Изобретение относится к автоматизации производственных процессов и может быть использовано в производстве цветных металлов, в частности при управлении процессом обжига сульфидных никелевых концентратов в печах кипящего слоя.
Известен способ управления температурным режимом упарки свинцовой пульпы в кипящем слое, состоящий в том, что в нижней части реактора устанавливают температуру ведения процесса с помощью регулирования подачи газа в горелки, затем подачей пульпы в верхнюю часть реактора устанавливают необходимую температуру материала в кипящем слое. В процессе работы реактора все ошибки по температуре материала в кипящем слое, не превышающие плюс-минус 20% от первоначально установленной, устраняют за счет коррекции регламентной величины расхода газа в топку. Если же ошибка выходит за пределы плюс-минус 20%, то подобные возмущения устраняют коррекцией величины загрузки пульпы в реакционную зону (а.с. 556189 М. Кл. С 22 В 1/10, БИ 16, 30.04.77 - аналог).
Однако способ имеет следующие недостатки:
- регулирование ведется только по отклонению промежуточного параметра и, следовательно, не учитываются изменения других параметров кипящего слоя, влияющих на качество выходного продукта и производительность реактора в целом;
- температуру в кипящем слое изначально устанавливают, т.е. ее значение детерминировано, что не может обеспечить оптимального ведения процесса, поскольку все параметры обжига, как показывает практика, имеют временной тренд как контролируемый, так и неконтролируемый. Таким образом, температура, обеспечивающая наилучшие технологические показатели процесса упарки с течением времени изменится, что никак не учитывается данным способом управления.
Известен также способ автоматического управления конвертерной плавкой (а. с. 2048534 М. Кл. С 21 С 5/30, БИ 32, 20.11.95 - прототип), включающий разбивку диапазона основного параметра на ряд областей, установление принадлежности основного параметра к одной из областей и в зависимости от того, в какой области находится основной параметр, изменение загрузки сыпучих, а конкретно - осуществляют контроль состояния шлака во время продувки по косвенному параметру S(t), сравнение параметра S(t) с заданными по технологии пороговыми значениями и изменение положения фурмы Н, расхода I кислорода через фурму, подачу сыпучих в конвертер в зависимости от изменения параметра S(t). При этом дополнительно определяют диапазон изменения параметра S(t) во время продувки, разбивают его на ряд областей Si, соответствующих So - нормальному состоянию шлака, S1 - склонности шлака к сворачиванию, S2 - предполагаемому сворачиванию шлака, S3 - сворачиванию шлака, S-1 - склонности шлака к выбросам, S-2 - предполагаемым выбросам шлака, S-3 - выбросам шлака, во время продувки определяют область нахождения параметра S(t) и продолжительность Δt пребывания его в этой области, при этом, если:
S(t)∈S0 - плавку ведут при заданных по технологий положениях фурмы Нзад и расхода Iзад кислорода через фурму;
S(t)∈S-1 - изменяют управляющие воздействия на
ΔН-1=(0,2-0,5)ΔН* и ΔI-1=0;
S(t)∈S-2 - изменяют управляющие воздействия на
ΔН-2=(0,6-0,8)ΔН* и ΔI-2=0;
S(t)∈S-3 - изменяют управляющие воздействия на
ΔН-3=ΔН* и ΔI-3=ΔI*;
S(t)∈S1 - изменяют управляющие воздействия на
ΔН+1=(0,2-0,5)ΔН** и ΔI1=0;
S(t)∈S2 - изменяют управляющие воздействия на
ΔН+2=(0,6-0,8)ΔН** и ΔI2=0;
S(t)∈S3 - изменяют управляющие воздействия на
ΔН3=ΔН** и ΔI2=ΔI**, где i= -3,-2,...2,3 - номер области;
ΔНi и ΔIi - изменение положения фурмы в конвертере и расхода кислорода через нее относительно
Hзал и Iзад;
ΔН* и ΔI* - максимально возможные изменения Н и I при выбросах шлака (i<0), причем Н изменяют в сторону уменьшения, а I - как в сторону уменьшения, так и в сторону увеличения в зависимости от технологии;
ΔН** и ΔI** - максимально возможные изменения Н и I при сворачивании шлака (i<0), причем Н изменяют в сторону увеличения, а I - как в сторону увеличения, так и в сторону уменьшения в зависимости от технологии, причем, если при изменении положения фурмы и расхода кислорода через фурму при S(t)∈S-3 или S(t)∈S3 через промежуток времени Δtзад, составляющий 0,5-1,5% от средней продолжительности продувки, отсутствует перемещение S(t) в область с меньшим по абсолютной величине значением i, вводят сыпучие материалы в конвертер и, если при этом S(t) в течение промежутка времени Δtзад не перемещается в область с меньшим по абсолютной величине значением i, то прекращают автоматическое управление продувкой.
