Изобретение относится к режущему инструменту, в частности к режущему инструменту, налаженному для обработки детали фрезерованием или сверлением.
Для обработки резанием деталей применяют режущие инструменты, которые имеют инструментальный корпус с несколькими съемно закрепленными на нем режущими пластинами. Режущие пластины, как правило, являются сменными и имеют большую твердость и износостойкость. В противоположность этому инструментальный корпус удерживает и направляет режущие пластины в соответствующих гнездах для пластин. Часто используемые для обработки резанием режущие кромки должны иметь длину, которая больше, чем длина одной отдельной режущей пластины. В этом случае желаемая режущая кромка составляется из режущих кромок нескольких режущих пластин, которые расположены на инструментальном корпусе так, что они несколько перекрывают друг друга в периферийном направлении.
В частности, при периферийном фрезеровании режущие пластины расположены в нескольких зажимных пазах друг за другом по винтовой линии. При этом расположенные в следующих друг за другом зажимных пазах режущие пластины сдвинуты относительно друг друга в осевом направлении так, что в сумме снова возникает полная режущая кромка. Однако в этом случае необходимы два зажимных паза для образования одной полной периферийной режущей кромки.
Предпринимались также попытки расположить режущие пластины одного зажимного паза так, чтобы режущие пластины перекрывали друг друга. Таким образом, удается с помощью режущих пластин одного зажимного паза образовать полную режущую кромку. Если такой режущий инструмент имеет, например, три зажимных паза, то он имеет три полные режущие кромки. За счет этого можно обеспечить высокую производительность резания. Однако результирующий угол спирали, который определяет расположенные в зажимном пазу друг за другом режущие пластины, является относительно плоским. Углом спирали является угол, который заключен между рядом режущих пластин и осью инструмента. В противоположность этому угол подъема определен как угол, который заключен между рядом режущих пластин и периферийным направлением. Угол подъема является большим (около 90°). Это в некоторых случаях нежелательно. Кроме того, сложно выполнять осевую опору режущих пластин.
Еще более сложным является выполнение непрерывных режущих кромок на торце сверлильных инструментов, радиус которых больше длины имеющейся режущей пластины. Если на торце инструмента необходимо предусмотреть, например, две режущие пластины, то необходимые для этого гнезда для пластин приводят к значительному ослаблению инструментального корпуса. Таким образом, инструменты с более чем одной режущей кромкой (например, с четырьмя режущими пластинами для создания двух торцевых режущих кромок) едва поддаются изготовлению.
Исходя из этого задачей данного изобретения является создание режущего инструмента, который при простой конструкции обеспечивает высокую производительность резания.
Эта задача решается с помощью режущего инструмента согласно пункту 1 формулы изобретения.
Режущий инструмент согласно изобретению имеет инструментальный корпус с гнездами для пластин, которые расположены и выполнены так, что смежные режущие пластины касаются друг друга своими боковыми поверхностями, так что их режущие кромки без зазора примыкают друг к другу или перекрывают друг друга. Взаимное касание режущих пластин друг с другом создает опору режущих пластин при одновременно простой конструкции гнезд для пластин. В этом случае функцию боковой или осевой опоры выполняет соответствующая смежная режущая пластина. За счет этого в соответствующих гнездах для пластин в этом месте гнезда нет необходимости в соответствующей опорной поверхности. За счет этого гнездо может иметь особенно простую конструкцию.
Эти гнезда для пластин занимают мало места и не сильно ослабляют инструментальный корпус. Таким образом, на торце инструмента простым образом можно расположить относительно много режущих пластин.
Кроме того, за счет непосредственного прилегания режущих пластин в осевом направлении друг к другу обеспечивается относительно большой угол подъема, который задает ряд режущих пластин в каждом зажимном пазу. Это повышает устойчивость инструментального корпуса, который тем самым мало ослабляется соответствующими зажимными пазами. Это также положительно сказывается на производительности резания, тем что инструментальный корпус может выдерживать более высокие нагрузки или тем что на инструментальном корпусе предусматривается особенно большое число зажимных пазов, которые в этом случае обеспечивают большое число зубьев (число режущих кромок, т.е. число полных режущих кромок).
