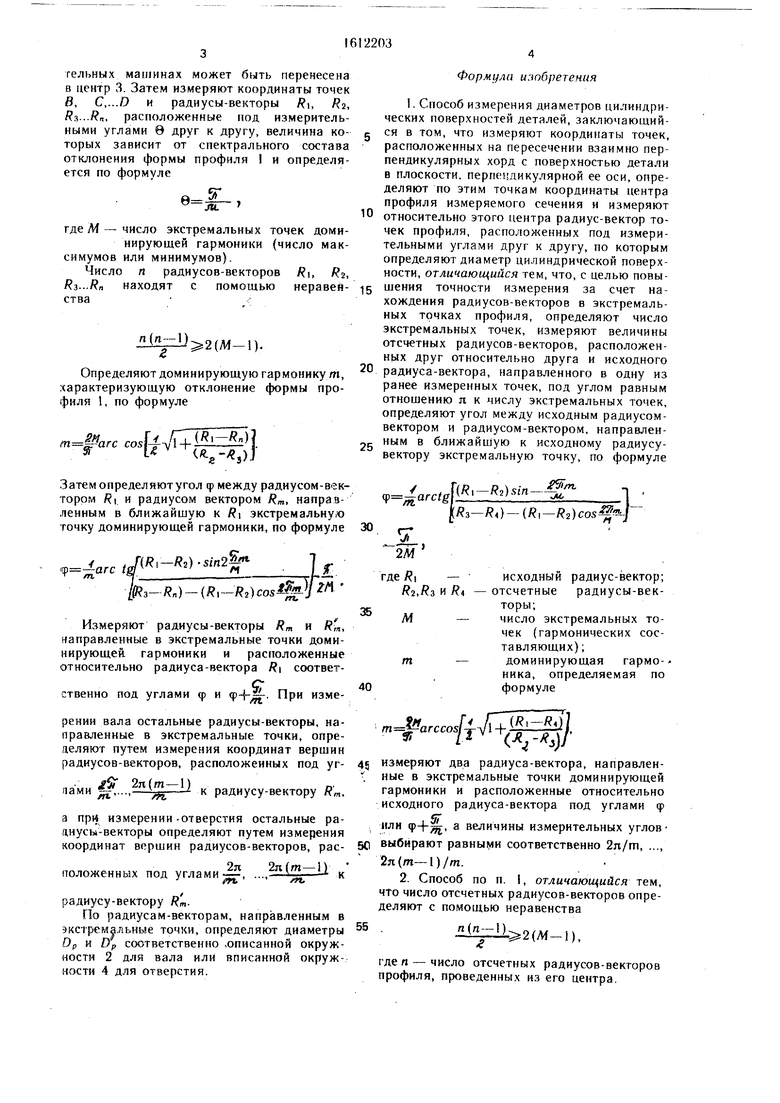
тельных машинах может быть перенесена в центр 3. Затем измеряют координаты точек В, C,...D и радиусы-векторы R, R, R...Rn, расположенные под измерительными углами в друг к другу, величина которых зависит от спектрального состава отклонения формы профиля I и определяется по формуле
в JtL
где М
число экстремальных точек доминирующей гармоники (число максимумов или минимумов).
Число п радиусов-векторов /, , Ri.-.Rn находят с помощью неравенства-:
(М-1).
Определяют доминирующую гармонику т, .характеризующую отклонение формы профиля 1, по формуле
+
ЯГл..)
,).)
