Известен вакуумный прокатный стан, содержащий камеру загрузки, рабочую камеру и камеру выгрузки.
Тугонлавкие металлы и их сплавы при горячей прокатке на воздухе сильно окисляются и газонасыщаются, а следовательно, прокатка их в вакууме или в атмосфере инертного газа является наиболее целесообразной, так как при этом обеспечивается высокое качество прокатываемого металла.
Для осуществления непрерывного процесса прокатки партии заготовок без развакуумировапмя системы в описываемом стане камера загрузки снабжена механизмом, имеющим рамы с подъемными поперечинами, размещенными между роликами рольганга. Кроме того, стан снабжен двустворчатыми разрезными приводными экранами, предохраняющими подъемно-транспортные устройства от воздействия высокой температуры, а транснортирование изделий в процессе прокладки достигается использованием выдвижных рольгангов.
На чертеже схематически нредставлен описываемый стан.
Он содерл ит камеры загрузки, нагрева, выгрузки и рабочую клеть.
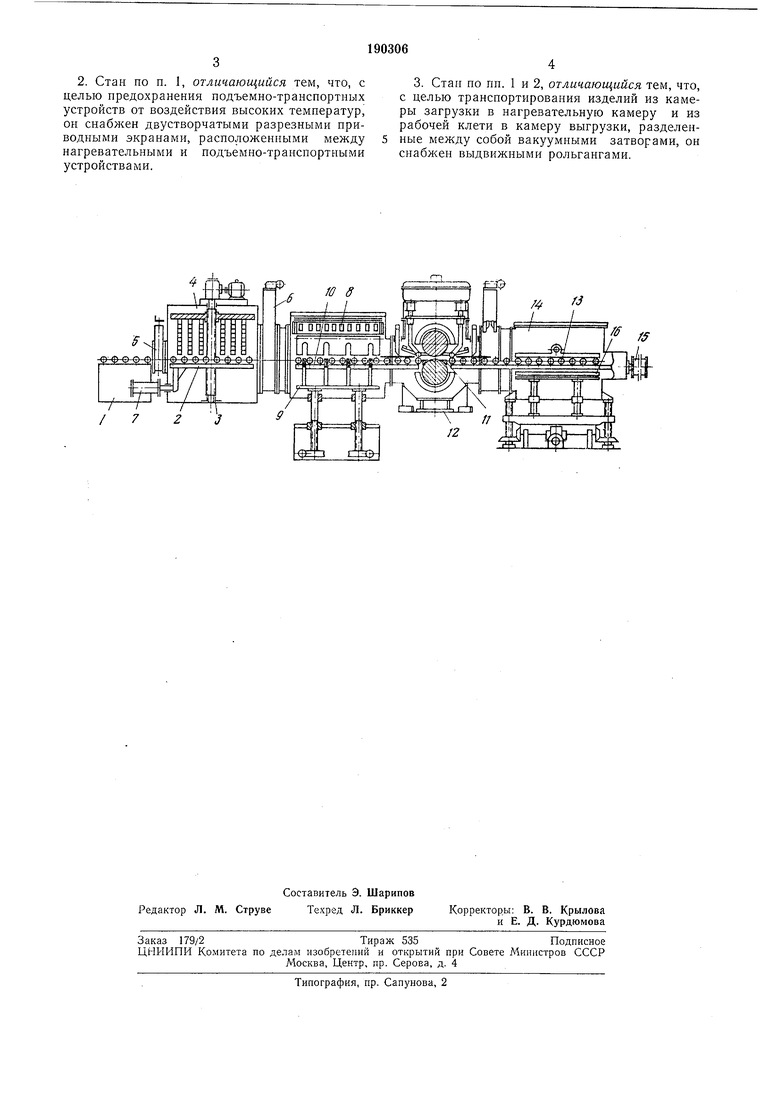
Заготовки, предназначенные для прокатки, подаются на рольгаг.т приемного стола 1, а затем по рольгангу 2 поступают в верхнюю секцию этажерки 3. После этого этажерка поднимается до совмещения следующей ее секции с уровнем роликов рольганга 2 для загрузки очередной заготовки.
Как только камера загрузки 4 занолнится,
вакуумной затвор 5 закрывается и производится откачка до необходимого вакуума. Затем затвор 6 открывается и рольганг камеры загрузки с помощью привода 7 перемещается, обеспечивая тем самым прохождение заготовки в камеру нагрева 8, в которой заготовка с помощью подъемника 9 попадает в печь, после чего опускаются экраны, препятствующие тепловым потерям. При достижении заданной температуры подъемник опускает нагретую
заготовку на рольганг 10 и транспортирует ее к валкам // рабочей клети 12. Прокатанная полоса попадает на рольганг 13 камеры выгрузки 14, с которого пневмотолкателем 15 сталкивается на поддон 16, где охлаждается
до комнатной температуры.
Предмет и з о б р е т е п и я
1. Вакуумный прокатный стан, включающий камеру загрузки, рабочую клеть и камеру выгрузки, отличающийся тем, что, с целью осуществления непрерывного процесса прокатки партин заготовок без развакуумирования системы, камера загрузки снабжена механизмом, имеющим рамы с подъемными поперечинами, расположенными между роликами рольганга.
2. Стаи по п. 1, отличающийся тем, что, с целью предохранения подъемио-траиспортных устройств от воздействия высоких температур, он снабжен двустворчатыми разрезными приводными экранами, расположенными между нагревательными и подъемно-транспортными устройствами.
3. Стан но пи. 1 и 2, отличающийся тем, что, с целью транспортирования изделий из камеры загрузки в нагревательную камеру и из рабочей клети в камеру выгрузки, разделенные между собой вакуумными затворами, он снабжен выдвижными рольгангами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ ПРОКАТКИ МЕТАЛЛОВ В ВАКУУМЕ | 2004 |
|
RU2266168C1 |
| КОМБИНИРОВАННЫЙ СОРТОВОЙ ПРОКАТНЫЙ СТАН | 1971 |
|
SU298389A1 |
| ВАКУУМНЫЙ ПРОКАТНЫЙ СТАН | 1973 |
|
SU384898A1 |
| СПОСОБ ПРОКАТКИ И ПРОДОЛЬНЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН С УДЕРЖАНИЕМ ОПРАВКИ ДЛЯ НЕПРЕРЫВНОЙ ПРОКАТКИ ПОЛЫХ ЗАГОТОВОК | 2010 |
|
RU2500491C2 |
| СТАЛЕПЛАВИЛЬНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И СООТВЕТСТВУЮЩИЙ СПОСОБ ПРОИЗВОДСТВА | 2014 |
|
RU2647974C2 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕС | 1992 |
|
RU2043817C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| УСТАНОВКА ДЛЯ НАГРЕВА ЗАГОТОВОК ТВЧ ПЕРЕД ПРОКАТКОЙ | 1972 |
|
SU350845A1 |
| Прокатный стан | 1983 |
|
SU1079316A1 |
| Вакуумный прокатный стан | 1987 |
|
SU1516152A1 |