Для этого измеряют температуру кипящего слоя и оценивают непосредственно илн по косвенным величинам содержанке жидтоЙ (расплавленной) фазы в кипящем слое и осуществляют автоматическое упраззление температурой кипящего слоя при помощи двух управляющих воздействий - первого изменения расхода загружаемой rnKXTiii смеси перерабатываемого материала и части возвращаемых мелких фракций (пылей) и второго - изменения расхода загружаемых в кипящий слой возвращаемых мелких 4 акций {пылей), причем формирование второго управляющего воздействия - расхода загружаемых в кипящий слой мелких фракций {пылей) с существляют в зависимости от температуры кипящего слоя и измеренного непосредственно или оцененного rfo косвенным величинам содержания жидкой (расплавленной) фазы в кипящем слое.
Номинальный уровень температуры кипящего слоя, формирсвание управляющего воздействия по расходу загружаемых в кипящий слой мелких фракций (пылей) и распредел ие возвращаемых мелких фракций (пылей) между первым управляющим воздей твием - расходом с щихтой, зависящим от содержания мелких фракций (пылей) в щихте, и вторым - потоком, загружаемым в кипящий слой, корректируют в зависимости от запаса выносимых мелких фракций (пылей) и гидродинамического состояния кипящего слоя, которое оценивают по косвенным величинам (гранулометрическому составу, давлению под сводом, пульсациям давления дутья или коэффициенту теплопередачи).
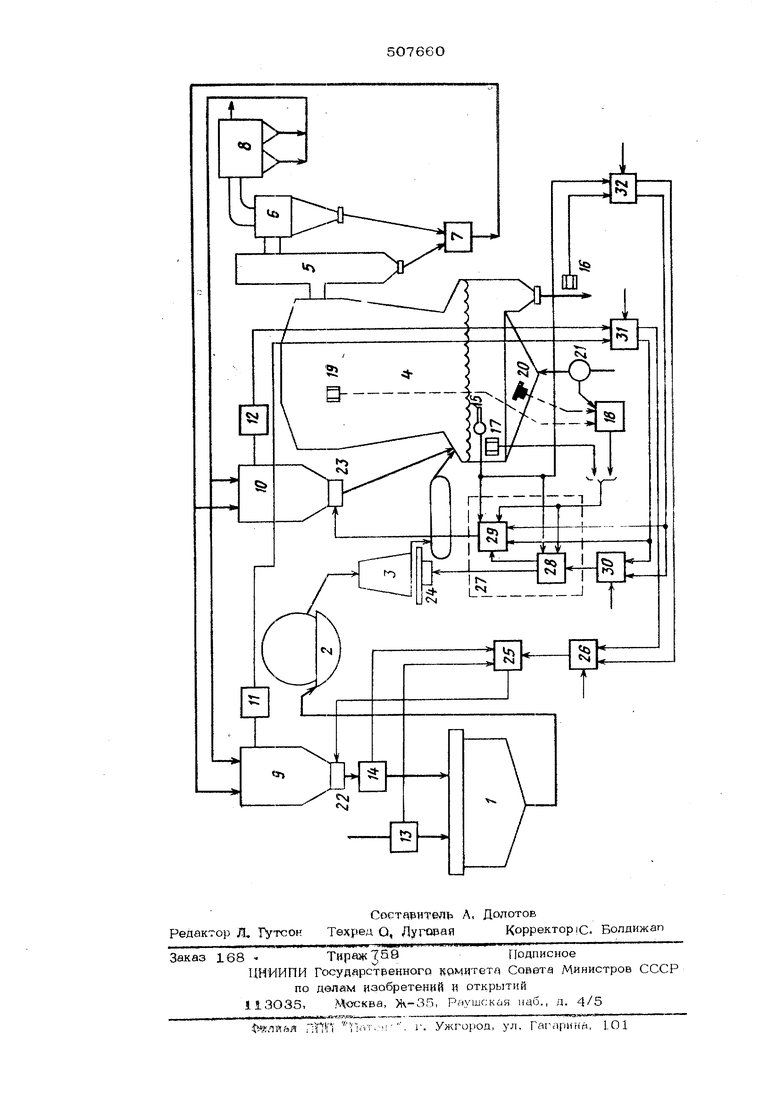
На чертеже представлена схема установки для реализации предлагаемого способа автоматического управления на примере автоматического управления процессом обжига никелевых концентраторов,
Установка включает сх уститель 1, фильтр 2, бункер 3 дл:; щихты, печь 4 для обжига в кипящем слое, стояки 5 для охлаждения отходящих газов, циклон 6, сборник 7 для пьшей, улавливаемых в стояках и циклонах, электрофильтр 8 и бункеры 9 и 1О для складирования мелких фракций (пылей), выносимых из кипящего слоя и упавз.иваемых в стояках, циклоне и электрофильтре. Измерение запаса мелких фракций (пылей) в бункерах. 9 и 10 прогзводят при помощи датчиков Ц и 12 а оценку расхода мелких фракций (пылей) и расхода перерабатываемого материала, подаваемых в сгуститель 1, - при помоши датчиков 13 и 14. Температуру кппяшего слоя измеряют д.гчиком 15. Гидродинамическое состояние кипящего слоя оценивают датчиком 16, а содержание жидкой (расплавленной) фазы - датчиком 17 или устройством 18 Д.ЛЯ оценки содержания зкидкой (рлсплавленной) фазы по косвенным величинам, например по концентрацни Og, измеряемой датчиком 19, пульсаиилм давления дутья 20, расходу дутья, измеряемому датчиком 21.