Кроме того, при расположении согласно изобретению обеспечивается то, что нахлест примыкающих друг к другу режущих кромок относительно невелик. Это обеспечивает равномерную толщину стружки вдоль каждой режущей кромки. За счет этого каждую точку режущей кромки каждой режущей пластины можно оптимально загружать, т.е. не перегружать и не слишком мало нагружать, так что можно максимально использовать производительность режущих пластин.
Гнезда для пластин могут иметь опорные поверхности, которые расположены на одинаковой высоте, так что режущие кромки смежных режущих пластин непосредственно примыкают друг к другу. Однако в этом случае при определенных обстоятельствах имеется опасность того, что между режущими кромками будет застревать стружка. Это можно предотвратить, если режущие кромки по меньшей мере незначительно перекрывают друг друга. Это обеспечивается применением режущих пластин различной толщины или еще лучше за счет смещения опорных поверхностей относительно друг друга по отношению к перпендикулярному к опорной поверхности направлению (периферийному направлению). Однако смещение опорных поверхностей должно быть по возможности меньше толщины режущих пластин, так чтобы смежные режущие пластины могли касаться друг друга для взаимной опоры. При этом, в частности, является предпочтительным ограничить расстояние между опорными поверхностями смежных гнезд для пластин такой величиной, чтобы режущие пластины имели достаточное касание также на своей радиально внешней границе.
Для радиально примыкающих друг к другу режущих пластин справедливо то, что применяют либо различные по толщине режущие пластины, либо смещение опорных поверхностей для обеспечения того, чтобы торцевые режущие кромки перекрывали друг друга.
Предпочтительно разделять служащие для опоры режущих пластин боковые поверхности режущих пластин на зоны, одна из которых служит опорной зоной. В экстремальном случае опорная зона может занимать всю боковую поверхность, в частности, если режущие пластины имеют различную толщину. Однако опорная зона предпочтительно занимает только часть боковой поверхности, при этом опорная зона в этом случае ориентирована предпочтительно параллельно соответствующей боковой поверхности смежной режущей пластины. Это обеспечивается тем, что угол между опорной зоной и передней стороной одной режущей пластины соответствует углу между боковой поверхностью и основной поверхностью другой режущей пластины.
Образующаяся плоскость касания между режущими пластинами предпочтительно ориентирована относительно опорной поверхности гнезда для пластины под углом, который отличается от прямого угла. За счет этого наклона плоскости касания можно обеспечить незначительный перехлест смежных режущих кромок, который имеет как раз такую величину, что разрез режущей кромки одной режущей пластины без ступеньки переходит в разрез режущей кромки смежной режущей пластины.
Между режущими пластинами может иметься как касание по поверхности, так и касание по линии. Касание по поверхности является предпочтительным в отношении передачи действующих на режущую пластину сил резания.
Другие подробности предпочтительных вариантов выполнения изобретения следуют из чертежей или описания или же являются по меньшей мере частично предметом зависимых пунктов формулы изобретения.