Недостатком данного способа является отсутствие плавного регулирования, так как переход из одной подобласти в другую осуществляется скачкообразно. Другими словами, функция, по которой осуществляется управление процессом, состоит из ряда кусочно-линейных подобластей. При этом проявляется несоответствие между реальным скачкообразным управлением и плавно изменяющимися физико-химическими свойствами расплава при конвертерной плавке. Кроме того, судя по величинам изменения положения фурмы Н и расхода кислорода через нее I, чувствительность системы автоматического управления составляет 20-30% от максимально возможных изменений параметров, что явно недостаточно.
Задачей изобретения является обеспечение плавного управления процессом обжига и повышение чувствительности способа автоматического управления.
Технический результат от использования изобретения заключается в повышении производительности печи кипящего слоя.
Сущность изобретения заключается в том, что в способе автоматического управления процессом обжига никелевого концентрата в печи кипящего слоя, включающем разбивку диапазона основного параметра на ряд областей, установление принадлежности основного параметра к одной из областей и в зависимости от того, в какой области находится основной параметр, изменение загрузки сыпучих, согласно изобретению в качестве основного параметра берут температуру в реакционной зоне печи, а разбивку ее диапазона производят на области:
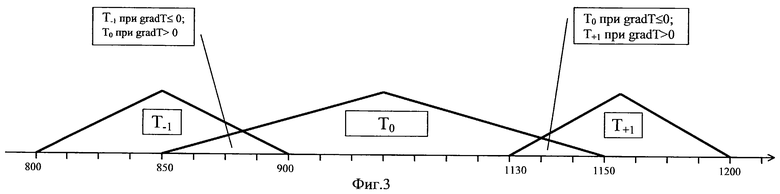
- T-1∈(800-900)oС, Т0∈(850-1150)oC, T+1∈(1130-1200)oС, дополнительно устанавливают градиент температуры и его направление и при сочетаниях:
- Т∈(800-850)oС и grad T любой, Тo∈(850-900)oС и grad T≤0, процесс относят к области T-1 и при времени нахождения в такой ситуации 6-8 мин прекращают автоматическое управление загрузкой сыпучих, информацию о текущих параметрах обжига отображают на мониторе оператора, а процесс ведут с зажженными горелками до перехода его в область Т0,
- Т∈(850-900)oС и grad T>0, T∈(900-1130)oС и grad T любой, Т∈(1130-1150)oС и grad T≤0 - процесс относят к области Т0 и ведут в автоматическом режиме с расчетом управляющего воздействия величины загрузки сыпучих по полиномам;
Y1= 12,56+0,77x1+1,31x2-0,73x1x2-1,43х6-1,15х1x6-2,1х4+1,83x1x4- 1,24х2x4-1,19х1x2x4-0,53х2x4x6-0,95х3+1,12х1x3-1,72х2x3-0,72x1x2x3- 1,63х2x3x6-1,22х3x4-1,23х3x4x6-0,75х2x5+0,56х5x6-0,55x1x5x6-0,9х3x5; Y2=4,8+1,4х2-0,55х6-0,52х1x2x4-0,58х1x2x3-0,55х2х3х6.
где в кодированном виде представлены:
x1=(X1-10)/5, где X1 - скорость подачи концентрата, т/час;
x2=(Х2-5)/2, где Х2 - скорость подачи пыли, т/час;
х3=(Х3-1050)/60, где Х3 - температура в реакционной зоне, oС;
x4=(Х4-0)/1,5, где Х4 - grad Т, oС/мин;
x5=(Х5-1,5)/0,5, где Х5 - пульсации давления в рабочей камере, мм в ст;
x6= (Х6-37,5)/12,5, где Х6 - время отслеживания процесса от предыдущего момента принятия решения, мин;
y1 - уставка скорости подачи концентрата, т/час;
Y2 - уставка скорости подачи пыли, т/час,
- Т∈(1130-1150)oС и grad T>0, T∈(l150-1200)oC и grad T любой, процесс относят к области T+1 и при времени нахождения в такой ситуации 6-8 мин прекращают автоматическое управление загрузкой сыпучих, информацию о текущих параметрах обжига отображают на мониторе оператора, а процесс ведут с повышением скорости подачи пыли до перехода его в область Т0.
Физико-химические превращения, в данном случае обжиг никелевого концентрата с целью полной десульфурации, накладывают существенные ограничения на ход всего процесса в целом, обусловливая тем самым критические области в факторном пространстве. Однако в предлагаемом способе ограничения между областями весьма размыты - области перекрывают друг друга и переход осуществляется без скачков.
Дополнительный параметр grad Т отражает величину скорости нарастания (grad T больше нуля) или затухания (grad T меньше нуля) экзотермической реакции окисления сульфида никеля и служит индикатором при определении принадлежности состояния обжига к одной из областей Т0, T-1, T+1 в приграничных зонах.
