Изобретение относится к металлургическому производству, а именно к конструкциям станов для прокатки тугоплавких металлов в вакууме.
Известны станы для прокатки металлов в вакууме, в состав которых входят прокатное, нагревательное, вакуумное оборудование [Вакуумные прокатные станы. Крупин А.В., Линецкий Б.Л., Зарапин Ю.Л. и др. - М.: Машиностроение, 1973, с.74-110].
За прототип принят стан для прокатки гильз из тугоплавких металлов [SU №554016, опубликовано 30.04.77]. Стан имеет в своем составе форкамеру, оснащенную лебедкой с запасом «чалочного органа», которая имеет привод и стопор, вертикальную нагревательную печь, камеру рабочей клети с патрубком, в которой размещены устройства для кантовки заготовки и резки «чалочного органа», трехвалковый прошивной стан со шпинделями и рабочими валками, толкатель, проводка. Камера печи отсоединена от камеры рабочей клети и форкамеры загрузки вакуумными затворами.
Конструкция установки предполагает подвешивание заготовки в форкамере на «чалочном органе» (трос из тугоплавкой проволоки). После создания в форкамере необходимого разрежения и открытия затвора заготовку в подвешенном состоянии перемещают для нагрева в рабочую зону вертикальной вакуумной печи и по окончании нагрева опускают в приемный патрубок. После совмещенных приемов кантовки заготовки в проводку, расположенную по оси прокатки, и резки «чалочного органа» заготовку толкателем задают в валки трехвалкового стана поперечно-винтовой прокатки. Для перемещения заготовки из форкамеры в зону нагрева и после нагрева в кантующее устройство в подвешенном состоянии в каждой заготовке предусмотрено выполнение технологического отверстия, в которое устанавливают специально изготовленную деталь из тугоплавких металлов для крепления «чалочного органа».
Недостатки существующих станов, в том числе принятого за прототип
1. Наличие камеры загрузки заготовок прилегающей к камере печи ухудшает условия работы печи (натекание воздуха через быстроразъемные уплотнения, вибрация) вследствие осуществления систематических манипуляций связанных с загрузкой заготовок, а также усложняет доступ к нагревательной печи - затрудняет контроль состояния, профилактику и ремонт нагревательного устройства.
2. Низкая производительность вакуумных прокатных станов, определяемая множеством вспомогательных операций с заготовкой.
3. Использование значительного количества дефицитных тугоплавких металлов на постоянно расходуемые «чалочный орган» и деталь крепежа, затраты на их изготовление.
Техническими результатами настоящего изобретения являются:
- повышение надежности стана за счет улучшения условий работы, обслуживания и эксплуатации нагревательной печи,
- исключение использования дефицитных дорогостоящих тугоплавких материалов, специальных расходуемых деталей,
- уменьшение доли вспомогательных операций, ручного труда и времени загрузки заготовок в рабочее пространство со средой контролируемого состава,
- повышение производительности стана.
Технические результаты достигаются тем, что патрубок камеры рабочей клети снизу оснащен дополнительным фланцем, расположенным соосно с печью, форкамера присоединена к дополнительному фланцу патрубка камеры рабочей клети и оборудована узлом вакуумных уплотнений на нижнем фланце, устройство для транспортировки и удержания в зоне нагрева заготовки выполнено в виде водоохлаждаемого вала-транспортера, на верхнем торце оснащенного поддоном, расположенного соосно печи с помощью направляющих роликов с возможностью перемещения его вертикально с заготовкой на поддоне из форкамеры через второй вакуумный затвор, патрубок камеры рабочей клети, первый вакуумный затвор в нагревательную печь посредством привода, соединенного с нижним концом вала-транспортера, находящегося вне форкамеры, поддон выполнен с рифленой рабочей поверхностью из жаропрочных с низкой теплопроводностью материалов, проводка рабочей клети оснащена манипулятором с заменяемыми захватами.
Изобретение иллюстрируется чертежом, где изображена схема предлагаемого стана для прокатки металлов в вакууме.
Стан для прокатки металлов в вакууме включает прокатную клеть 1 оборудованную приводом 2, проводкой 3, толкателем 4, камеру рабочей клети с патрубком 5, вертикальную нагревательную печь 6, вакуумный затвор 7 для отсоединения камеры печи от камеры рабочей клети, форкамеру 8 для загрузки заготовок, расположенную соосно печи, снабженную устройством для транспортировки и удержания в зоне нагрева заготовки 9, вакуумный затвор 10 для отсоединения форкамеры.