Примеры выполнения изобретения показаны на чертежах, на которых изображено:
фиг.1 - режущий инструмент согласно изобретению, выполненный в виде расточной шпоночной фрезы, на виде сбоку;
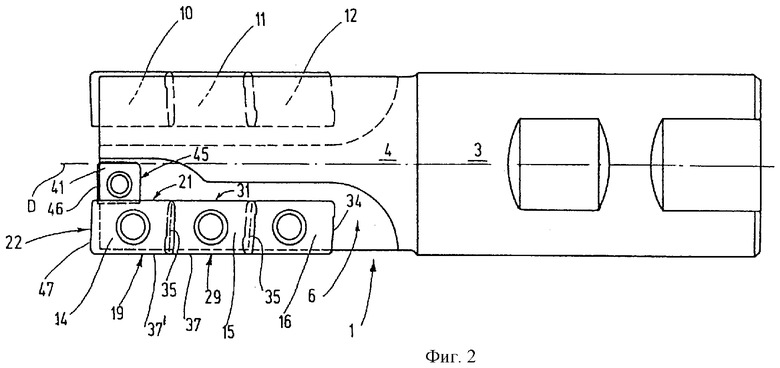
фиг.2 - режущий инструмент согласно фиг.1 на повернутом на 90° виде сбоку;
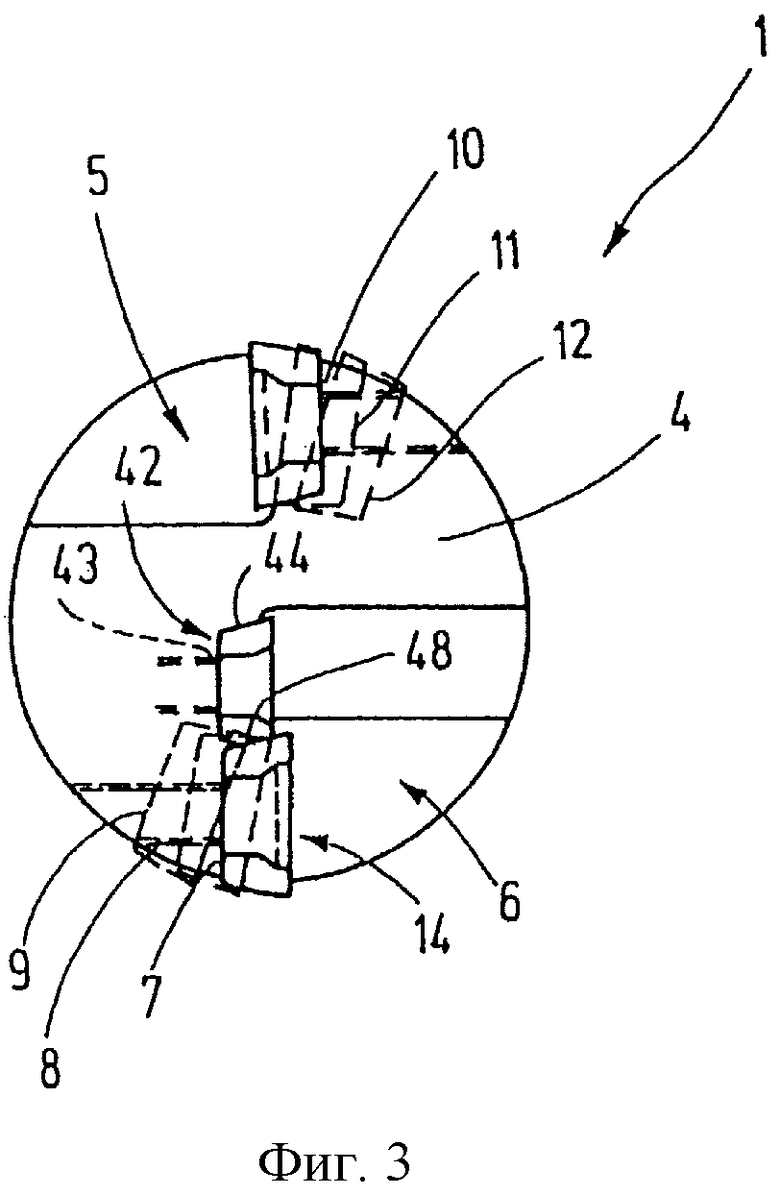
фиг.3 - режущий инструмент согласно фиг.1 и 2 на виде со стороны торца;
