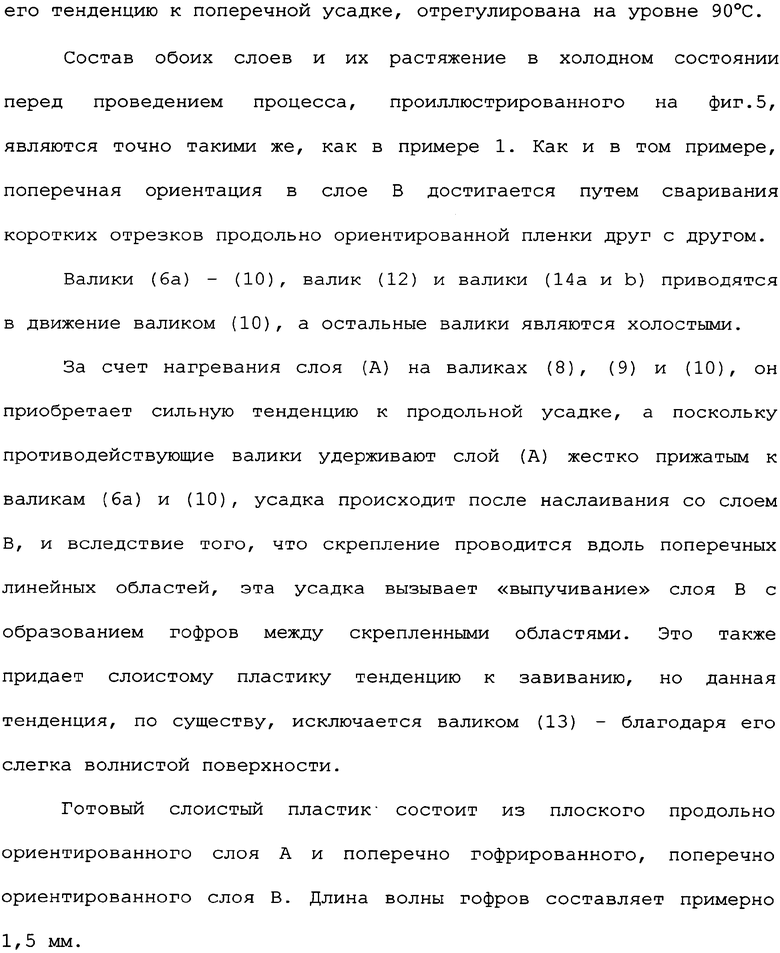
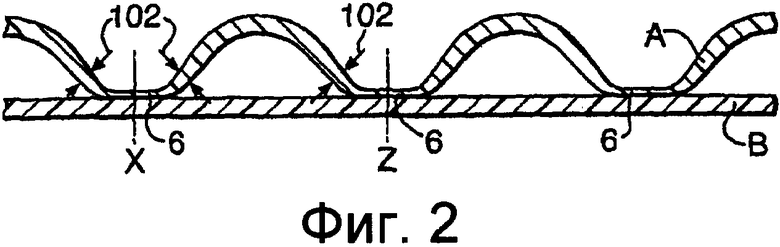
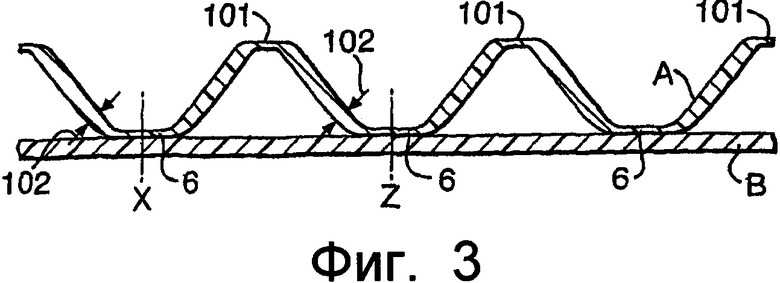
Изобретение относится к гибкому слоистому пластику из пленок термопластичного полимерного материала. Слоистый пластик содержит однопленочный или многопленочный слой А и еще один однопленочный или многопленочный слой В, причем оба они состоят в основном из ориентируемого термопластичного полимерного материала, при этом слой А имеет гофрированную конфигурацию, а слой В на первой стороне скреплен клеем в зонах скрепления с гребнями на первой стороне слоя А, причем слой В также имеет гофрированную конфигурацию, направление гофров в слое В образует угол в основном от 30° до 90° включительно с направлением гофров слоя А. Упомянутые зоны скрепления находятся на гребнях первой стороны слоя В для достижения точечного скрепления с гребнями на первой стороне слоя А, длины волн гофров в слое А и/или слое В не превышают 5 мм, и длины волн гофров в обоих слоях А и В меньше 10 мм. Изобретение позволяет получить материал с высоким пределом текучести и пределом прочности при растяжении. 8 н. и 97 з.п. ф-лы, 15 ил.
