Изобретение относится к обработке металлов давлением и может быть использовано при производстве на непрерывных профилегибочных станах сортовых профилей, ,
Целью изобретения является повышение качества профилей за счет улучшения их геометрии.
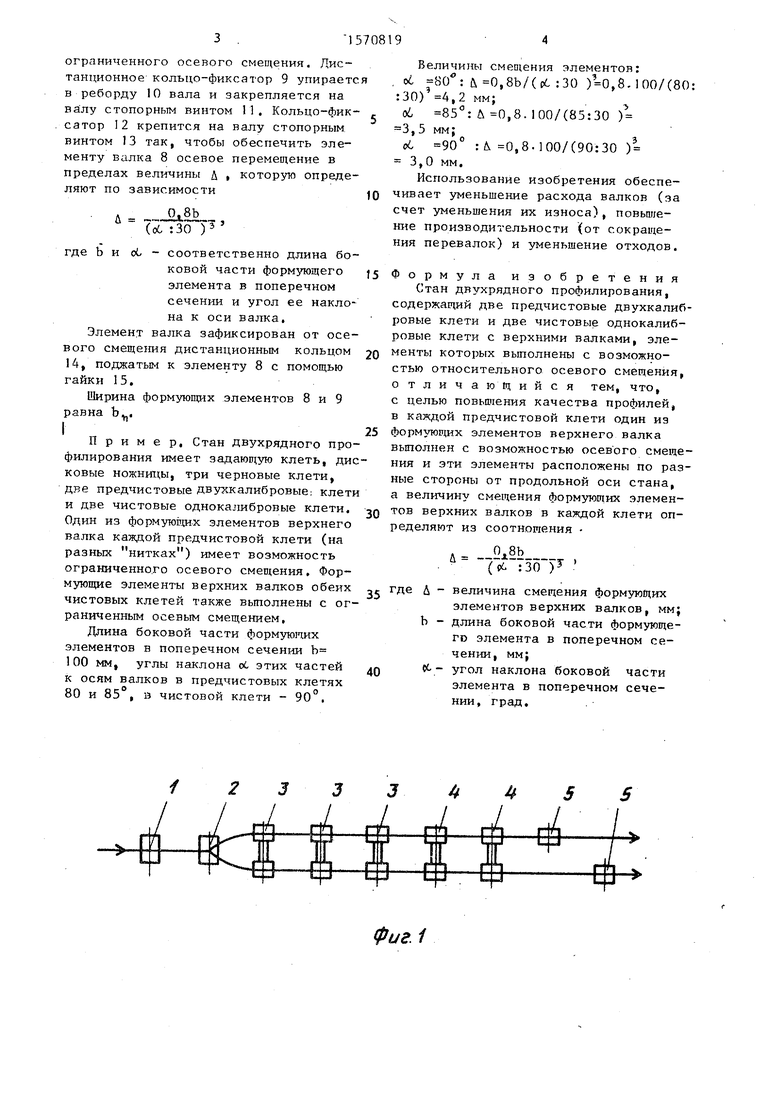
На фиг.1 показан предлагаемый стан двухрядного профилиоования; на фиг,2 - возможный вариант исполнения верхнего двухкалибровочного валка с ограниченным осевым перемещением одного из его формующих элементов.
Стан содержит задающую клеть 1 с гладкими валками, дисковые ножницы
2 для продольного роспуска заготовки пополам (по ширине), черновые 3 и предчистовые 4 двухкалибровые клети и две чистовые однокалибровые клети 5, В клетях 4 верхние валки имеют по одному формующему элементу на разных нитках) с ограниченным осевым смещением. Формующие элементы верхних валков чистовых клетей также выполнены с ограниченным смещением.