Процесс находится в области Т0, если при Т∈(850-900)oС и grad T>0, Т∈(900-1130)oС и grad T любой, Т∈(1130-1150)oС и grad T≤0. Как показывает практика ведения кипящего слоя, область Т0 характеризуется наибольшей устойчивостью всех параметров процесса окислительного обжига. Т.е. при переработке любых продуктов гидродинамика слоя ведет себя примерно одинаково: при постоянных давлении и расходе дутья без больших скачков. При этом слой поддерживается во взвешенном состоянии. Рассматриваемая как факторное пространство, в котором реализуется заявляемый способ, область Т0 включает шесть переменных. При этом охват всего факторного пространства управления производится так, что из области управления выделяются только закритические, где процесс близок к аварийному режиму и автоматическое управление уже не допускают согласно технологической инструкции.
Геометрический образ установленных экспериментально полиномиальных зависимостей управляющих воздействий от шести независимых факторов представляет собой гиперповерхность. Относительно факторов, как видно из полиномов, она нелинейна, хотя приведены только значимые коэффициенты. Согласно теории полиномиальные модели обладают свойствами непрерывности и дифференцируемости, что означает на практике "гладкость" ведения процесса без резких скачков и локальных экстремумов, т.е. плавность перехода из одной части гиперповерхности в другую.
Предлагаемый способ расчета управляющих воздействий по уравнениям не может скачком вывести весь процесс в закритическую область в принципе, т.к. система "помнит" свое прошлое в виде переменной Х6 - времени отслеживания процесса, участвующей в выработке этого воздействия, чем гарантирует плавность ведения процесса.
Время, равное 6-8 мин, соответствует времени нечувствительности процесса на возмущающее воздействие по загрузке, т.е. до истечения этого времени нельзя достоверно знать, куда пойдет процесс.
Исследованием установлено и практикой подтверждено, что на импульсное возмущающее воздействие процесс реагирует через 6-8 минут. Это время и выбрано за "зону нечувствительности" процесса. Другими словами, управляющее воздействие на процесс в зоне его нечувствительности отследить с высокой надежностью не представляется возможным, а значит нельзя правильно отследить направление движения процесса за это время.
Поэтому в таких ситуациях обычно прекращают загрузку сыпучих (ставят на "прожарку"), и только по истечении этого срока, в зависимости от ситуации, принимают решение о выборе управляющего воздействия на процесс.
Если процесс находится в области T-1 (т.е. при Т∈(800-850)oС и grad T любой или Т∈(850-900)oС и grad T≤0), то при времени нахождения в таком состоянии 6-8 минут обжиг сульфидных никелевых медьсодержащих концентратов приближается к неустойчивому состоянию, характеризуемому недостатком энергии активации экзотермической реакции окисления сульфида никеля. В этом случае прекращают автоматическое управление загрузкой концентрата, чтобы предпринять действия по выводу процесса из закритической области T-1. При этом выработанный сигнал отображают на мониторе оператора, чтобы к нему поступила информация о нахождении процесса в области T-1. Тогда, чтобы вернуть процесс в область Т0, оператор, осуществляет необходимые операции, а именно: энергию в процесс подают от внешнего источника, т.е. включают газовые горелки.
Если процесс находится в области T+1, (т.е. Т∈(1130-1150)oС и grad Т>0 или Т∈(1150-1200)oС и grad Т любой), то при времени нахождения в таком состоянии 6-8 мин гидродинамика кипящего слоя начинает приближаться к границе неустойчивого состояния, характеризуемого началом перехода частиц из твердофазного в жидкофазное состояние, что может привести к полной потере управляемости процессом. В этом случае прекращают автоматическое управление загрузкой концентрата, чтобы предпринять действия по выводу процесса из закритической области T+1. Для этого выработанный сигнал отображают на мониторе оператора, чтобы к нему поступила информация о нахождении процесса в области T+1. Тогда, чтобы вернуть процесс в область Т0, оператор осуществляет необходимые операции, а именно: температуру в реакционной зоне снижают путем повышения загрузки пыли.
