата с оборотами в кипящем слое | 1990 |
|
SU1797681A3 |
| 0 |
|
SU402567A1 | |
| Система автоматического контроля качества псевдоожижения в печи кипящего слоя | 1982 |
|
SU1027250A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ОБЖИГА НИКЕЛЕВОГО КОНЦЕНТРАТА В ПЕЧИ КИПЯЩЕГО СЛОЯ | 2000 |
|
RU2204616C2 |
| US 3957484 А, 18.05.1976. | |||

