ством шпинделей 10, размещенных в вакуум-, ной камере.
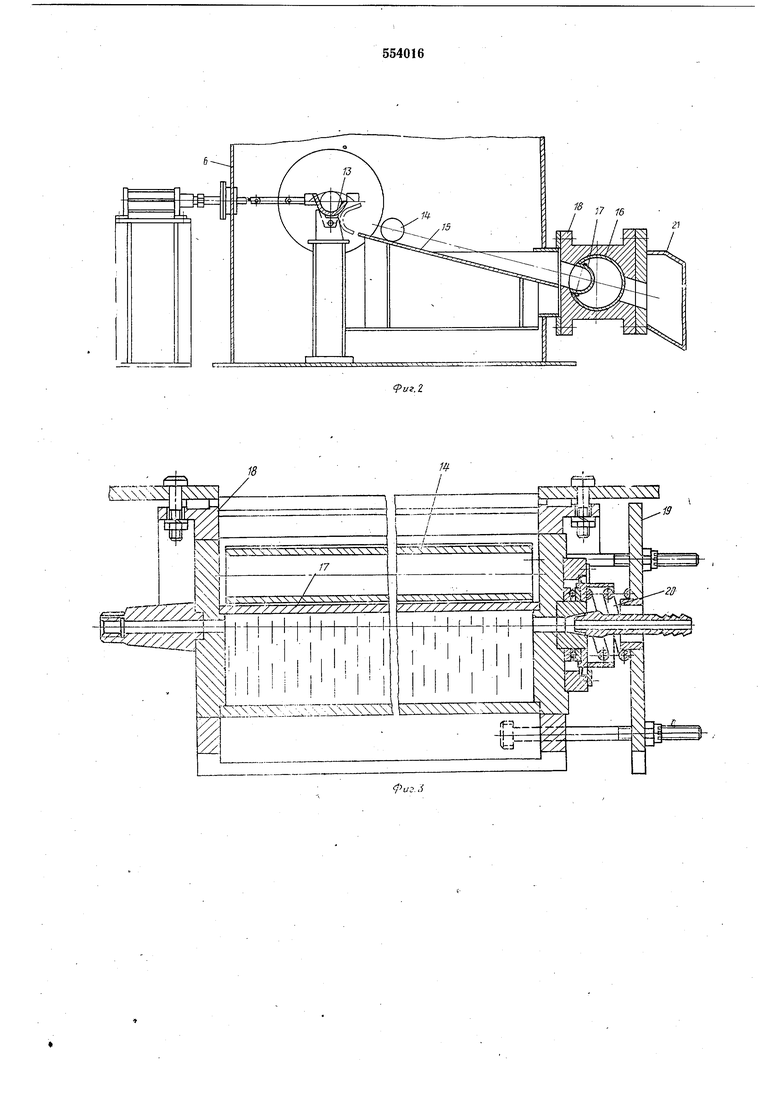
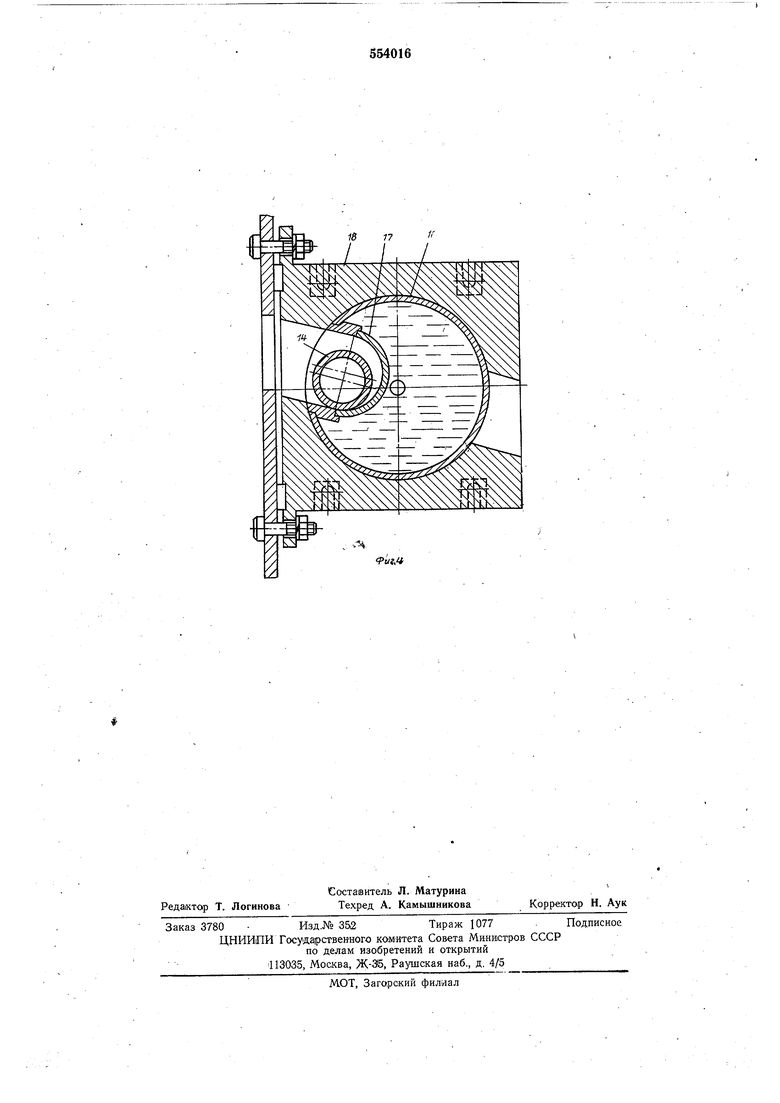
Стан на выходной стороне имеет стержень 11с оправкой (на чертежах не показана),выходящий за пределы вакуумной камеры и закрепленный в упорно-регулировочном механизме 12, и желоб 13 для поворота и сбрасывания гильзы 14 на передаточное устройство 15. С передаточного устройства 15 гильза попадает в охлаждаемую водой камеру, состоящую из полого стального конусного барабана 16 с ячейкой 17 и расположенную в бронзовом корпусе 18. Ячейка 17 поддерживается в поджатом состоянии с помощью фланца 19 и пружины 20. .За. шибером расположена камера-сборник 21 готовых гильз.