1. Слоистый пластик, содержащий однопленочный или многопленочный слой (А) и еще один однопленочный или многопленочный слой (В), причем оба они состоят в основном из ориентируемого термопластичного полимерного материала, при этом слой А имеет гофрированную конфигурацию, а слой В на первой стороне скреплен клеем посредством термосварки в зонах скрепления с гребнями на первой стороне слоя А, отличающийся тем, что
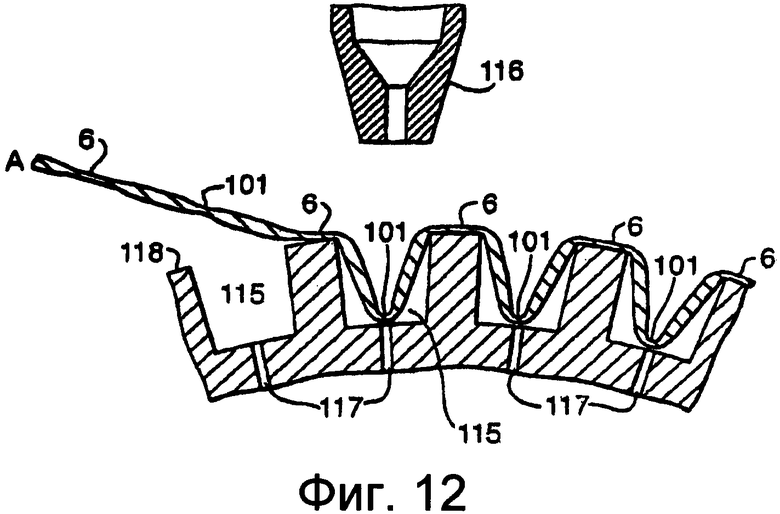
а) слой В также имеет гофрированную конфигурацию, причем направление гофров в слое В образует угол в основном от примерно 30° до 90° включительно с направлением гофров слоя А, а зоны скрепления находятся на гребнях первой стороны слоя В для достижения точечного скрепления с гребнями на первой стороне слоя А, причем
б) скрепление клеем
i) обеспечивает непосредственное скрепление слоя А со слоем В и осуществлено посредством наслаиваемого слоя на слое А и/или слое В,
ii) осуществлено посредством отдельной тонкой скрепляющей пленки, или
iii) посредством пористого полотна, приспособленного для скрепления, а
в) длины волн гофров в слое А и/или слое В не превышают 5 мм, при этом длины волн гофров в обоих слоях А и В меньше 10 мм.
2. Слоистый пластик по п.1, отличающийся тем, что либо толщина каждого из упомянутых слоев является в основном одинаковой в скрепленных и не скрепленных зонах, либо, по меньшей мере, один из слоев имеет первые находящиеся в твердом состоянии утоненные зоны, расположенные параллельно направлению гофров, причем каждая зона скрепления в основном находится в пределах такой первой утоненной зоны, при этом каждая первая утоненная зона ограничена положениями, в которых толщина является средним значением между минимальной толщиной этого слоя в пределах первой утоненной зоны и максимальной толщиной в пределах соседней не скрепленной зоны.3. Слоистый пластик по п.1 или 2, отличающийся тем, что длина волны гофров в каждом из двух слоев не превышает 4 мм, предпочтительно - не превышает 3 мм, а еще более предпочтительно - не превышает 2 мм.4. Слоистый пластик по п.1 или 2, отличающийся тем, что криволинейный участок гофра в каждом из двух слоев в среднем, по меньшей мере, на 5%, а предпочтительно - по меньшей мере, на 10% длиннее, чем линейная длина волны, при этом криволинейный отрезок является отрезком кривой, проведенной через поперечное сечение полной волны гофра, включающее в себя зону скрепления, причем эта кривая расположена посредине между двумя поверхностями слоя.5. Слоистый пластик по п.4, отличающийся тем, что, по меньшей мере, в одном из упомянутых слоев упомянутое среднее значение составляет, по меньшей мере, 15%.6. Слоистый пластик по п.1 или 2, отличающийся тем, что ширина каждой зоны скрепления, по меньшей мере, в одном из двух слоев составляет не менее 15%, предпочтительно - не менее 20%, а еще более предпочтительно - не менее 30% длины волны гофров.7. Слоистый пластик по п.1 или 2, отличающийся тем, что гофры, по меньшей мере, в одном из двух слоев сформированы равномерно и расположены в основном в прямолинейной форме.8. Слоистый пластик по п.1 или 2, отличающийся тем, что гофры, по меньшей мере, в одном из двух слоев, проходя главным образом вдоль одного направления, выполнены криволинейными или зигзагообразными и/или разветвляющимися.9. Слоистый пластик по п.1 или 2, отличающийся тем, что гофры, по меньшей мере, в одном из двух слоев, проходя главным образом вдоль одного направления, имеют такую форму, что получается рисунок, дающий визуальный эффект, позволяющий изобразить название, текст, логотип или нечто подобное.10. Слоистый пластик по п.1 или 2, отличающийся тем, что, по меньшей мере, один из слоев имеет металлический или радужный глянец, или оба слоя имеют заданные разные цвета.11. Слоистый пластик по п.1 или 2, отличающийся тем, что главное направление, в котором расположены гофры слоя А, в основном, по существу, перпендикулярно главному направлению, в котором расположены гофры слоя В.12. Слоистый пластик по п.1 или 2, отличающийся тем, что одно из упомянутых двух главных направлений совпадает с направлением подачи в машине при наслаивании.13. Слоистый пластик по п.1 или 2, отличающийся тем, что слой А снаружи его первых утоненных зон, если такие зоны присутствуют, молекулярно ориентирован главным образом в направлении, параллельном направлению его гофров, или в направлении, близком к последнему, как определено испытаниями на усадку.14. Слоистый пластик по п.13, отличающийся тем, что слой В также молекулярно ориентирован, а ориентация слоя В снаружи его первых утоненных зон, если такие зоны присутствуют, выражена сильнее, чем средняя ориентация слоя А в том же направлении снаружи его первых утоненных зон, если такие зоны присутствуют, причем возможность наблюдения обеих упомянутых ориентаций обеспечивается испытаниями на усадку.15. Слоистый пластик по п.13, отличающийся тем, что натяжение текучести в слое А в направлении, параллельном его гофрам, и/или натяжение текучести в слое B в направлении, параллельном его гофрам, - с учетом того, что оба эти направления относятся к поперечному сечению соответствующего слоя и определяются в не скрепленных узких полосах при скорости растяжения 500%·мин-1, - составляет не менее 30 МПа, предпочтительно - не менее 50 МПа, а еще более предпочтительно - не менее 75 МПа.16. Слоистый пластик по п.13, отличающийся тем, что слой В имеет меньший модуль упругости, чем слой А, когда оба эти модуля измеряют в направлении, перпендикулярном направлению гофров слоя А.17. Слоистый пластик по п.13, отличающийся тем, что материал слоя В и длина гофров слоя А выбраны так, что за счет растяжения слоистого пластика