Изобретение относится к области трубопрокатного производства, а точнее к многоклетьевым станам продольной прокатки, которые могут быть использованы как непрерывный стан, редукционный или калибровочный стан.
Наибольшее распространение получила схема взаимного расположения рабочих клетей, по которой клети устанавливают под углом 45° к горизонту и под углом 90° друг к другу. Каждая клеть имеет индивидуальный привод, также установленный под углом 45° к горизонту.
Известен многоклетьевой прокатный стан, содержащий постамент, клети с рабочими валками, установленные на постаменте под углом 45° к горизонту и под углом 90° относительно друг друга, причем клети прилегают друг к другу торцевыми поверхностями с образованием калибра по одной оси (Машины и агрегаты металлургических заводов. В 3-х томах. Т.3. Машины и агрегаты для производства и отделки проката. Учебник для вузов. Целиков А.И., Полухин П.И. и др. М.: Металлургия, 1988 г., с.588-589; авт. свид. СССР №255170, В 21 В, заявл. 24.04.1968 г., опубл. 28.10.1969 г.).
Клеш с рабочими валками связаны посредством шпинделей с наклонно установленными редукторами. Клети на постаменте смонтированы посредством оси, закрепленной на стойках, установленных по одну сторону от оси прокатки.
Недостатком этого стана является то, что при замене клетей затруднено сцепление и расцепление шпиндельного соединения с рабочими валками, так как на постаменте не предусмотрены устройства, поддерживающие шпиндель, и при замене клетей их поддерживают с помощью крана, а это требует ручных операций.
Другим недостатком этого стана является отсутствие фиксации клетей по оси прокатки, что может привести к их смещению и, следовательно, к снижению надежности работы стана.
Из известных многоклетьевых прокатных станов наиболее близким но технической сущности является стан, содержащий постамент с постелью для клетей, последовательно установленные на постаменту пол углом 45° к горизонту и под углом 90° относительно друг друга клети с рабочими валками, связанными посредством шпинделей с наклонно установленными редукторами, причем клети торцами прилегают друг к другу, механизм зажима клетей на постаменте (авт. свид. №1338905, В 21 В 1/14, 31/10, заявл. 02.08.85 г., опубл. 23.09.87 г.).
Для размещения цилиндрических клетей на постаменте постель выполнена из отдельных цилиндрических элементов, устанавливаемых на постамент и фиксируемых крышкой. В цилиндрических элементах постели предусмотрены проемы для пропуска шпинделей, связанных зубчатым зацеплением с одной стороны с валом валка, а с другой стороны - с подвижной втулкой, смонтированной на валу привода и взаимодействующей с механизмом расцепления шпинделей.
Цилиндрические клети объединены в единый блок механизмом зажима, включающим подвижную плиту, перемещаемую посредством ступенчатых тяг, связанных с гидроцилиндрами, закрепленными на торцовой крышке постамента.
Недостаток известной конструкции многоклетьевого прокатного стана заключается в том, что использование цилиндрических клетей и цилиндрической постели постамента требует дополнительных механизмов для фиксации клети относительно шпинделей и удержания их в заданном положении в процессе прокатки. Увеличение числа сопрягаемых механизмов снижает надежность стана.
Кроме того, использование в этом решении механизма сцепления и расцепления шпинделей, установленного под клетью, затрудняет ориентацию клети относительно привода, увеличивает высоту стана, а это увеличивает время на замену клетей, и следовательно, снижает производительность стана.
Механизм зажима и разделения клетей не гарантирует надежность их установки и может привести к их смешению вокруг собственном оси, что повышает возможность неточной установки валков и, следовательно, снижает точность калибра.
Задача настоящего изобретения состоит к создании многоклетьевого прокатного стана, обладающего повышенной надежностью и возможностью быстрой замены отдельной клети или блока клетей.
Поставленная задача достигается тем, что в многоклетьевом прокатном стане, содержащем постамент с постелью, последовательно установленные на постаменте под углом 45° к горизонту и под углом 90° относительно друг друга клети с рабочими валками, связанными посредством шпинделей с наклонно установленными редукторами, причем клети торцами прилегают друг к другу, механизм зажима клетей на постаменте, согласно изобретению клеть выполнена прямоугольной, а постамент снабжен для каждом клети установленными перпендикулярно оси прокатки и образующими постель парой призматических стоек, между которыми на их боковой поверхности смонтированы с возможностью изменения положения по высоте рычаги для поддержания шпинделей, причем верхние рычаги установлены с возможностью поворота в горизонтальной плоскости, а механизм зажима клетей на постаменте выполнен клиновым.