Соблюдение герметичности выпускного щибера обеспечивается высокой частотой обработки и применением смазки соприкасающихся поверхностей корпуса 18 и конусного барабана 16.
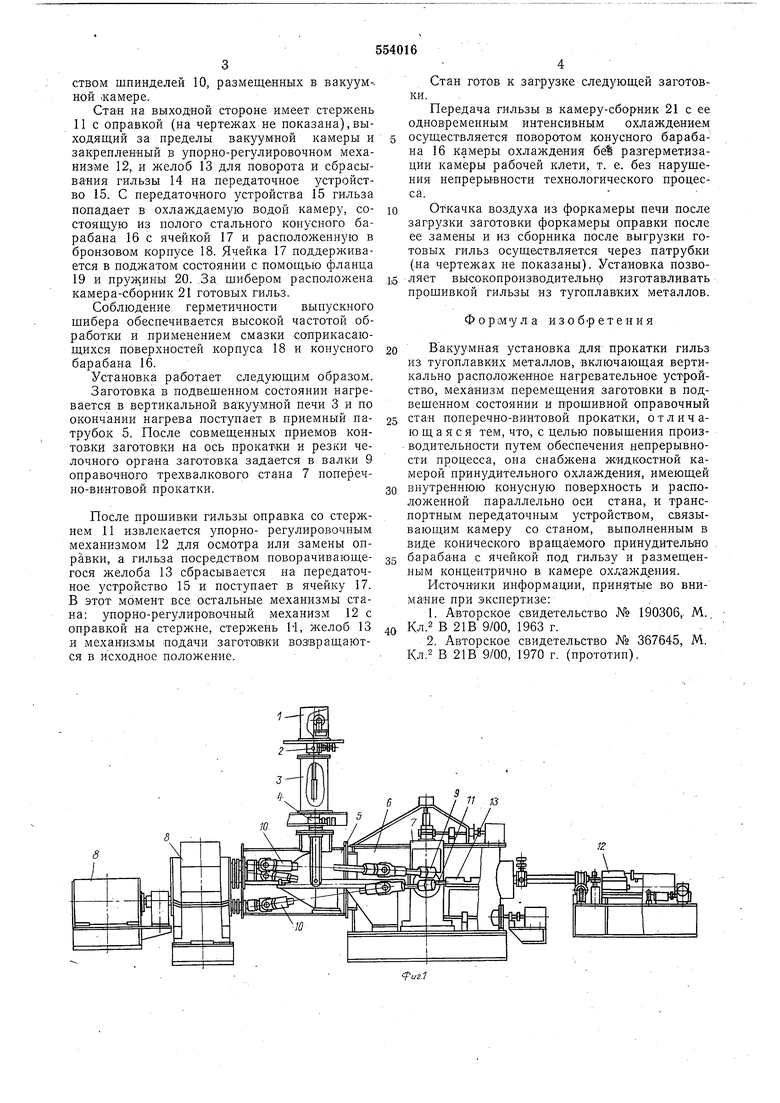
Установка работает следующим образом. Заготовка в подвешенном состоянии нагревается в вертикальной вакуумной печи 3 и по окончании нагрева поступает в приемный патрубок 5. После совмещенных приемов конТОВ.КИ заготовки на ось прокатки и резки челочного органа заготовка задается в валки 9 оправочного трехвалкового стана 7 поперечно-винтовой прокатки.