перпендикулярно направлению гофров слоя А до точки, в которой волны слоя А исчезают, слой В оказывается по-прежнему не испытывающим никакой значительной пластической деформации, при этом слой В предпочтительно содержит термопластичный эластомер.18. Слоистый пластик по п.13, отличающийся тем, что слой В снаружи его первых утоненных зон, если такие зоны присутствуют, имеет главное направление молекулярной ориентации, параллельное направлению гофров или проходящее в направлении, близком к последнему, что определяется посредством испытаний на усадку.19. Слоистый пластик по п.13, отличающийся тем, что слой А состоит из нескольких пленок, а упомянутое главное направление молекулярной ориентации получается в результате разных одноосных и двухосных ориентации в упомянутых пленках, которые - по выбору - имеют взаимно различные направления.20. Слоистый пластик по п.18, отличающийся тем, что слой В состоит из нескольких пленок, а упомянутое главное направление ориентации получено в результате разных одноосных и двухосных ориентации в упомянутых пленках, которые - по выбору - имеют взаимно различные направления.21. Слоистый пластик по п.2, отличающийся тем, что первые утоненные зоны присутствуют, по меньшей мере, в одном из двух слоев, причем если такие зоны утоненного слоя выходят в своем поперечном направлении за соответствующие зоны скрепления в не скрепленные зоны этого слоя, то продолжения в пределах каждой не скрепленной зоны ограничены суммарной шириной, которая оставляет более половины, а предпочтительно - не менее 70% ширины этой не скрепленной зоны, не принадлежащей никакой первой утоненной зоне, причем эти ширины являются расстояниями, измеренными вдоль криволинейных поверхностей.22. Слоистый пластик по п.2, отличающийся тем, что первые утоненные зоны присутствуют, по меньшей мере, в одном из слоев, при этом зоны скрепления в основном совпадают с первыми утоненными зонами.23. Слоистый пластик по п.2, отличающийся тем, что первые утоненные зоны присутствуют, по меньшей мере, в одном из двух слоев, при этом пластик имеет вторые, находящиеся в твердом состоянии, утоненные зоны между соседними первыми утоненными зонами в каждой паре, причем вторые утоненные зоны являются более узкими, чем первые утоненные зоны, и находятся на не скрепленных гребнях соответствующего слоя.24. Слоистый пластик по п.2, отличающийся тем, что, по меньшей мере, в одном из двух слоев присутствуют находящиеся в твердом состоянии утоненные зоны, причем первые утоненные зоны слоя утонены таким образом, что минимальная толщина в такой зоне составляет менее 75% максимальной толщины слоя в не скрепленной зоне, предпочтительно - менее 50%, а более предпочтительно - менее 30% этой максимальной толщины.25. Слоистый пластик по п.1 или 2, отличающийся тем, что слои А и В состоят из материала, который является ориентируемым при комнатной температуре, и они предпочтительно состоят в основном из полиолефина.26. Слоистый пластик по п.1 или 2, отличающийся тем, что точечное скрепление между слоями А и В осуществлено посредством поверхностного слоя с более низкой температурой плавления, который сформирован, по меньшей мере, на одном из упомянутых слоев в процессе совместной экструзии.27. Слоистый пластик по п.1 или 2, отличающийся тем, что, по меньшей мере, один из слоев содержит барьерную пленку, например, для защиты от кислорода или других газообразных веществ.28. Слоистый пластик по п.1 или 2, отличающийся тем, что, по меньшей мере, некоторые из гофров в одном или обоих слоях сплющены на некоторых интервалах, и предпочтительно скреплены одни поверх других по всей ширине в сплющенных местах, для образования двумя матрицами гофр заделанных карманов.29. Слоистый пластик по п.28, отличающийся тем, что сплющенные участки ряда соседних гофров или всех гофров выполнены в виде матрицы.30. Слоистый пластик по п.1 или 2, отличающийся тем, что за счет выбора полимерного материала или за счет введенного наполнителя или за счет ориентации, модуль упругости, Е, по меньшей мере, в одном из слоев, измеренный в не скрепленной зоне слоя в направлении, параллельном гофру, в среднем по не скрепленной зоне составляет не менее 700 МПа, а предпочтительно - не менее 1000 МПа.31. Слоистый пластик по п.1 или 2, отличающийся тем, что, по меньшей мере, некоторые из каналов, образованные гофрами в слоях А и В и с возможностью образования карманов, содержат наполнитель в виде твердых частиц, волокон, нитей или жидкости.32. Слоистый пластик по п.31, отличающийся тем, что упомянутый материал является защитным материалом для товаров, предназначенных для упаковки в гибком слоистом пластике или для защиты с его помощью, а предпочтительно является поглотителем кислорода или поглотителем этилена, биоцидом, таким, как фунгицид или бактериоцид, ингибитором коррозии или огнегасящим материалом, по выбору имеющим перфорационные микроотверстия, проделанные в гофрах для усиления эффекта защитного материала.33. Слоистый пластик по п.1 или 2, отличающийся тем, что оба слоя А и В снабжены совокупностью перфорационных отверстий, причем эти перфорационные отверстия не достигают областей скрепления, а перфорационные отверстия в слое А смещены относительно перфорационных отверстий в слое В таким образом, что газу или жидкости при прохождении сквозь слоистый пластик приходится преодолевать некоторое расстояние сквозь гофры в основном параллельно главным поверхностям слоистого пластика, при этом каналы, образованные гофрами, выполнены с возможностью формирования карманов.34. Слоистый пластик по п.33, отличающийся тем, что каналы или карманы содержат наполнитель, приспособленный для воздействия в качестве фильтрующего