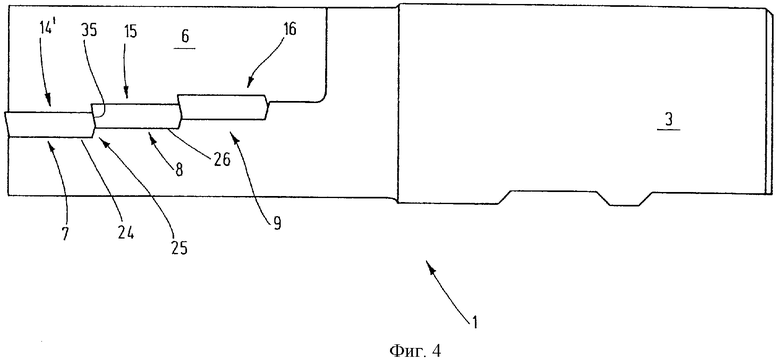
фиг.4 - левоспиральный вариант выполнения режущего инструмента, на виде сбоку;
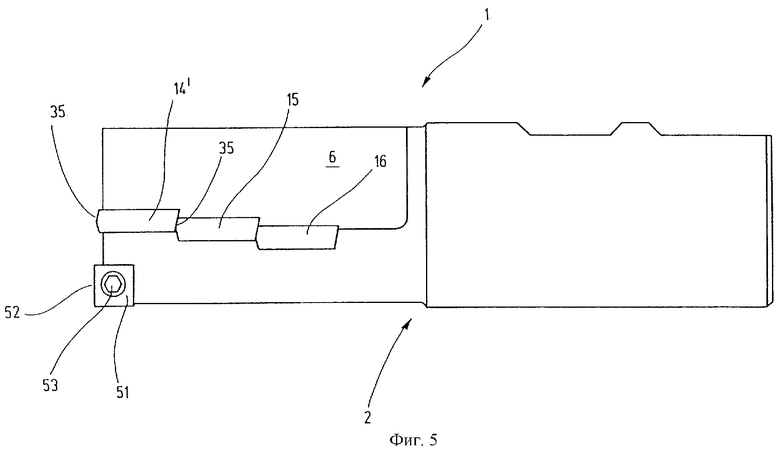
фиг.5 - правоспиральный вариант выполнения режущего инструмента с унифицированными режущими пластинами в зажимном пазу и дополнительной торцевой режущей пластиной, и
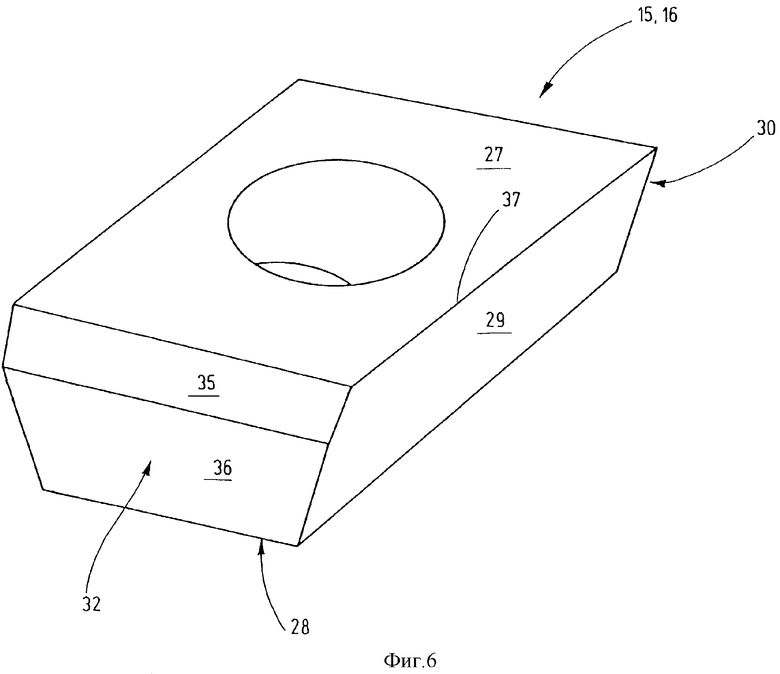
фиг.6 - режущая пластина для режущего инструмента согласно фиг.1-5.