Такое конструктивное выполнение многоклетьевого прокатного стана обеспечит повышение его надежности и быструю замену отдельной клети или блока клетей в целом благодаря тому, что прямоугольная клеть надежно фиксируется в призматической постели постамента и клиновым механизмом зажима, обеспечивая также высокую точность калибра.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 изображен многоклетьевой прокатный стан, общий вид;
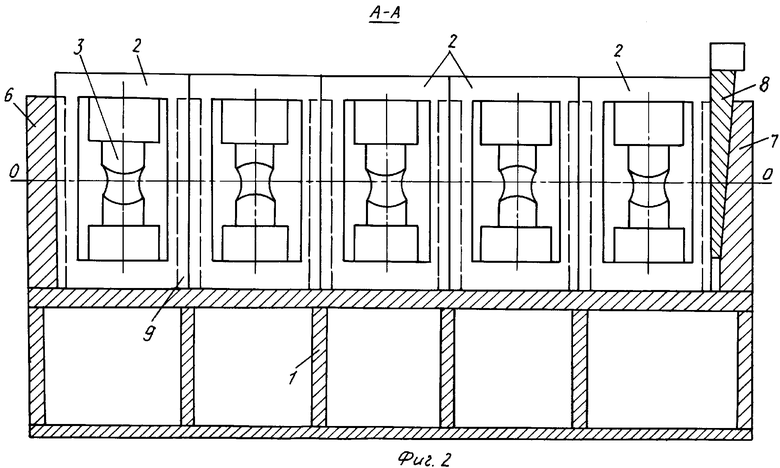
на фиг.2 - разрез А-А на фиг.1;
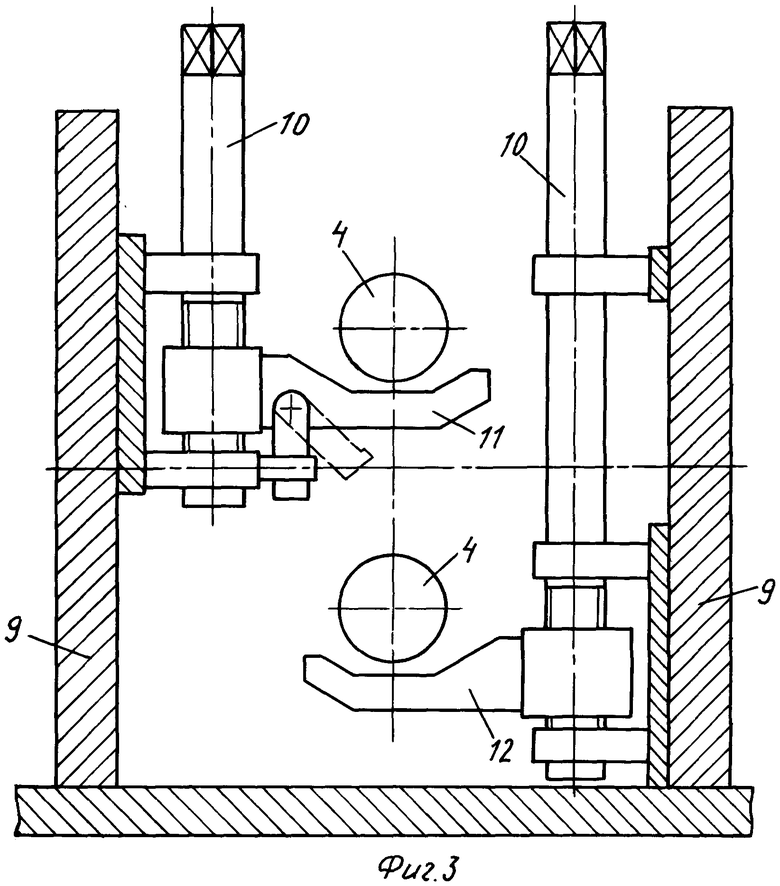
на фиг.3 - разрез Б-Б на фиг.1.
Многоклетьевой прокатный стан состоит из постамента 1, на призматической постели которого последовательно установлены прямоугольные клети 2 с рабочими валками 3 под углом 45° к горизонту и под углом 90° относительно друг друга. Клети 2 торцами прилегают друг к другу. Рабочие валки 3 посредством шпинделей 4 соединены с наклонно установленными редукторами 5.
На постаменте 1 по его концам установлены вертикальные плиты 6 и 7. Для фиксации клетей 2 на постаменте 1 предусмотрен клин 8.
Для установки клетей на постаменте 1 смонтированы призматические стойки 9, по две для каждой клети, образующие призматическую постель. Между стойками 9 на их внутренней поверхности с возможностью изменения положения по высоте, например механизмом 10 "винт-гайка", закреплены рычаги 11 для приема верхнего шпинделя 4 и рычаги 12 для приема нижнего шпинделя 4. Верхние рычаги 11 смонтированы с возможностью поворота в горизонтальной плоскости.
После установки клетей 2 на призматические стойки 9 рабочие валки 3 посредством шпинделей 4 подсоединяют к редукторам 5 и фиксируют по оси прокатки О-О клином 8.
Процесс прокатки ведут известным способом.