материала, отбирающего взвешенные частицы из текучей среды, проходящей через каналы или карманы, или поглощающего либо ионообменного материала, поглощающего или осуществляющего ионный обмен в веществе, растворенном в такой текучей среде, причем упомянутый наполнитель по выбору сформирован из волокон или из нитей.35. Слоистый пластик по п.33, в котором за счет выбора гидрофобных свойств, по меньшей мере, внутренних поверхностей каналов или карманов, образованных гофрами, и за счет выбранных малых промежутков каналов или карманов и выбора расстояний между смещенными относительно друг друга перфорационными отверстиями, в слоях А и В достигнут желаемый баланс между давлением, необходимым для протекания воды сквозь слоистый пластик, и способностью слоистого пластика обеспечивать прохождение через него воздуха и паров.36. Слоистый пластик по п.33, отличающийся тем, что на участках волокнистой пленки имеется ворс, выступающий из границ перфорационных отверстий, по меньшей мере, на одной поверхности слоистого пластика.37. Слоистый пластик по п.35, используемый в качестве листа основы медицинского материала, предпочтительно - пеленки или простыни для укрывания пациента во время хирургического вмешательства.38. Слоистый пластик по п.35, используемый для изоляции зданий.39. Слоистый пластик по п.33, используемый в качестве геотекстильного материала, обеспечивающий пропускание воды, но задерживающий мелкие частицы.40. Мешок, изготовленный из слоистого пластика по п.1 или 2, отличающийся тем, что гофры на одной из двух главных поверхностей мешка в основном перпендикулярны гофрам на другой главной поверхности мешка.41. Способ производства слоистого пластика, содержащего первый однопленочный или многопленочный слой со вторым однопленочным или многопленочным слоем, причем оба они состоят в основном из ориентируемого термопластичного полимерного материала, при этом первый слой имеет волнистую конфигурацию гофров, а второй слой на первой стороне скреплен клеем в зонах скрепления с гребнями на первой стороне слоя А, при этом волнистую структуру гофров первого слоя формируют также с использованием желобчатого валика, а скрепление со вторым слоем проводят с приложением тепла и давления и тоже с использованием желобчатого валика, отличающийся тем, чтоа) второму слою также придают волнистую конфигурацию, вследствие чего при использовании, по меньшей мере, одного желобчатого валика направление гофров второго слоя оказывается проходящим под углом к направлению гофров первого слоя, а зоны скрепления получаются на гребнях первой стороны второго слоя, что обеспечивает точечное скрепление с гребнями на первой стороне первого слоя, при этом
б) скрепление клеем
i) обеспечивает непосредственное скрепление первого слоя со вторым слоем через посредство наслаиваемого слоя, по меньшей мере, на одном из этих слоев,
ii) осуществляется посредством отдельной тонкой скрепляющей пленки, или
iii) осуществляется посредством пористого полотна, приспособленного для скрепления, а
в) длины волн гофров в обоих слоях не превышают 10 мм, и длины волн гофров, по меньшей мере, в одном из слоев не превышают 5 мм.
42. Способ по п.41, отличающийся тем, что пленки, образующие, по меньшей мере, один из двух слоев, получают посредством совместной экструзии, в процессе которой осуществляют совместную экструзию поверхностного слоя с меньшей температурой плавления для обеспечения наслаивания любого расплава основного тела упомянутых слоев.43. Способ по п.41 или 42, отличающийся тем, что упомянутые два слоя состоят из материала, который является ориентируемым при комнатной температуре, причем они предпочтительно состоят в основном из полиолефина.44. Способ по п.41 или 42, отличающийся тем, что перед процессом скрепления, по меньшей мере, один из упомянутых слоев подвергают растяжению в твердом состоянии в узких зонах для формирования первых утоненных зон, которые параллельны выбранному направлению гофров в слое, причем растяжение осуществляют в основном перпендикулярно упомянутому направлению и проводят между желобчатыми валиками набора желобчатых валиков, которые оба отличаются от желобчатого валика для наслаивания, при этом координируют желобчатый валик для наслаивания с упомянутым набором желобчатых валиков для растяжения таким образом, что каждая зона скрепления становится расположенной в основном в пределах первой утоненной зоны.45. Способ по п.44, отличающийся тем, что перед формированием первой утоненной зоны или после него еще один набор желобчатых валиков создает вторые утоненные зоны, которые представляют собой еще один ряд находящихся в твердом состоянии ориентированных узких зон в том же слое, параллельны первым утоненным зонам и являются более узкими, чем они, при этом желобчатые валики, которые создают вторые утоненные зоны, координируют с желобчатыми валиками, которые создают первые утоненные зоны, таким образом, что каждая вторая утоненная зона оказывается расположенной посредине между двумя соседними первыми утоненными зонами.46. Способ по п.44, в котором наслаиваемый слой нагревают до температуры наслаивания посредством нагревания противоположной стороны слоя, причем температура наслаивающего валика и толщина пленки в первых утоненных зонах таковы, что обеспечивают достижение наслаиваемым слоем упомянутой температуры наслаивания, сохраняя толщину слоя вне утоненной зоны, которая находится в контакте с гребнями желобчатого наслаивающего валика, такой, что наслаиваемый слой вне утоненной зоны не достигает своей температуры наслаивания, и при этом первые утоненные зоны и зоны скрепления становятся в основном совпадающими.47. Способ по п.41 или 42, отличающийся