(54) ВАКУУМ1М1 СТАН ВИНТОВОЙ ПРОКАТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ПРУТКОВ | 2020 |
|
RU2735435C1 |
| Способ винтовой прошивки в четырехвалковом стане | 2021 |
|
RU2759820C1 |
| Способ винтовой прошивки в четырёхвалковом стане | 2023 |
|
RU2821416C1 |
| Валковый узел четырёхвалкового стана винтовой прокатки | 2023 |
|
RU2821470C1 |
| Способ настройки стана винтовой прокатки | 1979 |
|
SU774626A2 |
| Валок прошивного стана | 2023 |
|
RU2812165C1 |
| Стан винтовой прокатки | 2020 |
|
RU2764066C2 |
| Способ переточки валков стана винтовой прокатки | 2022 |
|
RU2807154C1 |
| СПОСОБ ПРОШИВКИ ЗАГОТОВОК И СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ В ГИЛЬЗЫ-ЗАГОТОВКИ И ПРОШИВКИ-РАСКАТКИ ГИЛЬЗ-ЗАГОТОВОК В ГИЛЬЗЫ | 2013 |
|
RU2553323C1 |
| Способ производства труб | 1976 |
|
SU647024A1 |
Изобретение относится к оборудо/ ванию для винтоиой прокатки тугоплавких металлов и накууме и инертных средах. Для прокатки некоторьк тугоплавких металлов, например труб из спеченшзгх тугоплавких металлов, требуется.две и более операциГ) горячей пластической деформации на стане винтовой прокатки Известен косовалковый стан, включарлщий обойму, 13 которой установлены две пары косо -расположенных валков и HarpeBaTejH)Hyro печь. Этот стан обеспечивает расширение, правку и косую обкатку труб в горячем состоянии, а благодаря тому,, что вращается обойма вокруг трубы, печь размещается непосредственно перед обо11мой, имеется возможность расширить сортамент i Однако известный стан не предназначен для работы в вакууме. Наиболее близким по технической сущности к предлагчтемому является вакуумнь стан впнтово прокатки, включающий вакуумную камеру, расположенные внутри нагревательное устройство и комплект косо установленньк валков, и размещенный .