После прощив:Ки гильзы оправка со стержнем 11 извлекается упорно- регулировочным механизмом 12 для осмотра или замены оправки, а гильза посредством поворачивающегося желоба 13 сбрасывается на передаточное устройство 15 и поСтупает в ячейку 17. В этот MOiMeHT все о.стальные механизмы стана: упорно-регулировочный механизм 12 с оправкой на стержне, стержень М, желоб 13 и механизмы подачи заготовки воз1вращаются в исходное положение.
Стан готов к загрузке следующей sarotoBки.
Передача гильзы в камеру-сборник 21 с ее одновременным интенсивным охлаждением 5 осуществляется поворотом конусного барабана 16 камеры охлаждения бе% разгерметизации камеры рабочей клети, т. е. без нарущения непрерывности технологического процесса.-
10 Откачка воздуха из форкамеры печи после загрузки заготовки форкамеры оправки после ее замены и из сборника после выгрузки готовых гильз осуществляется через патрубки (на чертежах не показаны). Установка позво1,5 ляет высокопроизводительно изготавливать прошивкой гильзы из тугоплавких металлов.
Формула изобретения
0 Вакуумная установка для прокатки гильз из тугоплавких металлов, включающая вертикально расположенное нагревательное устройство, механизм перемещения заготовки в подвешенном состоянии и прошивной оправочный
5 стан поперечно-винтовой прокатки, отличающаяся тем, что, с целью повышения производительности путем обеспечения непрерывности процесса, она снабжена жидкостной камерой принудительного охлаждения, имеющей
0 внутреннюю конусную поверхность и расположенной параллельно оси стана, и транспортным передаточным устройством, связывающим камеру со станом, выполненным в виде конического вращаемого принудительно
5 барабана с ячейкой под гильзу и размещенным концентрично в камере охлаждения.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство № 190306, М Кл.2 В 21В 9/00, 1963 г.
2.Авторское свидетельство № 367645, М. Кл.2 в 21В 9/00, 1970 г. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ВИНТОВОЙ ПРОКАТКИ | 2005 |
|
RU2291007C2 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ СТЕРЖНЯ И ЗАМЕНЫ ОПРАВКИ ВАКУУМНОГО СТАНА ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2004 |
|
RU2266169C1 |
| ВАКУУМНЫЙ ПИЛЬГЕРСТАН | 1962 |
|
SU157318A1 |
| Вакуумный стан винтовой прокатки | 1980 |
|
SU876218A1 |
| СТАН ДЛЯ ПРОКАТКИ МЕТАЛЛОВ В ВАКУУМЕ | 2004 |
|
RU2266168C1 |
| Трубопрокатный агрегат | 1983 |
|
SU1186298A1 |
| Устройство для установки оправки трубопрокатного стана | 1980 |
|
SU884752A1 |
| Стан поперечно-винтовой прокатки труб | 1977 |
|
SU737034A1 |
| Стан винтовой прокатки | 1980 |
|
SU863021A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2545935C2 |
(
Pui,4