тем, что шаг желобчатого валика, который осуществляет наслаивание на гребни, составляет самое большее 3,0 мм, предпочтительно - не превышает 2,0, а еще более предпочтительно - не превышает 1,5 мм.48. Способ по п.41 или 42, отличающийся тем, что перед формированием волнистой структуры гофров и в случае использования способов по пп.44-46, а также перед формированием утоненных зон, придают пленке или пленкам, составляющей или составляющим один из слоев, ориентацию в одном или двух направлениях, при этом результирующее главное направление в таком слое оказывается, по существу, направлением, которое выбирают в качестве направления гофров этого слоя.49. Способ по п.41 или 42, отличающийся тем, что, по меньшей мере, часть глубины каждого гофра, по меньшей мере, в одном из двух слоев получается после наслаивания посредством термической усадки другого слоя в направлении, по существу, перпендикулярном предварительно заданному направлению таких гофров.50. Способ по п.44, отличающийся тем, что осуществляют формирование подходящей отличающейся полосы первой утоненной зоны, по меньшей мере, частично путем доведения гребней на желобчатом растягивающем валике, предназначенном для создания полос, до температуры, которая выше, чем температура на гребнях на другом желобчатом растягивающем валике, и/или путем придания гребням на желобчатом растягивающем валике, предназначенном для создания полос, радиуса кривизны, который меньше, чем радиус кривизны гребней на сопрягаемом желобчатом растягивающем валике.51. Способ по п.41 или 42, отличающийся тем, что структура гофров в одном из слоев выполнена, по существу, в направлении подачи в машине в процессе в основном поперечной ориентации путем проведения слоя перед наслаиванием через набор взаимно сцепленных валиков, имеющих привод, причем желоба на этих валиках являются круговыми или спиральными и образуют угол, по меньшей мере, 60° с осью валика.52. Способ по п.51, отличающийся тем, что этот слой непосредственно после его схода с последнего из желобчатых растягивающих и гофрирующих валиков пропускают на желобчатый наслаивающий валик, причем эти два желобчатых валика находятся в непосредственной близости друг к другу и имеют одинаковый шаг, если измерять его при одинаковой рабочей температуре, и взаимно отрегулированы в осевом направлении для выравнивания желобов.53. Способ по п.51, отличающийся тем, что этот слой после его схода с последнего из желобчатых растягивающих и гофрирующих валиков пропускают на желобчатый наслаивающий валик через один из ряда нагретых желобчатых передаточных валиков, причем желобчатые валики в этом ряду начинаются желобчатыми растягивающими валиками и заканчиваются желобчатым наслаивающим валиком, а каждый из них находится в непосредственной близости к соседнему или соседним, при этом каждый из желобчатых валиков в ряду имеет один и тот же шаг, если измерять его при их соответствующей рабочей температуре, и они взаимно отрегулированы в осевом направлении для выравнивания желобов.54. Способ по п.41 или 42, отличающийся тем, что каждый желобчатый валик, используемый для формирования гофров в одном из слоев, и каждый желобчатый валик, используемый для формирования первых утоненных зон в этом слое по п.44, если такие зоны создают, и каждый желобчатый валик, используемый для формирования вторых утоненных зон по п.45, если такие зоны формируют в этом слое, и желобчатый валик, по которому слой следует перед наслаиванием и во время него, если такой валик используют, являются валиками, в которых желоба, по существу, параллельны оси валика, причем предусмотрены средства для удержания гофров упомянутого слоя в соответствующих желобах во время прохождения от положения, где формируют гофры, до положения, в котором происходит наслаивание, причем удерживающие средства выполнены с возможностью предотвращать фрикционное истирание на слое во время упомянутого прохождения.55. Способ по п.54, отличающийся тем, что гофры в этом слое формируют путем использования струи воздуха или поперечного ряда струй воздуха, направляющей или направляющих слой А в желоба на формирующем валике.56. Способ по п.54, отличающийся тем, что первые утоненные зоны формируют по п.44 посредством желобчатых валиков, действующих при соблюдении координации с желобчатым валиком, используемым для наслаивания, а упомянутая координация заключается в автоматическом точном регулировании относительных скоростей между валиками.57. Способ по п.56, отличающийся тем, что вторые утоненные зоны формируют по п.45 посредством желобчатых валиков, действующих при соблюдении координации с желобчатыми валиками, используемыми для создания первых утоненных зон, а упомянутая координация заключается в автоматическом точном регулировании относительных скоростей между валиками.58. Способ по п.41 или 42, отличающийся тем, что после наслаивания, по меньшей мере, один из гофров в каждом слое сплющивают в местах, расположенных через некоторые интервалы, предпочтительно - под воздействием тепла и давления, достаточных для скрепления слоев друг с другом в упомянутых местах, так что эти две матрицы гофров вместе образуют заделанные карманы.59. Способ по п.56, отличающийся тем, что, по меньшей мере, некоторую часть операции сплющивания проводят с использованием стержней или зубцов, продольное направление которых проходит в основном в направлении подачи в машине и/или в направлении, поперечном этому.60. Способ по п.41 или 42, отличающийся тем, что, поменьшей мере, некоторые из каналов, образованные двумя матрицами гофров, заполняют веществом в виде жидкости, волокон или нитей, причем это заполнение осуществляют перед наслаиванием или во время него.