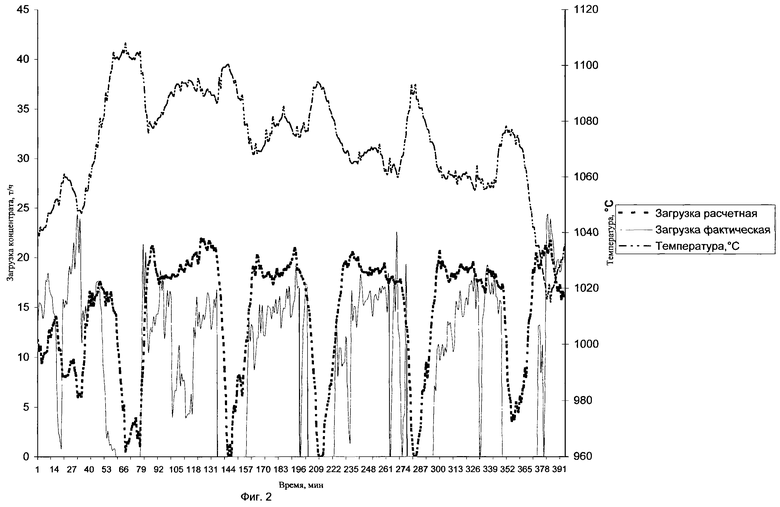
Изобретение поясняется чертежами, где на фиг.1 изображена схема автоматизированного управления, построенная на базе нечеткого логического регулятора (НЛР); на фиг.2 приведены графики, показывающие уставки скорости загрузки концентрата для реального управления и рассчитанные по управляющему полиному для тех же значений обжига, а также температура в кипящем слое для тех же моментов времени, на фиг.3 показана схема расположения областей температур в реакционной зоне при автоматическом управлении процессом обжига никелевого концентрата в кипящем слое.
Схема для осуществления способа автоматического управления процессом обжига никелевого концентрата в печи кипящего слоя включает печь 1 кипящего слоя, оснащенную горелками 2, шнеком 3 для подачи сыпучих: никелевого концентрата и пыли. Шнек 3 расположен под тарельчатыми 4 и 5 питателями концентрата и пыли соответственно. Измерительный канал 6 связан с конвейерными весами (на схеме не показаны), измеряющими текущую скорость загрузки концентрата в печь 1. Измерительный канал 7 связан с датчиком температуры (не показан), размещенным в реакционной зоне печи 1. Измерительный канал 8 связан с датчиком давления (не показан), установленным в рабочей камере печи 1 и предназначен для измерения пульсаций давления воздуха в рабочей камере печи 1. Измерительный канал 9 связан с тиристорным преобразователем (не показан), питающим электродвигатель 10 питателя 5 загрузки пыли, измеряет напряжение на выходе этого тиристорного преобразователя для определения скорости загрузки пыли. Все измерительные каналы 6, 7, 8, 9 предназначены для получения информации о мгновенных значениях соответствующих параметров и имеют прямой выход на модуль 11 предварительной обработки измеренных основных параметров и отнесения их к одной из установленных областей (T-1, T0, T+1). Модуль 11 предварительной обработки связан с переключающим модулем 12, выполняющим либо включение режима автоматического управления с помощью модуля 13 расчета по полиному, либо его выключение и перевод всей информации на монитор 14 оператора. Модуль 13 расчета по полиному связан с устройствами 15 и 16 выработки управляющего воздействия загрузки концентрата и пыли соответственно, которые, в свою очередь, связаны с электродвигателями 17 и 10 питателей 4 и 5 загрузки концентрата и пыли соответственно. Оператор также может воздействовать на подачу концентрата и пыли на шнек 3 посредством управления устройствами 16 и 17 выработки управляющего воздействия на питатели 4 и 5 загрузки концентрата и пыли соответственно, а также на работу горелок 2 путем их непосредственного включения и выключения.
Способ автоматического управления обжигом никелевого концентрата в печи кипящего слоя реализуют следующим образом.
В печи 1 кипящего слоя с помощью технологических операций, включающих загрузку шихты через шнек 3, подачу дутья и разогрев слоя с помощью горелок 2 устанавливают режим, при котором начинается интенсивное протекание экзотермической реакции окисления сульфида никеля. Посредством измерительных каналов 6, 7, 8, 9 определяют скорости загрузки концентрата, пыли, температуру, пульсации давления в рабочей камере печи 1 (фиг.1). Данные о состоянии окислительного обжига поступают на вход модуля 11 определения текущей рабочей области, в котором происходит идентификация по основному (Тo) и вспомогательному (grad Т) параметрам на предмет принадлежности одной из подобластей T-1, T0, T+1. Информация о соответствии какой-либо рабочей области поступает в переключающий модуль 12, который производит переключение режимов системы управления загрузкой сыпучих между "управлением в области T-1", "управлением в области Т0", "управлением в области T+1". При включенном режиме "управлением в области Т0" совокупность данных о работе печи от измерительных каналов 7, 8, 9, 6 температуры, пульсаций давления, напряжения на двигателе 10 питателя 5 пыли, т.е. скорости загрузки концентрата через переключающий модуль 12 поступает на вход модуля 13 расчета по полиному, в котором кодируют входные параметры и по уравнениям рассчитывают уставки скоростей загрузки концентрата и пыли. Устройства 15 и 16 выработки управляющего воздействия загрузки концентрата и пыли замыкают контур управления, с их помощью происходит непосредственное преобразование рассчитанных уставок в изменение объемов загрузки сыпучих в печь путем изменения скоростей вращения тарельчатых питателей 4 и 5.