На фиг.1 показан режущий инструмент 1, который имеет инструментальный корпус 2 с зажимной частью 3 и несущим режущие пластины участком 4. Последний имеет примерно цилиндрическую основную форму и несколько, в данном примере выполнения два зажимных паза 5, 6, которые показаны, например, на фиг.3. Каждый зажимной паз 5, 6 является проходящим в осевом направлении углублением, в котором расположены несколько гнезд 7, 8, 9, соответственно, 10, 11, 12 для пластин.
Зажимные пазы 5, 6 и их гнезда 10, 11, 12, соответственно, 7, 8, 9 идентичны друг другу и предпочтительно расположены симметрично оси D вращения инструментального корпуса 2. Последующее описание гнезд 7, 8, 9 для пластин соответственно распространяется на гнезда 10, 11, 12 для пластин.
Гнезда 7, 8, 9 для пластин выполнены для крепления режущих пластин 14, 15, 16. Они являются квадратными, прямоугольными или косоугольными пластинами каждая с передней поверхностью 17, основной поверхностью 18 и несколькими боковыми поверхностями 19, 20, 21, 22, соответственно 29, 30, 31, 32 (смотри фиг.1 и 2), которые проходят между передней поверхностью 17 и основной поверхностью 18. Основная поверхность 18 выполнена, например, в виде плоской поверхности или же может иметь другую форму. Например, могут иметься желобки для стружки (не изображены) или другие элементы формы.
Гнездо 7 для пластины имеет опорную поверхность 24, которая выполнена в виде плоской поверхности и на которую опирается режущая пластина 14 своей основной поверхностью 18. Опорная поверхность 24 проходит почти по всей основной поверхности 18 режущей пластины 14 и заканчивается относительно осевого направления режущего инструмента 1 непосредственно у боковой поверхности 20 режущей пластины 14. В этом месте опорная поверхность 24 переходит со ступенькой 25 в другую опорную поверхность 26 для смежной режущей пластины 15. При этом возвышающаяся из опорной поверхности 26 ступенька 25 в своем радиально максимально внешнем месте имеет меньшую высоту, чем толщина режущей пластины 15, измеренная между ее передней поверхностью 27 и ее основной поверхностью 28. Расположенная радиально внутри боковая поверхность 31 опирается сбоку на соответствующую опорную поверхность гнезда 8 для пластины. В осевом направлении режущая пластина 14 опирается на режущую пластину 15. Последняя в свою очередь опирается на режущую пластину 16, которая выполнена одинаковой с режущей пластиной 15. Для опоры режущей пластины 16 служит боковая опорная поверхность 34 гнезда 9 для пластины.
Режущая пластина 15, 16 показана отдельно на фиг.6. Как показано, боковая поверхность 32 разделена на две зоны 35, 36, при этом зона 35 образует опорную зону и примыкает непосредственно к передней поверхности 27. Оставшаяся зона 36 примыкает к основной поверхности 28 режущей пластины 15, 16. Зоны 35, 36 образуют тупой угол. Кроме того, угол между зоной 35 и передней поверхностью 27 по существу соответствует углу, который образован между боковой поверхностью 20 и основной поверхностью 18 смежной режущей пластины 14 (смотри фиг.1).
Режущая пластина 15, 16 имеет режущую кромку 37, которая начинается в угловой точке между передней поверхностью 27, зоной 35 и боковой поверхностью 29. Затем режущая кромка 37 проходит примерно прямо вплоть до угловой точки между передней поверхностью 27 и боковыми поверхностями 29, 30. Соответствующая режущая кромка 37' выполнена на смежной режущей пластине 14. Как показано на фиг.2, режущие кромки 37, 37' перекрывают друг друга незначительно в их угловых зонах, так что они без зазора примыкают друг к другу.