61. Способ по п.60, отличающийся тем, что после заполнения заполненные каналы заделывают через интервалы посредством приложения давления и тепла для формирования заполненных карманов.62. Способ по п.60, отличающийся тем, что перед этапом заполнения, одновременно с ним или после него проделывают перфорационные отверстия в слоистом пластике, по меньшей мере, на одной стороне для рассеивания наполнителя или его части в окружающую среду или обеспечивая прохождение воздуха или жидкости сквозь наполнитель.63. Способ по п.41 или 42, отличающийся тем, что проделывают множество перфорационных отверстий в первом и во втором слое, но ограничивают их зонами, где оба слоя не скреплены друг с другом, при этом перфорационные отверстия в первом слое смещают от перфорационных отверстий во втором слое для обеспечения принудительного прохождения воздуха или жидкости, который или которая проходит сквозь слоистый пластик, на расстояние по одному или более каналов.64. Способ по п.41 или 42, отличающийся тем, что на одном технологическом этапе проплавляют множество отверстий в первом, но не во втором слое, или во втором, но не в первом слое, причем эти отверстия формируют путем введения гофров первого слоя и второго слоя в контакт с выступающими частями поверхности горячего валика, которые перемещаются, по существу, с той же скоростью, что и слоистый пластик.65. Способ по п.64, отличающийся тем, что упомянутые отверстия формируют путем введения гофров второго слоя в контакт с выступающими, предпочтительно острыми частями поверхности горячего валика, которые перемещаются, по существу, с той же скоростью, что и слоистый пластик, при этом теплоизолирующий материал предотвращает контакт гофров с выступающими поверхностями упомянутого валика, а слоистый пластик предпочтительно прижимают к выступающим частям посредством струй воздуха.66. Способ по п.64, отличающийся тем, что вытягивают выступающий ворс участков волокнистой пленки из расплавленных окружающих участков отверстий посредством продувки воздуха между слоистым пластиком и горячим валиком, когда слоистый пластик покидает этот валик.67. Способ производства слоистого пластика, содержащего первый слой со вторым слоем, причем оба они состоят в основном из ориентируемого термопластичного полимерного материала, а каждый из них имеет одну поверхность, содержащую наслаиваемый слой, при этом предусматривается непрерывная подача первого и второго слоев обращенными друг к другу, при непосредственном контакте наслаиваемых слоев друг с другом, между наслаивающими валиками пары наслаивающих валиков, между которыми прикладывают тепло и давление, вследствие чего наслаиваемые слои слипаются друг с другом, при этом второй слой ориентируют главным образом в основном поперек направления подачи в машине и в основном не подвергают усадке в твердом состоянии в направлении, поперечном его ориентации, а первый слой при подаче на наслаивающие валики подвергают термической усадке главным образом в направлении усадки, которое в основном параллельно направлению подачи в машине, причем наслаивающие валики прикладывают тепло и давление в зонах сцепления, расположенных в виде непрерывных или прерывистых прямых линий в направлении, которое в основном перпендикулярно направлению усадки, а после наслаивания первый слой подвергают усадке в твердом или полутвердом состоянии в направлении усадки, тогда как второй слой плющат, при этом его гофры проходят перпендикулярно направлению усадки и имеют длину волны, составляющую самое большее примерно 5 мм.68. Способ производства слоистого пластика, содержащего первый слой со вторым слоем, причем оба они состоят в основном из ориентируемого термопластичного полимерного материала, а каждый из них имеет одну поверхность, содержащую наслаиваемый слой, при этом осуществляют непрерывную подачу первого и второго слоев обращенными друг к другу, при непосредственном контакте наслаиваемых слоев друг с другом, между наслаивающими устройствами набора наслаивающих устройств, между которыми прикладывают тепло и давление, вследствие чего наслаиваемые слои слипаются друг с другом, при этом второй слой ориентируют главным образом поперек направления подачи в машине и в основном не подвергают усадке в твердом состоянии в направлении, поперечном его ориентации, и перед наслаивающими валиками сегментно растягивают в направлении его подачи в машине, чтобы внести первые утоненные зоны, перпендикулярные направлению подачи в машине, а первый слой при подаче на наслаивающие валики подвергают термической усадке главным образом в направлении усадки, которое в основном параллельно направлению подачи в машине, причем наслаивающие устройства содержат на стороне, обращенной ко второму слою, нагретый «чистый» валик или нагретую пористую планку, выполненный или выполненную с возможностью создания пленки горячего воздуха для прижима слоев к противолежащему наслаивающему устройству, выполненному в виде либо валика, либо аналогичной планки, при этом скорость машины и температуры валиков приспособлены к нагреванию наслаиваемого слоя в упомянутых первых утоненных зонах до температуры наслаивания, но не для нагревания наслаиваемого слоя в соседних не утоненных зонах до температуры наслаивания, вследствие чего скрепление происходит только в утоненных зонах, а после наслаивания осуществляют усадку первого слоя в твердом или полутвердом состоянии в упомянутом направлении усадки, вследствие чего второй слой становится гофрированным, а его гофры - проходящими перпендикулярно упомянутому направлению усадки и имеющими длину волны самое большее примерно 5 мм.69. Способ по п.67, в котором длина волны составляет самое большее примерно 5 мм.70. Способ по п.68, в котором длина волны составляет самое большее примерно 5 мм.71. Способ по п.67, в котором первый слой поддерживают, по существу, плоским в течение всего процесса изготовления.72. Способ по п.68, в котором первый слой поддерживают, по существу, плоским в течение всего процесса изготовления.73. Способ по п.67, в котором в первом слое создают волны перед наслаиванием, причем длина волны составляет самое большее примерно 3 мм, а зоны наслаивания находятся на гребнях на одной стороне волнистого первого слоя.74. Способ по п.67, в котором за счет использования снимающего валика (13) с несколько волнистой поверхностью создают в слоистом пластике на всем его протяжении продольные волны для исключения тенденции к завиванию вокруг его поперечного направления.75. Способ по п.68, в котором за счет использования снимающего валика (13) с несколько волнистой поверхностью создают в слоистом пластике на всем его протяжении продольные