Если параметры кипящего слоя соответствуют режиму "управление в области T-1" или "управление в области T+1", переключающий модуль 12 производит выключение автоматического управления с помощью модуля 13 управления по полиному и всю собранную информацию переводит на монитор 14 оператора. В случае попадания в область T-1 оператор-технолог принимает решение о ведении процесса с зажженными горелками, т.е. производит непосредственное включение горелок 18. В случае попадания в область T+1 оператор-технолог принимает решение о повышении скорости загрузки пыли, т.е. непосредственно воздействует на устройство 16 выработки управляющего воздействия на питатель 5 загрузки пыли.
Примеры конкретного осуществления способа.
Пример 1. На 131-й минуте процесса (фиг.2) измерительный канал 7 регистрирует температуру материала в кипящем слое Х3=1095oС и grad Т<0 и подает эту информацию на модуль 11. Модуль 11 определения рабочей области определил, что его значение принадлежит области Т0, вследствие чего переключающий модуль 12 производит выбор режима "управление в области Т0". В этом случае модуль 13 расчета по полиному принимает к обработке данные измерительных каналов 6, 7, 8: скорости загрузки концентрата, температуру, пульсации давления. Данные измерительного канала 9: величину напряжения на двигателе 10 питателя 5 пыли преобразуют в значение параметра Х2 - скорость загрузки пыли. Определяют значения факторов: X1=7 т/ч - скорость загрузки концентрата, Х2=7 т/ч - скорость загрузки пыли, Х3=1095oС - температура материала в кипящем слое, Х4= 0,9oС/мин - градиент температуры, Х5=0,41 мм в. ст. - пульсации давления в рабочей камере, Х6=25 мин - время отслеживания процесса. Модуль 13 расчета по полиному кодирует их согласно приведенным в формуле изобретения выражениям в относительные значения x1=(7-10)/5= -0,66; x2=(7-5)/2=0,8; х3= (1093-050)/60= 0,86; x4=(0,9-0)/1,5=0,9; x5=(0,41-1,5)/0,5= -2,18; х6= (25-37,5)/12,5=1. С выхода модуля 13 расчета по полиному управляющие воздействия по загрузке сыпучих, рассчитанные по полиномам (Y1=22 т/ч - скорость загрузки концентрата, Y2=6 т/ч - скорость загрузки пыли), поступают на входы устройств 15 и 16 выработки управляющего воздействия загрузки концентрата и пыли. Эти устройства устанавливают напряжения 81В и 145В на двигателях 10 и 17 питателей 4 и 5 концентрата и пыли, соответствующие скоростям загрузки 22 т/ч для концентрата и 6 т/ч для пыли.
Пример 2. Измерительный канал 7 температуры регистрирует температуру в кипящем слое Х3=1135oС при grad T>0 (X4=0,7oС/мин) в течение восьми минут, модуль 11 определения рабочей области определяет, что значения основного и вспомогательного параметров соответствуют области T+1, вследствие чего переключающий модуль 12 выбирает режим "управление в области T+1", После этого отключается модуль 13 расчета по полиномам, т.е. прекращается автоматическое управление процессом, и все данные измерительных каналов 6, 7, 8, 9, а именно: скорость загрузки концентрата, равная 17 т/ч; температура материала в кипящем слое, равная 1135oС; пульсации давления, равные 0,4 мм в. ст.; напряжение на двигателе 10 питателя пыли, соответствующее скорости загрузки пыли 7 т/ч, поступает только на монитор 14. На основании этих данных оператор принимает решение: прекращает загрузку концентрата и увеличивает загрузку пыли, как рекомендует технологическая инструкция. Для этого он воздействует на устройства 15 и 16, которые связаны с двигателями 10 и 17 питателей 5 и 4 соответственно, т.е. устройством 15 останавливает двигатель 17, а устройством 16 увеличивает скорость двигателя 10 в два раза. По истечении некоторого времени произойдет изменение знака параметра Х4 на противоположный (на отрицательный), и, если подобное значение будет сохраняться в течение восьми мин, а температура Х3 не вырастет выше 1150oС, процесс перейдет в область Т0.