вне камеры их привод, соединенный о валками через :шпиндели {,2.. Такая конструкция вакуумного стана не позволяет осуществлять винтовую прокатку за несколько проходов, так как реверсивная прокатка в вакууме связана со значительными трудностями из-за перенастройки. Применяют нереверсивную прокатку на одном стане известной конструкции за несколько проходов. При этом после первого прохода производят разгерметизацию стана, извлечение прокатанных заготовок, загрузку их в форкамеру нагревательной печи, замену комплекта валков, перенастройку стана (меняют углы подачи и другие параметры), и если требуется, устанавливают стержень с оправкой для про111ивки труб. Это существенно снижает эффективность
использования дорогостоящего оборудования, снижает его производительность, качество проката и. увеличивает цикл. Цель изобретения - повышение качества проката и сокращение цикла производства.
Поставленная цель достигается тем, что вакуумный стан винтовой прокатки, включающий вакуумную камеру, расположенные внутри нагревательное устройство и комплект косо установленных валков, и размещенный вне камеры их привод, соединенный с валками через шпиндели, снабжен дополнительньм одним или несколькими комплектами валков и шпинделями, соединяющими валки одного комплекта с валками .следующего, размещенными внутри камеры, и нагревательными печами, установленными между комплектами валков.
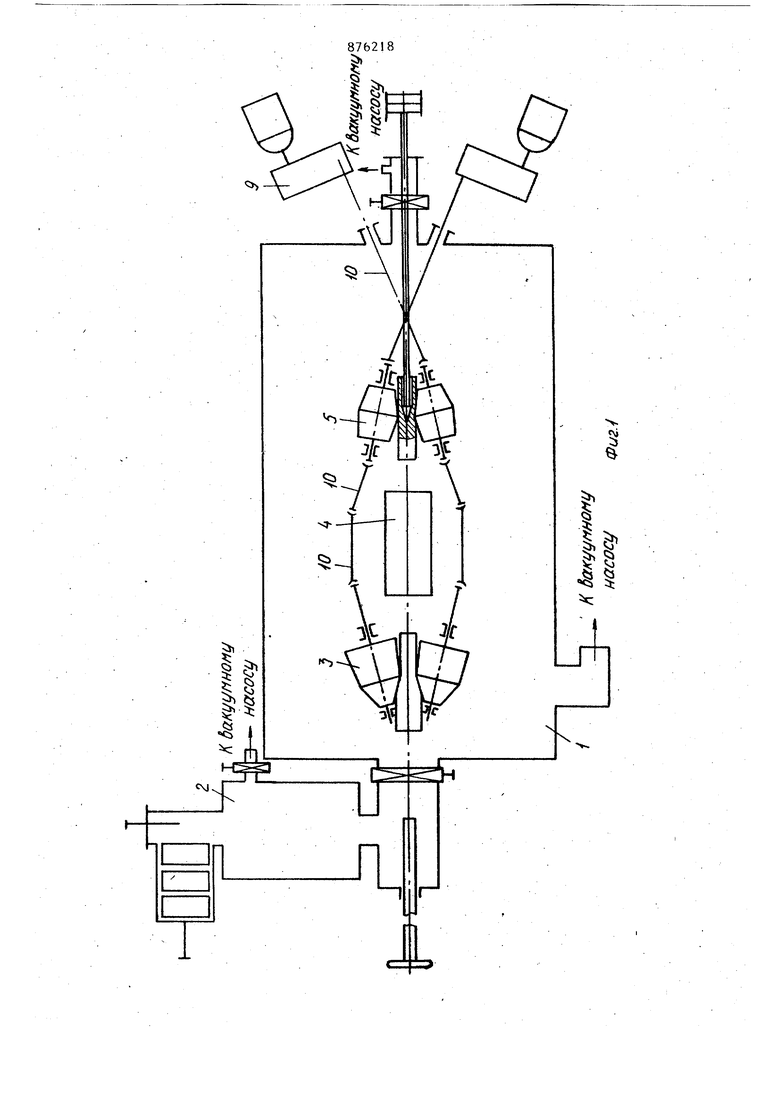
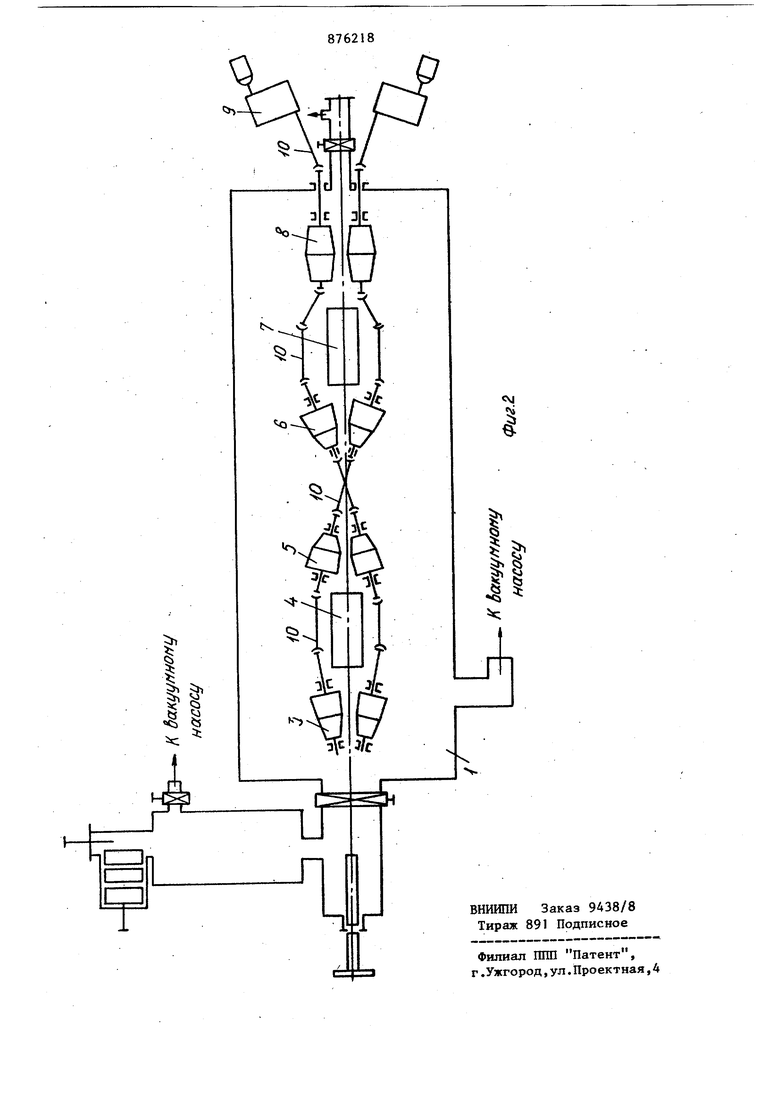
На фиг. 1 показан вакуумньш стан винтовой прокатки с двумя комплектами валков; на фиг. 2 - то же, четырьмя комплектами валков.
Стан включает вакуумную камеру 1, нагревательную-печь 2, один комплект раб.очих валкйв 3, нагревательную печь 4, второй комплект валков 5, третий комплект валков 6, нагревательную печь 7, четвертый комплект валков 8, привод 9 валков соединенный с валками через шпиндели 10,
Целесообразно устанавливать йалки одного комплекта с углом раскатки + (Ю-ЗО) и вьтолнять их грибовидными, а валки второго - с углом раскатки от -20 до +20 ,
Установка по меньшей мере второго комплекта валков в одной вакуумной камере позволяет осуществлять винтовую прокатку на одном вакуумном стане по меньшей мере за два прохода, исключая при этом операции перевалки валков, перенастройки стана и связанной с ней необходимостью его разгерметизации и вакуумирования.