волны для исключения тенденции к завиванию вокруг его поперечного направления.76. Способ по п.67, в котором упомянутые прямые линии являются прерывистыми, при этом разрывы в соседних линиях выровнены в направлении усадки.77. Установка для производства слоистых пластиков, содержащая желобчатый валик для гофрирования первого слоя термопластичного полимерного материала, желобчатый валик для гофрирования второго слоя термопластичного полимерного материала, средства для направления первого и второго слоев от их соответствующих желобчатых валиков к станции наслаивания, при таком расположении слоев, что они обращены друг к другу и находятся в контакте друг с другом, а гофры первого слоя направлены в основном под углом к гофрам второго слоя, при этом станция наслаивания содержит желобчатые наслаивающие валики, прикладывающие тепло и давление между слоями для скрепления слоев друг с другом на гребнях гофров второго слоя для формирования слоистого пластика, причем желобчатые гофрирующие валики и желобчатые наслаивающие валики имеют такие шаги желобов, что каждый слой в слоистом пластике имеет гофры с длиной волны менее 10 мм, а гофры, по меньшей мере, одного из слоев имеют длину волны, не превышающую 5 мм.78. Установка по п.77, содержащая первый набор желобчатых растягивающих валиков, расположенный в технологической цепочке перед наслаивающей станцией, предназначенный, по меньшей мере, для одного из слоев и растягивающий материал соответствующего слоя в твердом состоянии и в направлении, в основном перпендикулярном гофрам, для формирования первых утоненных зон, при этом желобчатые гофрирующие валики, желобчатые растягивающие валики и желобчатые наслаивающие валики скоординированы таким образом, что первые утоненные зоны становятся вершинами гофров, а зоны скрепления находятся главным образом в пределах первых утоненных зон.79. Установка по п.78, содержащая между упомянутыми желобчатыми растягивающими валиками и наслаивающей станцией второй набор желобчатых растягивающих валиков, растягивающий материал упомянутого слоя в твердом состоянии и в направлении, в основном перпендикулярном гофрам, для формирования вторых утоненных зон, расположенных параллельно первым утоненным зонам и расположенных между ними, а также более узких, чем упомянутые первые утоненные зоны, вследствие чего вторые утоненные зоны становятся впадинами гофров.80. Установка по п.78 или 79, в которой гребни желобов наслаивающего валика шире, чем первая утоненная зона, и в которой сторона слоя, противоположная поверхности, находящейся в контакте с другим слоем, нагревается на станции наслаивания, предпочтительно - путем подвода тепла внутрь желобчатого наслаивающего валика.81. Установка по п.77 или 78, в которой желоба в валиках выполнены таким образом, что гофры в обоих слоях в основном взаимно перпендикулярны, причем гофры в первом слое предпочтительно, по существу, параллельны направлению подачи в машине.82. Установка по п.81, содержащая в технологической цепочке перед гофрирующими валиками, по меньшей мере, для одного из слоев станцию ориентации для придания упомянутому слою одноосной или несбалансированной двухосной ориентации, при этом главное направление ориентации в основном параллельно направлению гофров.83. Установка по п.78, в которой желобчатые растягивающие валики состоят из набора взаимно сцепленных желобчатых валиков, имеющих привод, причем желоба на этих валиках являются круговыми или спиральными и образуют угол, по меньшей мере, 60° с осью соответствующего валика.84. Установка по п.83, в которой последний из желобчатых растягивающих валиков находится в непосредственной близости к желобчатому наслаивающему валику, а желоба каждого из них имеют один и тот же шаг при рабочей температуре установки и выровнены.85. Установка по п.83, которая содержит один нагретый желобчатый передаточный валик или ряд нагретых желобчатых передаточных валиков, находящийся между последним из желобчатых растягивающих валиков и желобчатым наслаивающим валиком, причем соседние валики расположены близко друг к другу, а желоба растягивающих, передаточных и наслаивающего валиков имеют один и тот же шаг при рабочей температуре установки и выровнены друг с другом.86. Установка по п.77 или 78, в которой желобчатый гофрирующий валик для одного из слоев имеет желоба, расположенные, по существу, параллельно оси валика, причем предусмотрено средство, обеспечивающее удержание, по существу, без трения, предназначенное для удержания гофров соответствующего слоя в упомянутых желобах.87. Установка по п.86, в которой средство, обеспечивающее удержание без трения, предусматривает обеспечение разности давлений воздуха между противоположными сторонами слоя в желобе.88. Установка по п.77 или 78, в которой в технологической цепочке после желобчатого наслаивающего валика на станции наслаивания имеется станция сплющивания гофров, на которой, по меньшей мере, некоторые из гофров в каждом слое плющатся, а слои скрепляются друг с другом под воздействием нагрева или давления для формирования заделанных карманов.89. Установка по п.88, в которой станция сплющивания гофров содержит планки и/или зубцы, проходящие в основном в направлении подачи в машине или в поперечном ему направлении, и противодействующие валики, планки или зубцы, на которые осуществляется опора.90. Установка по п.77 или 78, содержащая средство заполнения гофров, предназначенное для заполнения гофров одного или обоих слоев материалом в виде твердых частиц, волокон или жидкости перед обработкой на станции наслаивания или во время этой обработки.91. Установка по п.77 или 78, содержащая перфорирующие средства для прорезания или проплавления отверстий в гофры одного или обоих слоев в не скрепленных зонах.92. Установка по п.91, в которой перфорирующие средства содержат перфорирующий валик с приводом, имеющий средства в виде нагретых выступов, которые контактируют с материалом в гофрах соответствующего слоя и плавят этот материал.93. Установка по п.91, дополнительно содержащая воздуховыпускные отверстия для направления воздуха к слою, когда материал, окружающий перфорационные отверстия, плавится.94. Установка по п.92, в которой направление гофров слоя с возможностью контакта с упомянутыми выступами обеспечивается посредством струй воздуха, направляемых к поверхности слоя, противоположной той, с которой находится перфорирующий валик.95. Установка для производства слоистых пластиков, содержащая желобчатый валик для гофрирования первого слоя подверженного термической усадке термопластичного полимерного материала, имеющего главное направление термической усадки, параллельное направлению