Пример 3. Измерительный канал температуры в слое 7 регистрирует температуру в кипящем слое Х3=1140oС при grad T= -1,0oС/мин в течение восьми минут. Модуль 11 определения рабочей зоны определяет, что значения основного (Тo) и вспомогательного (grad T) параметров соответствуют области Т0, вследствие чего переключающий модуль 9 выбирает режим "управление в области Т0" и подает сигнал на включение модуля 13 расчета по полиному. Таким образом начинается автоматическое управление процессом, и все данные измерительных каналов 6, 7, 8, 9: скорости загрузки концентрата, температуры, пульсаций давления, напряжения на двигателе 10 питателя 5 пыли. Величину напряжения на двигателе 10 впоследствии преобразуют в значение параметра X2 - скорость загрузки пыли. Определяются значения факторов X1=0 т/ч - скорость загрузки концентрата, Х2= 14 т/ч - скорость загрузки пыли, Х3=1140oС - температура материала в кипящем слое, Х4= -1,0oС/мин - градиент температуры, Х5=0,40 мм в. ст. - пульсации давления в рабочей камере, Х6=25 мин - время предыстории процесса. Модуль 13 расчета по полиному кодирует их согласно приведенным в формуле изобретения выражениям в относительные значения x1=(0-10)/5= -2; x2=(14-5)/2=4,5; х3=(1140-1050)/60=1,5; x4=(-1-0)/1,5=0,67; x5=(0,4-1,5)/0,5= -2,2; x6= (25-37,5)/12,5= 1. С выхода модуля 13 расчета по полиному управляющие воздействия по загрузке сыпучих, рассчитанные по полиномам, (Y1=22 т/ч - скорость загрузки концентрата, Y2=6,т/ч - скорость загрузки пыли), поступают на входы устройств 15 и 16 выработки управляющего воздействия загрузки концентрата и пыли. Эти устройства устанавливают напряжения на двигателях 10 и 17 питателей 4 и 5 концентрата и пыли, соответствующие скоростям загрузки 9 т/ч для концентрата и 6 т/ч для пыли.
Пример 4. Измерительный канал температуры в слое 7 регистрирует температуру в кипящем слое Х3=860oС при grad T=l1,0oС/мин в течение восьми минут. Модуль 11 определения рабочей зоны определяет, что значения основного (Тo) и вспомогательного (grad T) параметров соответствуют области Т0, вследствие чего переключающий модуль 9 выбирает режим "управление в области Т0" и подает сигнал на включение модуля 13 расчета по полиному. Таким образом начинается автоматическое управление процессом, и все данные измерительных каналов 6, 7, 8, 9: скорости загрузки концентрата, температуры, пульсаций давления, напряжения на двигателе 10 питателя 5 пыли. Величину напряжения на двигателе 10 впоследствии преобразуют в значение параметра Х2 - скорость загрузки пыли. Определяются значения факторов X1=15 т/ч - скорость загрузки концентрата, Х2= 4 т/ч - скорость загрузки пыли, Х3=860oС - температура материала в кипящем слое, Х4=1,0oС/мин - градиент температуры, Х5=0,40 мм в. ст. - пульсации давления в рабочей камере, Х6=25 мин - время предыстории процесса. Модуль 13 расчета по полиному кодирует их согласно приведенным в формуле изобретения выражениям в относительные значения x1=(15-10)/5=1; x2= (4-5)/2= -0,5; х3=(860-1050)/60=1,5; x4=(1-0)/1,5=0,67; x5=(0,4-1,5)/0,5= -2,2; x6= (25-37,5)/12,5=1. С выхода модуля 13 расчета по полиному управляющие воздействия по загрузке сыпучих, рассчитанные по полиномам (Y1=2,4 т/ч - скорость загрузки концентрата, Y2=2 т/ч - скорость загрузки пыли), поступают на входы устройств 15 и 16 выработки управляющего воздействия загрузки концентрата и пыли. Эти устройства устанавливают напряжения на двигателях 10 и 17 питателей 4 и 5 концентрата и пыли, соответствующие скоростям загрузки 2,4 т/ч для концентрата и 2 т/ч для пыли.
Пример 5. Измерительный канал температуры в слое 7 регистрирует температуру в кипящем слое Х3, равную 860oС при grad T= -1,0 в течение восьми минут. Модуль определения рабочей зоны 10 определит, что значения основного и вспомогательного параметров соответствуют области Т0, вследствие чего в переключающий модуль 9 выберет режим "управление в области T-1", и все данные измерительных каналов 6, 7, 8, 9, а именно: скорость загрузки концентрата, равная 17 т/ч; температура материала в кипящем слое, равная 860oС; пульсации давления, равные 0,4 мм в. ст.; напряжение на двигателе 10 питателя пыли, соответствующее скорости загрузки пыли 4 т/ч поступают только на монитор 14. На основании этих данных оператор принимает решение: включить горелки, т.е. устанавливает рубильник, расположенный на пульте, в положение "горелки включены". При этом срабатывает устройство зажигания горелок 18. По истечении некоторого времени произойдет изменение знака параметра Х4 на противоположный (на положительный), и, если подобное значение будет сохраняться в течение восьми мин, а температура Х3 не понизится ниже 850oС, процесс перейдет в область Т0.