В режущем инструменте, показанном на фиг.2, в зажимном пазу 6 дополнительно к режущим пластинам 14, 15, 16 предусмотрена торцевая режущая пластина 41, которая выполнена, например, в виде квадратной пластины, так же как другие режущие пластины 14, 15, 16, имеет крепежное отверстие и удерживается в своем гнезде с помощью крепежного болта. Гнездо 42 пластины подробно показано на фиг.3. Оно имеет радиально ориентированную плоскую опорную поверхность 43, к которой примыкает расположенная со стороны оси вращения боковая опорная поверхность 44. Кроме того, может быть предусмотрена показанная на фиг.2 осевая боковая опорная поверхность 45. Опорная поверхность 43 и боковые опорные поверхности 44, 45 придают режущей пластине 41 такое положение, что ее торцевая режущая кромка 46 проходит до оси D вращения или же за нее.
Опорная поверхность 43 незначительно смещена относительно опорной поверхности 24. Однако она может быть также расположена с ней на одинаковой высоте. Тем не менее ее торцевая режущая кромка 46 несколько перекрывает расположенную со стороны торца режущую кромку 47 режущей пластины 14. Это происходит за счет различной толщины режущих пластин 41, 14 и наклона боковой поверхности 21 относительно основной поверхности 18 режущей пластины 14. Режущая пластина 41 несколько тоньше режущей пластины 14 и тем самым заходит за нее.
Режущая пластина 14 на стороне оси вращения радиально опирается, по меньшей мере в своей передней торцевой зоне, на режущую пластину 41. Для этого последняя имеет согласованную по своему наклону с боковой поверхностью 21 режущей пластины 14 опорную зону 48, которая образует опорную поверхность для режущей пластины 14. Таким образом, последняя как в осевом направлении, так и в радиальном направлении опирается на соответствующую другую режущую пластину.
Описанный выше режущий инструмент 1 является расточной шпоночной фрезой, которая за счет режущих кромок 46, 47 со стороны торца образует полную режущую кромку и имеет две полные периферийные режущие кромки. При работе эту расточную шпоночную фрезу можно перемещать (подавать) как аксиально, так и радиально. Производительность резания, в частности, в процессе фрезерования (при радиальной подаче) велика вследствие двух полных образованных периферийных режущих кромок. Поскольку сдвиг двух следующих друг за другом в осевом направлении режущих пластин 14, 15, соответственно 15, 16 относительно друг друга меньше толщины пластины, то образуется относительно плоский угол спирали, за счет чего инструментальный корпус 2, в частности, его несущий режущие пластины участок 4, ослаблен лишь незначительно. Зажимные пазы 5, 6 являются почти прямыми.
В описанном выше режущем инструменте 1 используются в целом три различных типа режущих пластин, а именно режущие пластины 15, 16, показанные отдельно на фиг.6, в которых одна из противоположных боковых поверхностей 30, 32 снабжена скошенной зоной (опорной поверхностью 35). К другому типу принадлежит режущая пластина 14, в которой противоположные друг другу боковые поверхности 20, 22 выполнены одинаковыми. Другую конструкцию имеет расположенная у оси D вращения режущая пластина 41.