гофров, средства для непрерывного направления гофрированного первого слоя и второго слоя термопластичного материала к станции наслаивания, причем станция наслаивания содержит наслаивающие валики, между которыми прикладываются тепло и давление в зонах наслаивания между гребнями гофров гофрированного первого слоя и вторым слоем, вследствие чего формируются зоны скрепления, проходящие в виде непрерывных или прерывистых прямых линий вдоль гребней гофров, на которых слои скрепляются друг с другом, при этом установка дополнительно содержит станцию термической усадки, на которой первый слой в скрепленном продукте нагревается до температуры термической усадки и обеспечивается его усадка, при этом зоны скрепления адаптируются для предоставления второму слою возможности стать гофрированным после термической усадки первого слоя, а длина волны гофров составляет менее 5 мм.96. Установка по п.95, в которой второй слой подается на станцию наслаивания в виде, по существу, планарного полотна.97. Установка по п.95 или 96, в которой станция наслаивания содержит пару желобчатых валиков, между которыми прикладываются тепло и давление для наслаивания, причем желоба наслаивающего валика, находящиеся в контакте с первым слоем, параллельны желобам гофрирующего валика для первого слоя и в рабочих условиях имеют тот же шаг, а желоба наслаивающего валика, находящиеся в контакте со вторым слоем, расположены под углом к упомянутым желобам, а предпочтительно - по существу, перпендикулярны им.98. Установка по п.95 или 96, в которой станция наслаивания содержит желобчатый валик и, по существу, гладкий противодействующий валик, между которыми прикладываются тепло и давление для наслаивания посредством желобчатого наслаивающего валика, находящегося в контакте с первым слоем, причем желоба желобчатого наслаивающего валика параллельны желобам гофрирующего валика для первого слоя и в рабочих условиях имеют тот же шаг.99. Установка по п.98, которая содержит станцию растяжения для второго слоя, на которой второй слой подвергается сегментному растяжению в твердом состоянии для получения первых утоненных зон, проходящих в направлении под углом к направлению гофров первого слоя, а предпочтительно - перпендикулярно ему, при этом упомянутый, по существу, гладкий наслаивающий валик нагрет до температуры, которая обеспечивает нагревание противоположной поверхности второго слоя в первых утоненных зонах до температуры наслаивания, тогда как соседние области не достигают этой температуры.100. Установка по п.77 или 78, в которой площадка на гребне единственного или каждого желобчатого наслаивающего валика составляет, по меньшей мере, 15%, предпочтительно - по меньшей мере, 20%, более предпочтительно - по меньшей мере, 30% шага желобов этого валика.101. Установка по п.95 или 96, в которой площадка на гребне единственного или каждого желобчатого наслаивающего валика составляет, по меньшей мере, 15%, предпочтительно - по меньшей мере, 20%, более предпочтительно - по меньшей мере, 30% шага желобов этого валика.102. Установка для производства слоистых пластиков, содержащая желобчатый валик для гофрирования первого слоя термопластичного полимерного материала, желобчатый валик для гофрирования второго слоя термопластичного полимерного материала, средства для непрерывного направления упомянутых первого и второго слоев от их соответствующих желобчатых валиков между наслаивающими устройствами набора наслаивающих устройств, при этом слои расположены так, что они обращены друг к другу и контактируют друг с другом, а гофры первого слоя в основном направлены под углом к гофрам второго слоя, при этом набор наслаивающих устройств содержит на стороне, обращенной ко второму слою, нагретую пористую планку, а на стороне, обращенной к первому слою, противолежащее наслаивающее устройство, причем упомянутая пористая планка выполнена с возможностью создания пленки горячего воздуха для прижима слоев к противолежащему наслаивающему устройству и скрепления слоев друг с другом на гребнях гофров второго слоя для формирования слоистого пластика, а противолежащее наслаивающее устройство представляет собой валик или пористую планку, при этом желобчатые гофрирующие валики имеют такие шаги желобов, что каждый из слоев в слоистом пластике имеет гофры с длиной волны менее 10 мм, а гофры, по меньшей мере, одного слоя имеют длину волны, не превышающую 5 мм.103. Установка по п.77 или 78, в которой шаг любого желобчатого валика не превышает 4 мм, предпочтительно - не превышает 3 мм, более предпочтительно - не превышает 2 мм.104. Установка по п.95 или 96, в которой шаг любого желобчатого валика не превышает 4 мм, предпочтительно - не превышает 3 мм, более предпочтительно - не превышает 2 мм.105. Установка по п.102, в которой шаг любого желобчатого валика не превышает 4 мм, предпочтительно - не превышает 3 мм, более предпочтительно - не превышает 2 мм.Приоритет по пунктам и признакам:
13.12.2002 по пп. 2-40, 42-45, 47, 48, 50-66, 78-94;13.12.2002 по п.1, кроме признаков «длина волн гофров в слое А и/или слое В не превышают 5 мм, при этом длины волн гофров в обоих слоях А и В меньше 10 мм» и признаков «осуществлено посредством отдельной тонкой скрепляющей пленки, или посредством пористого полотна, приспособленного для скрепления»;28.02.2003 - признаки «длина волн гофров в слое А и/или слое В не превышают 5 мм, при этом длины волн гофров в обоих слоях А и В меньше 10 мм»;26.08.2003 - признаки «осуществлено посредством отдельной тонкой скрепляющей пленки, или посредством пористого полотна, приспособленного для скрепления»;13.02.2002 по п.41, кроме признаков « длины волн гофров в обоих случаях не превышают 10 мм, и длины волн гофров, по меньшей мере, в одном из слоев не превышают 5 мм» и признаков «осуществляется посредством отдельной тонкой скрепляющей пленки или осуществляется посредством пористого полотна, приспособленного для скрепления»;28.02.2003 - признаки « длины волн гофров в обоих случаях не превышают 10 мм, и длины волн гофров, по меньшей мере, в одном из слоев не превышают 5 мм»;26.08.2003 - признаки «осуществляется посредством отдельной тонкой скрепляющей пленки или осуществляется посредством пористого полотна, приспособленного для скрепления»;13.02.2002 по п.77, кроме признаков «каждый слой в слоистом пластике имеет гофры с длиной волны менее 10 мм, а гофры, по меньшей мере, одного из слоев имеют длину волны, не превышающую 5 мм»;28.02.2003 - признаки «каждый слой в слоистом пластике имеет гофры с длиной волны менее 10 мм, а гофры, по меньшей мере, одного из слоев имеют длину волны, не превышающую 5 мм»;26.08.2003 по пп.46,49, 67-76, 95-105.