Пример 6. Измерительный канал температуры в слое 7 регистрирует температуру в кипящем слое Х3, равную 840oС при любом grad T в течение восьми минут. Модуль определения рабочей зоны 10 определит, что значения основного и вспомогательного параметров соответствуют области Т0, вследствие чего переключающий модуль 9 выберет режим "управление в области T-1", и все данные измерительных каналов 6, 7, 8, 9, а именно: скорость загрузки концентрата, равная 17 т/ч; температура материала в кипящем слое, равная 840oС; пульсации давления, равные 0,4 мм в. ст.; напряжение на двигателе 10 питателя пыли, соответствующее скорости загрузки пыли 4 т/ч поступают только на монитор 14. На основании этих данных оператор принимает решение: включить горелки, т.е. устанавливает рубильник, расположенный на пульте, в положение "горелки включены". При этом срабатывает устройство зажигания горелок 18. По истечении некоторого времени произойдет изменение знака параметра Х4 на противоположный (на положительный), и, если подобное значение будет сохраняться в течение восьми мин, процесс перейдет в область Т0.
Пример 7. Измерительный канал 7 температуры регистрирует температуру в кипящем слое Х3=1160oС при любом grad T (Х4=0,7oС/мин) в течение восьми минут. Модуль 11 определения рабочей области определяет, что значения основного и вспомогательного параметров соответствуют области T+1, вследствие чего переключающий модуль 12 выбирает режим "управление в области T+1". После этого отключается модуль 13 расчета по полиномам, т.е. прекращается автоматическое управление процессом, и все данные измерительных каналов 6, 7, 8, 9, а именно: скорость загрузки концентрата, равная 7 т/ч; температура материала в кипящем слое, равная 1160oС; пульсации давления, равные 0,4 мм в. ст. ; напряжение на двигателе 10 питателя пыли, соответствующее скорости загрузки пыли 7 т/ч поступают только на монитор 14. На основании этих данных оператор принимает решение: прекращает загрузку концентрата и увеличивает загрузку пыли, как рекомендует технологическая инструкция. Для этого он воздействует на устройства 15 и 16, которые связаны с двигателями 10 и 17 питателей 5 и 4 соответственно, т.е. устройством 15 останавливает двигатель 17, а устройством 16 увеличивает скорость двигателя 10 в два раза. По истечении некоторого времени произойдет изменение знака параметра Х4 на отрицательный, температура Х3 снизится до 1150oС и, если подобные значения будут сохраняться в течение восьми мин, процесс перейдет в область Т0.
Эффективность заявляемого способа иллюстрируется графиками на фиг.2, где приведены фактические (сплошная тонкая линия) и рассчитанные по полиномам (жирная пунктирная линия) значения управляющих воздействий, а также текущие значения температуры (тонкая пунктирная линия). Видно, что ведение процесса по заявляемому способу обладает рядом преимуществ:
а) более плавное, без резких скачков, ведение процесса в промежутках между периодами нулевых загрузок, например между 100 и 150 минутами;
б) суммарный прирост производительности составит около 30% по весу, что видно по интегральным площадям под соответствующими кривыми.
Сравнение фактического и заявляемого способов происходило с данными, полученными при ведении фактического процесса оператором-технологом. Получено увеличение производительности при автоматическом способе управления. Кроме того, действия оператора по установлению скоростей загрузки в интервале времени 272-295 мин абсолютно неправомерны (прекращена загрузка в течение примерно 25 мин), что и показал автоматический способ управления (время прекращения загрузки практически стремится к нулю).
Приведенные примеры применения заявляемого способа автоматического управления процессом обжига никелевого концентрата в кипящем слое убеждают в его эффективности как по плавности ведения, так и по производительности. Прогностическая точность вырабатываемого управляющего воздействия составляет 8%.