Отличие стана состоит в том, что патрубок 5 камеры рабочей клети снизу оснащен дополнительным фланцем 11, расположенным соосно с печью, форкамера 8 присоединена к нижнему фланцу 11 патрубка 5 камеры рабочей клети и оборудована вторым вакуумным затвором 10 на верхнем фланце и узлом вакуумных уплотнений 12 на нижнем фланце 13, устройство для транспортировки и удержания в зоне нагрева заготовки выполнено в виде водоохлаждаемого вала-транспортера 14, на верхнем торце оснащенного поддоном 15, расположенного соосно печи с помощью направляющих роликов 16 с возможностью перемещения его вертикально с заготовкой на поддоне 15 из форкамеры 8 через ее затвор 10, патрубок 5 камеры рабочей клети, первый вакуумный затвор 7 нагревательной печи 6 в зону нагрева посредством привода (на чертеже не указан), соединенного с нижним торцом вала-транспортера, выведенного из форкамеры 8 с помощью узла вакуумных уплотнений 12, поддон 15 выполнен с рифленой рабочей поверхностью из жаропрочных с низкой теплопроводностью материалов, проводка 3 рабочей клети 1 оснащена манипулятором с заменяемыми захватами 17.
Стан для прокатки тугоплавких металлов в вакууме работает следующим образом.
После герметизации камеры рабочей клети с патрубком 5, камеры печи 6 и форкамеры 8 начинают откачку воздуха. При достижении в камере печи 6 необходимого разрежения, в случае использования косвенного метода нагрева, включают нагревательное устройство. Оно работает в данном случае в практически не меняющихся безокислительных условиях (при минимальном натекании воздуха) после легко осуществляемых через люк печи операций осмотра и профилактики нагревательного устройства. Одновременно с подъемом температуры на выведенный за пределы форкамеры 8 поддон 15 размещают заготовку 9, поднимают вал-транспортер 14 с узлом вакуумного ввода 12 вместе с фланцем до контакта с элементами вакуумного уплотнения на фланце 13 форкамеры 8 и герметизируют соединение. Для размещения заготовки в вакуумной камере не требуется никаких предварительных операций по механической обработке заготовки, а также дополнительных расходуемых деталей и других материалов и соответственно удается уменьшить до минимума долю вспомогательных операций, ручного труда, времени загрузки. Затем подключают форкамеру 8 к системе быстрой откачки воздуха и после достижения разрежения, соизмеримого с разрежением в камере клети и печи, открывают затвор 10 форкамеры 8. Далее посредством привода вала-транспортера 14 поднимают поддон 15 с заготовкой 9 в рабочее пространство печи 6 и осуществляют нагрев заготовки до заданной температуры, которую контролируют термопарой или пирометром через окно люка печи. Удержание заготовки в рабочем пространстве печи с помощью водоохлаждаемого вала-транспортера с поддоном, имеющим для уменьшения теплоотвода рифленую поверхность, форму и размер возвышенностей которой определяют с учетом формы и размеров заготовки, обеспечивает гарантированное выполнение режимов нагрева. По окончании нагрева включают привод 2 рабочей клети 1 и вала-подъемника 14. Заготовку опускают в зону действия манипулятора с захватами 17, посредством которого заготовку располагают на проводке 3, и затем толкателем 4 направляют в валки рабочей клети 1. Форму и размер захватов манипулятора определяют с учетом формы и размеров заготовки.
В процессе прокатки вал-транспортер 14 с поддоном 15 опускают в форкамеру 8, закрывают затвор 10, освобождают рабочие элементы 18 механизма герметизации фланца 13 форкамеры 8 и обеспечивают доступ в форкамеру воздуха.
После достижения в форкамере атмосферного давления фланец 13 вместе с валом-транспортером 14 опускают в нижнее положение для приема следующей заготовки 9. Далее цикл, начинающийся с подъема вала-транспортера 14 до контакта с элементами вакуумного уплотнения на фланце 13 форкамеры, повторяют.
Быстрое отсоединение и последующую после размещения на поддоне заготовки 9 установку с герметизацией нижнего фланца 13 форкамеры 8 вместе с узлом ввода вала-транспортера 12 осуществляют с помощью специальных устройств.