Однако возможно также оснащать зажимной паз 5 или 6 тремя одинаковыми режущими пластинами 14', 15, 16, если, как показано на фиг.4, гнезда 7, 8, 9 для пластин расположены так, что образуется левоспиральный режущий инструмент 1. Различие состоит в выполнении ступеньки 25. В варианте выполнения режущего инструмента 1 согласно фиг.1 ступенька 25 ориентирована так, что опорная поверхность 26 более удаленного от торца гнезда для пластины следует за опорной поверхностью 24 более близкого к торцу гнезда 7 для пластины относительно направления вращения режущего инструмента 1. В варианте выполнения режущего инструмента 1 согласно фиг.4 имеют место противоположные соотношения. Ступенька 25 ориентирована так, что опорная поверхность 26 более удаленного от торца гнезда 8 для пластины опережает опорную поверхность 24 более близкого к торцу гнезда 7 для пластины относительно направления вращения режущего инструмента 1.
Кроме того, правоспиральный режущий инструмент 1 может также иметь в одном зажимном пазу 6 унифицированные режущие пластины 14', 15, 16, когда торцевая режущая пластина 14' не имеет торцевой режущей кромки, как показано на фиг.5. В этом случае служащая иначе опорной поверхностью зона 35 режущей пластины 14' не выполняет никакой функции. Если же необходима торцевая режущая кромка, то она может быть предусмотрена на отдельной режущей пластине 51. Эта режущая пластина 51, выполненная, например, в виде квадратной пластины, предусмотрена в отдельном гнезде для пластины и выступает в осевом направлении дальше, чем режущая пластина 14'. Тем самым ее торцевая режущая кромка 52 является активной. Режущая пластина 51 установлена как радиальная пластина, т.е. ее гнездо выполнено так, что ее крепежный болт 53 направлен примерно в периферийном направлении. При необходимости режущая пластина 51 может быть установлена как латеральная пластина, что имеет преимущества относительно выполнения инструментального корпуса 2. В этом случае последний менее ослаблен в зоне соответствующего гнезда для пластины. В этом случае крепежный болт 53 направлен примерно в осевом направлении.
В режущем инструменте 1, являющемся, в частности, фрезерным инструментом, предусмотрены по меньшей мере две режущие пластины 14, 15, которые непосредственно соприкасаются друг с другом и тем самым опираются друг на друга. За счет непосредственного соприкосновения между режущими пластинами 14, 15 обеспечивается особенно простая конструкция гнезда для пластины и образование полных режущих кромок уже с помощью режущих пластин единственного зажимного паза. Это обеспечивает высокую производительность резания.
Изобретение относится к области обработки металлов резанием, сборному режущему инструменту для фрезерования. Инструмент содержит корпус, на котором выполнены, по меньшей мере, два смежных гнезда для режущих пластин, расположенные так, что закрепленные в них режущие пластины взаимно соприкасаются своими боковыми поверхностями, по меньшей мере, в отдельных зонах. Для повышения производительности обработки режущие пластины расположены с опорой друг на друга в осевом направлении, так что их периферийные режущие кромки перекрывают друг друга и совместно определяют безразрывную периферийную режущую кромку. 2 н. и 8 з.п. ф-лы, 6 ил.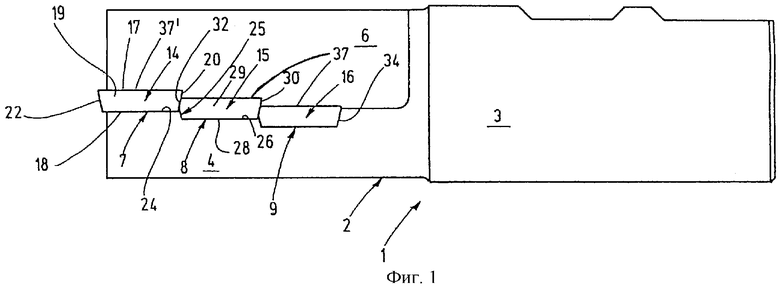
| US 5586843 А, 24.12.1996 | |||
| SU 227052 А, 24.01.1969 | |||
| ФАСОННАЯ ФРЕЗА | 0 |
|
SU307855A1 |
| Способ изготовления фрезы | 1983 |
|
SU1106603A1 |
| US 4293252 А, 06.10.1981. | |||