Изобретение относится к автоматизации производственных процессов и может быть использовано в производстве цветных металлов. Технический результат - повышение производительности печи кипящего слоя. Способ включает разбивку диапазона основного параметра на ряд областей, установление принадлежности основного параметра к одной из областей и в зависимости от того, в какой области находится основной параметр, изменение загрузки сыпучих. В качестве основного параметра берут температуру в реакционной зоне печи, а разбивку ее диапазона производят на области: T-1∈(800-900)oС, Т0∈(850-1150)oС, T+1∈(1130-1200)oС, дополнительно устанавливают градиент температуры и его направление и в зависимости от сочетаний к диапазону температуры и градиента температуры выбирают один из трех режимов управления печью кипящего слоя: Т∈(800-850)oС и grad T любой, Т∈(850-900)oС и grad T≤0, процесс относят к области T-1 процесс ведут с зажженными горелками до перехода его в область Т0; Т∈(850-900)oС и grad T>0, Т∈(900-1130)oС и grad T любой, Т∈(1130-1150)oС и grad T≤0 процесс относят к области Т0 и ведут в автоматическом режиме с расчетом управляющего воздействия величины загрузки сыпучих по аналитическим полиномам; Т∈(1130-1150)oС и grad T>0, Т∈(1150-1200)oС и grad T любой, процесс относят к области T+1 и при времени нахождения в такой ситуации 6-8 мин прекращают автоматическое управление загрузкой сыпучих, информацию о текущих параметрах обжига отображают на мониторе оператора, а процесс ведут с повышением скорости подачи пыли до перехода его в область Т0. 3 ил.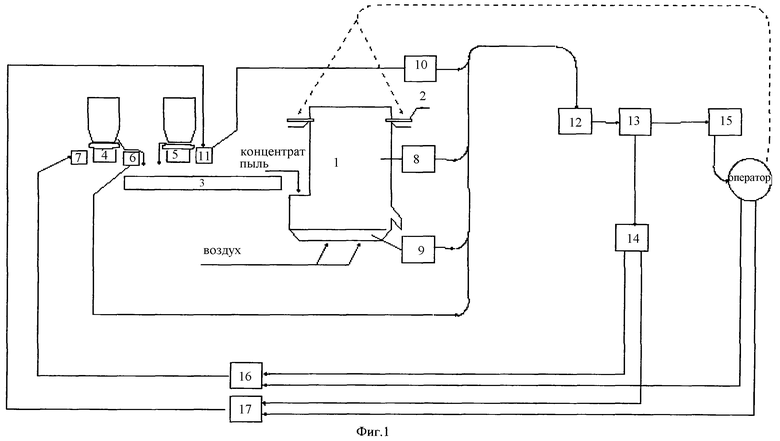
Способ автоматического управления процессом обжига никелевого концентрата в печи кипящего слоя, включающий разбивку диапазона основного параметра на ряд областей, установление принадлежности основного параметра к одной из областей и в зависимости от того, в какой области находится основной параметр, изменение загрузки сыпучих, отличающийся тем, что в качестве основного параметра берут температуру в реакционной зоне печи, а разбивку ее диапазона производят на области: T-1∈(800-900)oС, Т0∈(850-1150)oС, T+1∈(1130-1200)oС, дополнительно устанавливают градиент температуры и его направление и при сочетаниях Т∈(800-850)oС и grad T любой, Тo∈(850-900)oС и grad T≤0, процесс относят к области Т-1 и при времени нахождения в такой ситуации 6-8 мин прекращают автоматическое управление загрузкой сыпучих, а информацию о величине измеряемых текущих параметрах обжига X1, X2, Х3, Х4, Х5 отображают на мониторе оператора, а процесс ведут с зажженными горелками до перехода его в область Т0, Т∈(850-900)oС и grad T>0, Т∈(900-1130)oС и grad T любой, Т∈(1130-1150)oС и grad T≤0 - процесс относят к области Т0 и ведут в автоматическом режиме с расчетом управляющего воздействия величины загрузки сыпучих по полиномам:
Y1= 12,56+0,77x1+1,31x2-0,73x1x2-1,43x6-1,15x1x6-2,1x4+1,83x1х4-1,24х2х4-1,19х1х2х4-0,53х2х4х6-0,95х3+1,12x1x3-1,72х2х3-0,72х1х2х3-1,63х2х3х6-1,22х3х4-1,23х3х4х6-0,75х2х5+0,56х5х6-0,55x1x5x6-0,9x3x5;
Y2= 4,8+1,4x2-0,55x6-0,52x1x2x4-0,58x1x2x3-0,55х2х3х6,
где в кодированном виде представлены
x1= (X1-10)/5, где X1 - скорость подачи концентрата, т/ч;
х2= (Х2-5)/2, где Х2 - скорость подачи пыли, т/ч;
х3= (Х3-1050)/60, где Х3 - температура в реакционной зоне, oС;
х4= (Х4-0)/1,5, где Х4 - grad Т, oС/мин;
х5= (Х5-1,5)/0,5, где Х5 - разброс величины давления в рабочей камере, мм в. ст. ;
х6= (Х6-37,5)/12,5, где Х6 - время отслеживания процесса от момента предыдущей выработки управляющих воздействий, мин;
Y1 - уставка скорости подачи концентрата, т/ч;
Y2 - уставка скорости подачи пыли, т/ч,
Т∈(1130-1150)oС и grad T>0, T∈(1150-1200)oC и grad T любой, процесс относят к области T+1 и при времени нахождения в такой ситуации 6-8 мин прекращают автоматическое управление загрузкой сыпучих, информацию о величине измеряемых текущих параметров обжига X1, Х2, Х3, Х4, Х5 отображают на мониторе оператора, а процесс ведут с повышением скорости подачи пыли до перехода его в область Т0.
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ КОНВЕРТЕРНОЙ ПЛАВКОЙ | 1992 |
|
RU2048534C1 |
| Способ автоматического управления процессом обжига в кипящем слое | 1973 |
|
SU507660A1 |
| Способ автоматического регулирования технологических параметров обжиговой печи кипящего слоя | 1972 |
|
SU476324A1 |
| US 3674462, 04.07.1972 | |||
| US 3957484, 18.05.1976. | |||