Конструкция стана позволяет прокатывать партии заготовок без разгерметизации основных камер стана, без нарушения оптимального режима работы нагревательных печей различных типов, исключает взаимодействие и разрушение материалов, работающих при высокой температуре, обеспечивает благоприятные условия работы вакуумных уплотнений, в том числе быстроразъемных, дает возможность проводить профилактические работы с оборудованием в каждой вакуумной камере отдельно без разгерметизации остальных, то есть обеспечивает повышение надежности, производительности стана, сокращение расхода дорогостоящих материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ СТЕРЖНЯ И ЗАМЕНЫ ОПРАВКИ ВАКУУМНОГО СТАНА ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2004 |
|
RU2266169C1 |
| Вакуумная установка для прокатки гильз из тугоплавких металлов | 1975 |
|
SU554016A1 |
| ВАКУУМНЫЙ ПИЛЬГЕРСТАН | 1962 |
|
SU157318A1 |
| Прокатный стан для получения металлического листа из легко окисляющихся металлов и сплавов | 1959 |
|
SU131725A1 |
| ВАКУУМНЫЙ ПРОКАТНЫЙ СТАНtjMw JiOTLUA | 1967 |
|
SU190306A1 |
| Вакуумный стан винтовой прокатки | 1980 |
|
SU876218A1 |
| Устройство для поперечно-винтовой прокатки высокоребристых труб | 1977 |
|
SU695751A1 |
| Вакуумный прокатный стан | 1985 |
|
SU1359023A1 |
| Установка для непрерывной горячей прокатки без вращения гильз в бесшовные трубы | 1977 |
|
SU1041021A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2010 |
|
RU2464140C2 |
Изобретение относится к конструкциям станов для прокатки металлов в вакууме. Стан для прокатки металлов в вакууме включает прокатную клеть, оборудованную приводом, проводкой, толкателем, находящимися в камере рабочей клети с патрубком, к фланцу которого, расположенного сверху, через первый вакуумный затвор присоединена вертикальная нагревательная печь, а также форкамеру для загрузки заготовок, снабженную устройством для транспортировки и удержания в зоне нагрева заготовки и вторым вакуумным затвором, установленным на верхнем фланце, патрубок камеры рабочей клети снизу оснащен дополнительным фланцем, расположенным соосно с печью, форкамера присоединена к дополнительному фланцу патрубка камеры рабочей клети и оборудована узлом вакуумных уплотнений на нижнем фланце, устройство для транспортировки и удержания в зоне нагрева заготовки выполнено в виде водоохлаждаемого вала-транспортера, на верхнем торце оснащенного поддоном, расположенного соосно печи с помощью направляющих роликов с возможностью перемещения его вертикально с заготовкой на поддоне из форкамеры через второй вакуумный затвор, патрубок камеры рабочей клети, первый вакуумный затвор в нагревательную печь посредством привода, соединенного с нижним концом вала-транспортера, находящегося вне форкамеры, поддон выполнен с рифленой рабочей поверхностью из жаропрочных с низкой теплопроводностью материалов, проводка рабочей клети оснащена манипулятором с заменяемыми захватами. Изобретение обеспечивает повышение надежности и производительности стана, исключение использования дефицитных дорогостоящих тугоплавких материалов. 1 ил.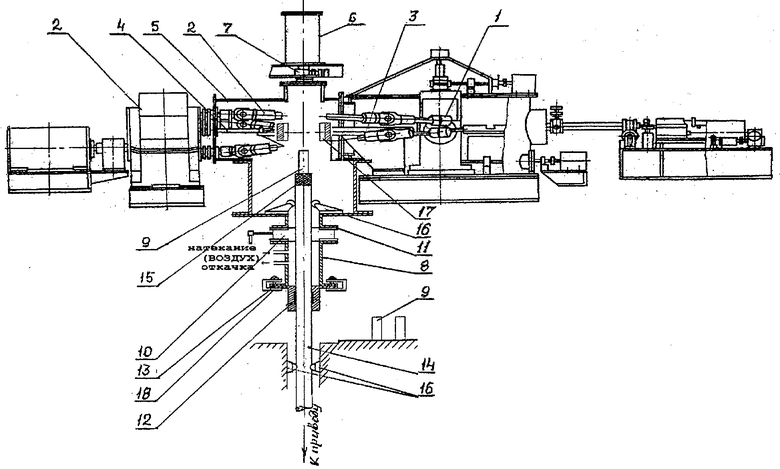
Стан для прокатки металлов в вакууме, включающий прокатную клеть, оборудованную приводом, проводкой, толкателем, находящимися в камере рабочей клети с патрубком, к фланцу которого, расположенного сверху, через первый вакуумный затвор присоединена вертикальная нагревательная печь, а также форкамеру для загрузки заготовок, снабженную устройством для транспортировки и удержания в зоне нагрева заготовки и вторым вакуумным затвором, установленным на верхнем фланце, отличающийся тем, что патрубок камеры рабочей клети снизу оснащен дополнительным фланцем, расположенным соосно с печью, форкамера присоединена к дополнительному фланцу патрубка камеры рабочей клети и оборудована узлом вакуумных уплотнений на нижнем фланце, устройство для транспортировки и удержания в зоне нагрева заготовки выполнено в виде водоохлаждаемого вала-транспортера, на верхнем торце оснащенного поддоном, расположенного соосно печи с помощью направляющих роликов с возможностью перемещения его вертикально с заготовкой на поддоне из форкамеры через второй вакуумный затвор, патрубок камеры рабочей клети, первый вакуумный затвор в нагревательную печь посредством привода, соединенного с нижним концом вала-транспортера, находящегося вне форкамеры, поддон выполнен с рифленой рабочей поверхностью из жаропрочных с низкой теплопроводностью материалов, проводка рабочей клети оснащена манипулятором с заменяемыми захватами.
| Вакуумная установка для прокатки гильз из тугоплавких металлов | 1975 |
|
SU554016A1 |
| Прокатный стан для получения металлического листа из легко окисляющихся металлов и сплавов | 1959 |
|
SU131725A1 |
| Вакуумный прокатный стан | 1985 |
|
SU1359023A1 |
| SU 1506714 A1, 20.05.1999 | |||
| US 4263796 A, 28.04.1981. | |||