Формула и:юбретения
I. Способ измерения диаметров цилиндрических поверхностей деталей, заключающнйСИ в том, что измеряют координаты точек, расположенных на пересечении взаимно перпендикулярных хорд с поверхностью детали в плоскости, перпендикулярной ее оси, определяют по этим точкам координаты центра профиля измеряемого сечения и измеряют
относительно этого центра радиус-вектор точек профиля, расположенных под измерительными углами друг к другу, по которым определяют диаметр цилиндрической поверхности, отличающийся тем, что, с целью повыщения точности измерения за счет нахождения радиусов-векторов в экстремальных точках профиля, определяют число экстремальных точек, измеряют величины отсчетных радиусов-векторов, расположенных друг относительно друга и исходного
радиуса-вектора, направленного в одну из ранее измеренных точек, под углом равным отношению л к числу экстремальных точек, определяют угол между исходным радиусом- вектором и радиусом-вектором, направленным в ближайшую к исходному радиусу- вектору экстремальную точку, по формуле
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ДИАМЕТРА ИЗДЕЛИЯ | 2003 |
|
RU2267088C2 |
| СПОСОБ ИЗМЕРЕНИЯ ФОРМЫ ПОПЕРЕЧНЫХ СЕЧЕНИЙ НА КРУГЛОМЕРАХ | 2016 |
|
RU2637368C1 |
| КООРДИНАТНОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 1985 |
|
SU1840370A1 |
| Способ следящего управления приводами измерительных роботов | 1980 |
|
SU1089390A1 |
| СПОСОБ РАЗМЕРНОГО КОНТРОЛЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, ИМЕЮЩИХ КРУГЛЫЕ СЕЧЕНИЯ | 2007 |
|
RU2348006C1 |
| СПОСОБ КОНТРОЛЯ ФОРМЫ ПОРШНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2403535C1 |
| СПОСОБ КОНТРОЛЯ СМЕЩЕНИЯ ТОЧКИ КОНТАКТА ОТНОСИТЕЛЬНО НОМИНАЛЬНОГО ПОЛОЖЕНИЯ НА ДОРОЖКЕ КАЧЕНИЯ КОЛЕЦ ДВУХРЯДНЫХ И ОДНОРЯДНЫХ РАДИАЛЬНО-УПОРНЫХ ШАРИКОПОДШИПНИКОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1999 |
|
RU2187785C2 |
| УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ ПРОФИЛЯ ЖЕЛЕЗНОДОРОЖНОГО КОЛЕСА | 2012 |
|
RU2500561C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПОПЕРЕЧНОГО ПРОФИЛЯ ИЗДЕЛИЯ | 2003 |
|
RU2240496C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДИПОЛЬНОГО МАГНИТНОГО МОМЕНТА ОСТАТОЧНОЙ НАМАГНИЧЕННОСТИ И ТЕНЗОРА МАГНИТНОЙ ПОЛЯРИЗУЕМОСТИ ОБЪЕКТА И СТЕНД ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2744817C1 |
Изобретение относится к измерительной технике и может быть использовано для измерения диаметров цилиндрических поверхностей деталей путем измерения координат точек, например на измерительных микроскопах или на координатно-измерительных машинах, с определением также отклонений формы, положения центра окружности и оси цилиндрической поверхности. Цель изобретения состоит в повышении точности измерений за счет нахождения радиус-векторов в экстремальных точках профиля. Первоначально измеряют центр профиля сечения детали по четырем точкам и относительно этого центра измеряют радиус-векторы профиля, расположенные под одинаковым углом по отношению друг к другу. Затем по измеренным радиус-векторам вычисляют доминирующую гармонику, характеризующую форму профиля, и расположение экстремальных точек доминирующей гармоники в системе координат измерительного устройства, по которым определяют диаметр детали. 1 ил.
Затем определяют угол ф между радиусом-вектором R и радиусом вектором Rm, направленным в ближайшую к экстремальную точку доминирующей гармоники, по формуле
t.
R2)-sin2% /ч
Г
(
Измеряют радиусы-векторы и ,, направленные в экстремальные точки доминирующей, гармоники и расположенные относительно радиуса-вектора R соответсственно под углами ф и ф+S-. При измерении вала остальные радиусы-векторы, направленные в экстремальные точки, определяют путем измерения координат вершин радиусов-векторов, расположенных под уг к радиусу-вектору R m,
ламн
fft.
/те.
а при измерении-отверстия остальные радиусы-векторы определяют путем измерения координат вершин радиусов-векторов, расположенных под углами
2л 2л (т-а
fH.
fn.
радиусу-вектор у .
По радиусам-векторам, направленным в экстремальные точки, определяют диаметры Dp и Dp соответственно .описанной окружности 2 для вала или вписанной окружности 4 для отверстия.
arctg
РЗ-R,),in-.
- )-()COS
л ж
2М
5
0
где -исходный
, и - отсчетные
торы; М-
радиус-вектор; радиусы-вект
число экстремальных точек (гармонических составляющих) ; доминирующая гармо-- кика, определяемая по формуле
m arccosi 9
измеряют два радиуса-вектора, направленt ные в экстремальные точки доминирующей
гармоники и расположенные относительно
исходного радиуса-вектора под углами ф
С
или ф-Ьщ, а величины измерительных углов 5С выбирают равными соответственно 2л/т, ..., 2л(т-1)/т.
(М-1),
где rt - число отсчетных радиусов-векторов профиля, проведенных из его центра.
m