Установка нагревательной печи между комплектами валков позволяет улучшить качество изделий и увеличить допустимую степень деформации на втором проходе при прокатке труб. Приведенное соотнош ение углов раскатки первого и второго комплектов, валков имеет как конструктивное, так и тех нологическое значение.
Прежде всего, такое взаимное расположение валкон 3, 5, 6 и 8 позволяет в минимальном объеме вакуумной камеры I разместить промежуточные
шпиндели О или другие механизмы, с помощыб которых осуществляется кинематцческая связь валков, таким образом, чтобы они не мешали передачи заготовки от одного комплекта валков к другому и позволили разместить в пространстве между ними нагревательные печи 4 и 7 или другое вспомогательное оборудование,
Углы раскатки 10-30 и грибовидная калибровка валков первого комплекта позволяют применять высокие степени деформации за проход, обеспечивают проработку структуры тугоплавких металлов и гарантируют надежный захват металла валками.
С увеличением возрастает скольжение, увеличивается налипание металла на валки, что приводит к ухудшению качества поверхности изделий. Кроме того, возрастает осевая утяжка, вследствие чего ухудшаются условия захвата и качество гильз (увеличивается разностенность) при последующей винтовой прошивке. Уменьшение не позволяет прокатывать спеченные: заготовки с достаточной для проработки структуры степенью деформации, а также требует увеличения объема вакуумной камеры, так как в этом случае для создания пространства, необходимого для размещения промежуточной нагревательной печи, требуется увеличение расстояния между рабочими клетями.
Валки второго комплекта имеют боч ковидную или чашевидную калибровку с углом раскатки от -20 до +20,
Увеличение углов раскатки ( невозможно, так как в этом случае нельзя установить опоры приводных валков второго комплекта. Применение значений углов при грибовидной калибровке валков второго комплекта требует увеличения объема вакуумной камеры по тем же причинам, что и увеличение углов раскатки первого комплекта валков .
Вакуумный стан винтовой прокатки работает следующим образом.
Партии заготовок загружаются в кассеты форкамеры печи, из которой заготовки по одной задаются в печь 2 и нагреваются до необходимой температуры. Нагретая заготовка выдается из печи на ось прокатки и задается в рабочие валки 3 первого комплекта, в которых, прокатывается на пруток, Прокатанный пруток подогревается в
58
печи 4 на 100-500 С в течение 1-5 мин и задается в рабочие валки 5 второго комплекта, где либо прошивается в трубную заготовку, либо вновь прокатывается на пруток меньшего размера.
Вакуумный стан винтовой прокатки предлагаемой конструкции может работать также как непрерьшный стан, т.& раскат в процессе прокатки может находиться одновременно в двух и более комплектах валков и при необходимости подогреваться в процессе прохождения его через промежуточную печь.
Вакуумный стан может иметь более двух (фиг. 2) комплектов валков, сое диненных кинематической связью, однако принцип калибровки их остается постоянным; грибовидная чашевидная (бочковидная) - грибовидная - чашеввдная (бочковидная) и т.д. Kинeмaти ческая связь между валками может осуществляться с различным передаточньм числом, равным единице, больше шия меньше единицы. . .
Пример. Вакуумный стан винтовой прокатки имеет два комплекта рабочих валков, размещенных в двух клетях.
Валки первого комплектаимеют грибовидную калибровку и развернуты на угол раскатки 0 . С помопц ю промежуточных шпинделей валки первого комплекта шарнирно связаны с валками второго комплекта, имеющими чашевидную калибровку с углами раскатк .
Приводные валы валков второго . комплекта соединены шарнирно с.промежуточными приводными валами, через которые осуществляется передача вращательного момента от электропривода к рабочим валкам второго комплекта. Между первым и вторым комплектами валков расположена промежуточная нагревательная печь сопротивления.
6
Прокатка прутков и труб на стане показьшает, что по сравнению с известной действующей конструкхщей ста-: на цикл прокатки одной заготовки сокращается в 1,5-3 раза. Калибровка валков первого и второго комплекта, а также установка промежуточной нагревательной печи позволяет увеличить разовую степень деформации, что приводит к увеличению производительности вакуумного стана в 2-2,5 раза, Повышение качества прошитых гильз достигается за счет уменьшения величины трещин и неровностей на внутренней поверхности при увеличении разовой еформации.
Исключение необходимости использования второго вакуумного стана позволяет уменьшить капитальные затраты на 60-80%,
Формула изобретения
Вакуумный стан винтовой прокатки, включающий вакуумную камеру, расположенные внутри нагревательное устроство и комплект косо установленных валков, и размещенный вне камеры их привод, соединенный с валками через шпиндели, о тличающийся тем, что, с целью повышения качества проката и сокращения цикла производства, он снабжен дополнительным одним или несколькими комплектами валков и шпинделями, соединяюпцми валки комплекта с валками следующего, размещенными внутри камеры, и нагревательными печами, установлен1шми между комплектами валков,
Источники информации, принятые во внимание при экспертизе