Верхний двухкалибровый валок пред- чистовой клети содержит вал 6, на котором размещены на шпонках (не показаны) два формующих элемента. Элемент 7 закреплен хестко (без осевого смещения), а элемент 8 - с возможностью
СП J
О 00
со
ограниченного осевого смещения. Дистанционное кольцо-фиксатор 9 упираетс в реборду 10 вала и закрепляется на валу стопорным винтом 11. Кольцо-фиксатор 12 крепится на валу стопорным винтом 13 так, чтобы обеспечить элементу валка 8 осевое перемещение в пределах величины Д , которую определяют по зависимости
U :30 )3
где Ь и оС - соответственно длина боковой части формующего элемента в поперечном сечении и угол ее наклона к оси валка.
Элемент валка зафиксирован от осевого смещения дистанционным кольцом 14, поджатым к элементу 8 с помощью гайки 15.
Ширина формующих элементов 8 и 9 равна bv
Пример, Стан двухрядного профилирования имеет задающую клеть, дисковые ножницы, три черновые клети, две предчистовые двухкалибровые: клети и две чистовые однокалибровые клети. Один из формующих элементов верхнего валка каждой прсдчистовой клети (на разных нитках) имеет возможность ограниченного осевого смещения. Формующие элементы верхних валков обеих чистовых клетей также выполнены с ограниченным осевым смещением,
Длина боковой части формующих элементов в поперечном сечении Ь 100 мм, углы наклона о(, этих частей к осям валков в предчистовых клетях 80 и 85 , в чистовой клети - 90°.
5
0
Величины смещения элементов: . оЈ & 0,8Ь/(р6 :30 )0,8. 1 00/(80: :30) 4,2 мм;
5 oL 85°:Л 0,8.1007(85:30 ) 3,5 мм;
об 90° :& 0,8-1007(90:30 ) 3,0 мм.
Использование изобретения обеспе- чивает уменьшение расхода валков (за счет уменьшения их износа), повышение производительности (от сокращения перевалок) и уменьшение отходов.
Формула изобретения
Стан двухрядного профилирования, содержащий две предчистовые двухкалиб- ровые клети и две чистовые однокалибровые клети с верхними валками, элементы которых выполнены с возможностью относительного осевого смещения, отличающийся тем, что, с целью повышения качества профилей, в каждой предчистовой клети один из
5 формующих элементов верхнего валка
выполнен с возможностью осевого смещения и эти элементы расположены по разные стороны от продольной оси стана, а величину смещения формующих элемен0 тов верхних валков в каждой клети определяют из соотношения
А - °А8Ь
л )
где Д - величина смещения формующих
элементов верхних валков, мм; Ь - длина боковой части формующего элемента в поперечном сечении, мм;
Угол наклона боковой части элемента в поперечном сечении, град.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2002 |
|
RU2220017C1 |
| СПОСОБ ПРОКАТКИ | 2009 |
|
RU2405637C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2004 |
|
RU2261152C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ПРОФИЛЯ | 1995 |
|
RU2085315C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ КОРЫТНОГО ТИПА | 1992 |
|
RU2040998C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2009 |
|
RU2388564C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1992 |
|
RU2025164C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО С-ОБРАЗНОГО ПРОФИЛЯ | 1993 |
|
RU2036038C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1995 |
|
RU2085316C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2113928C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве на непрерывных профилегибочных станах сортовых профилей. Цель изобретения - повышение качества профилей при двухрядном профилировании заготовки из горячекатаной стали толщиной 2-4 мм. Стан двухрядного профилирования содержит две предчистовые двухкалибровые и две чистовые однокалибровые клети с формирующими элементами валков. Один из формующих элементов верхнего валка каждой предчистовой клети, расположенные по разные стороны от продольной оси стана, и верхние валки чистовых клетей выполнены с возможностью осевого смещения. Величина смещения в любой клети равна Δ=08B/(Α:30)3, где B и α - соответственно длина боковой части формующего элемента в поперечном сечении, мм и угол ее наклона к оси валка, град. Повышение производительности обеспечивается за счет скоращения перевалок. 2 ил.
фиг. 1
10 11
Редактор А.Лехнина
Составитель Л.Самохвалова
Техред М.Ходанич Корректор С.Черни
Заказ 1474
Тираж 610
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
14- 6
7 /S
Фаг. 2
Подписное
| Технология двухниточного профилирования | |||
| - Сталь, 1987, № 10, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