При замене клети 2 (или клетей) шпиндели 4 отсоединяют от рабочих валков 3 и устанавливают их на рычаги 11 и 12, перемещаемые на необходимый уровень механизмом 10 "винт-гайка". Удаляют клин 8 и вынимают одну клеть 2 или несколько клетей из блока.
При необходимости замены нижнего шпинделя 4 верхний рычаг 11 поворачивают в горизонтальной плоскости.
Предложенный многоклетьевой прокатный стан по сравнению с известными позволяет сократить время замены клетей и надежность стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕПРЕРЫВНЫЙ ТРУБОПРОКАТНЫЙ СТАН | 2002 |
|
RU2243044C2 |
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
| Многоклетевой прокатный стан | 1985 |
|
SU1338905A1 |
| ПРОКАТНЫЙ СТАН | 2008 |
|
RU2392074C2 |
| РЕДУКЦИОННЫЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2333051C1 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 1999 |
|
RU2180873C2 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2007 |
|
RU2343024C2 |
| РЕДУКЦИОННЫЙ СТАН | 2000 |
|
RU2215600C2 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН РАСКАТНОГО ТИПА ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ЗАГОТОВОК СТЕРЖНЕВОЙ ФОРМЫ, СОДЕРЖАЩИЙ ЧЕТЫРЕХВАЛКОВЫЕ КЛЕТИ, И СПОСОБ ЗАМЕНЫ КЛЕТЕЙ | 2009 |
|
RU2487773C2 |
| МНОГОКЛЕТЕВОЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 2008 |
|
RU2403106C2 |
Изобретение относится к многоклетьевым станам продольной прокатки. Многоклетьевой прокатный стан содержит постамент с постелью, последовательно установленные на постаменте под углом 45° к горизонту и под углом 90° относительно друг друга клети с рабочими валками, связанными посредством шпинделей с наклонно установленными редукторами, причем клети торцами прилегают друг к другу, механизм зажима клетей на постаменте, при этом клеть выполнена прямоугольной, а постамент снабжен для каждой клети установленными перпендикулярно оси прокатки и образующими постель парой призматических стоек, между которыми на их боковой поверхности смонтированы с возможностью изменения положения по высоте рычаги для поддержания шпинделей, причем верхние рычаги установлены с возможностью поворота в горизонтальной плоскости, а механизм зажима клетей на постаменте выполнен клиновым. Изобретение обеспечивает повышение надежности стана и возможность быстрой замены отдельной клети или блока клетей. 3 ил.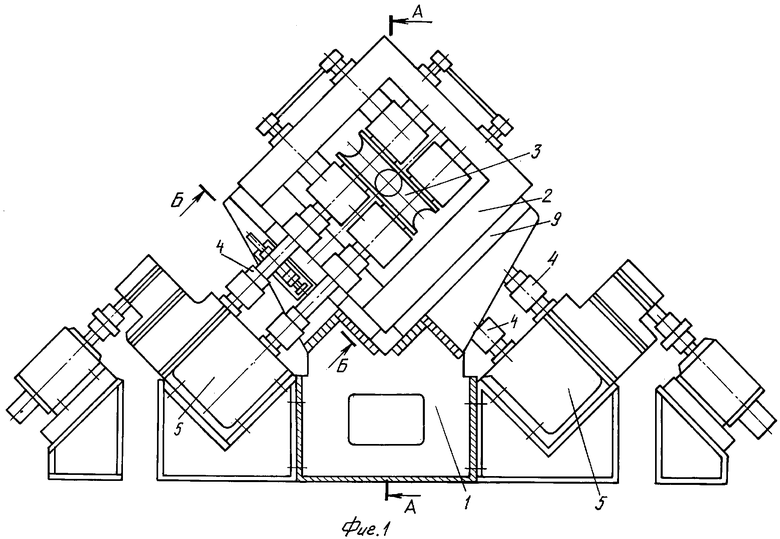
Многоклетьевой прокатный стан, содержащий постамент с постелью, последовательно установленные на постаменте под углом 45° к горизонту и под углом 90° относительно друг друга клети с рабочими валками, связанными посредством шпинделей с наклонно установленными редукторами, причем клети торцами прилегают друг к другу, механизм зажима клетей на постаменте, отличающийся тем, что клеть выполнена прямоугольной, а постамент снабжен для каждой клети установленными перпендикулярно оси прокатки и образующими постель парой призматических стоек, между которыми на их боковой поверхности смонтированы с возможностью изменения положения по высоте рычаги для поддержания шпинделей, причем верхние рычаги установлены с возможностью поворота в горизонтальной плоскости, а механизм зажима клетей на постаменте выполнен клиновым.
| Многоклетевой прокатный стан | 1985 |
|
SU1338905A1 |
| ПРОКАТНЫЙ СТАН | 1994 |
|
RU2086316C1 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 1999 |
|
RU2180873C2 |
| US 4537055 А 27.08.1985 | |||
| Устройство для прерывания резервированной вычислительной системы | 1984 |
|
SU1218385A1 |