Питат&1и 22-24 служат для управления потоками мелких фракций (пылей), подаваемых соответственно в сгуститель 1 на смешение с перерабатываемым материалом, в кипящий слой, а также потоком щихты, загружаемой в кипящий слой.
Установка также содержит регулятор 25 соотношения с блоком задатчика-корректора 26, регулятор 27 температуры кипящего слоя, включающий блоки 28 и 29 соответственно формирования расхода щих- ты и пыли, с блоком задатчика-корректора 30, корректирующие устройства 31 (по запасу) и 32 (по гидродинамическому coSтоянию).
Способ осуществляется следуюодим образом.
На основании предварительных тгрсно- логических исследований выбирают для определенного расхода дутья, измеряемого датчиком 21, задание номинальной температуры кипящего слоя t ,р , подаваемое на блок задатчика-корректора 30,
Регулятор температуры 27, воздействуя на питатели 23 и 24, поддерживает температуру кипящего слоя на заданном уровне.
Для обеспечения устойчивости процесса спекания (укрупнение) частиц в кипящем слое блок формирования 29 в зависимости от сод вручения жидкой (расплавленной фазы измеренного датчиком 17 или оцененного по косвенным ееличинам при помощи устройства 18, формирует дополнительное управление потоком мелких фракций (пылей), загружаемых в кипящий слой так, чтобы обеспечить необходимое улавлиЪэние мелких частиц (пылей) в кипящем слое.
Управление питателем 22 осущиствляется регулятором соотношения 25, который выдерживает заданное содержание мелких фракции (пылей) в загружаемой шихте. Задание регулятору 25 задают в виде установки на блок задатчика-корректора 26.
Баланс кгелких фракций (пылей) контролируется датчиками 11 и 12, позволяющими определять запись мелких (||рак 1;ий (пылей) в бункерах О и 1О.
ГГрп нарушении Г апанса необходимо корректировать гех)1О.пог 1ческиГ| , i |оэтому корректирующему устройству 31 зад ют запас мелких фракций (пылей), которы надо поддерживать для устойчивого управлэния продессснл; при отклонении фактичес кого запаса мелких фракций (пылей) от за данного корректирующее устройство 31 вв дит корректирующие сигналы в блок задат чика-корректора 26 по содержанию мелких фракций (пылей) в загружаемой щихте и в блок задатчика-корректора 30i изменяя (корректируя) номинальный уровень и формирование управляющих воздействий в блоке формирования 29. Корректирующи сигналы прекращают вводить после того, как установится запас мелких фракций (пылей) в бункерах 9 и 10 на заданном уровне УСТОЙЧИВОСТЬ спекания (укрупнения) твердых частиц оценивают по состоянию гидродинамики кипящего слоя. Гидродинамика кипящего слоя может оцениваться, например, по гранулометрическому составу огарка, давлению под сводом, косвенно связанному с уносом пыли из кипящего слоя, пульсациям давления дутья, коэффициенту теплопередачи и т. д. Используя для оценки гидродинамического состояния кипящего слоя, например. ранулометрический состав, оцениваемый атчиком 16, в корректирующем устройтве 32. сопоставляют информацию о гранулометрическом составе с заданным для ыбранного температурного режима и скоости дутья и вырабатывают корректируюие сигналы, подаваемые на блоки задатиков-корректоров 26 и 30 и регулятор 27. Формула изобретения Способ автоматического управления процессом обжига в кипящем слое, включающий автоматическое регулирование температуры кипящего слоя путем изменения расхода загружаемой щихты, о тли-чающийся тем, что, с целью обеспечения спекания частиц в процессе обжига при полном возврате вынесенных мелких фракций, дополнительно формируют второе управляющее воздействие на загрузке мелких фракций в кипящий слой, причем расход их меняют в зависимости от температуры кипящего слоя и содержания жидкой (расплавленной) фазы в нем, а температуру кипящего слоя и содержание мелких фракций в шихте задают исходя из запаса мелких фракций и гидродинамического состояния кипящего слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обжига в кипящем слое мелкозернистых материалов | 1973 |
|
SU457748A1 |
| Способ автоматического управления процессом обжига никелевого концентрата с оборотами в кипящем слое | 1989 |
|
SU1659501A1 |
| Способ автоматического регулирования процесса обжига в печах с кипящим слоем | 1978 |
|
SU894313A1 |
| Способ автоматического управления процессом обжига в кипящем слое | 1980 |
|
SU877294A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ СОДЕРЖАНИЕМ МЕДИ В ШТЕЙНЕ | 2010 |
|
RU2456353C2 |
| Способ автоматического управления процессом во встречных струях | 1980 |
|
SU1002776A2 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ | 1971 |
|
SU302382A1 |
| Способ автоматического регулирования процесса обжига в печи с кипящим слоем | 1981 |
|
SU953412A1 |
| Система автоматического управления процессом обжига в кипящем слое серосодержащих материалов | 1980 |
|
SU910807A1 |
| Способ управления технологическим режимом процесса обжига сульфидных концентратов в печи кипящего слоя | 2022 |
|
RU2796772C1 |