Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности, касается способа электроабразивной обработки токопроводящим кругом с его одновременной правкой.
Известен способ электроабразивной обработки кругом на токопроводящей связке с одновременной его правкой, при котором используют электрофизико-химическое воздействие на деталь в зоне ее контакта с кругом и на круг в зоне его электрического контакта с правящим электродом. Процесс обработки при этом регулируют за счет изменения электрических параметров (АС СССР №109197, МКИ В 23 Р 1/08, 1954 г.).
Недостатком известного способа является сложность поддержания постоянной высокой режущей способности круга, обусловленная наличием двух независимых электрических цепей с двумя самостоятельными источниками питания.
Наиболее близким к заявляемому является способ электроабразивной обработки токопроводящим кругом с одновременной правкой последнего, использующий электрофизикохимическое воздействие на обрабатываемую деталь в зоне ее контакта с кругом и на круг в зоне его электрического контакта с правящим электродом, с регулированием процессов обработки и правки путем изменения электрических параметров, причем для обработки и правки используют один источник питания, образующий замкнутую электрическую цепь: деталь - круг - правящий электрод, а регулирование осуществляют путем изменения величины межэлектродного зазора между кругом и правящим электродом (АС СССР №916211, МКИ В 23 В 1/08. Опубл. 30.03.82. Бюл. №12).
Недостатком данного способа является малая производительность, так как при смене детали электрическая цепь разрывается, и независимый процесс правки круга останавливается.
В основу изобретения поставлена задача - обеспечить непрерывность работы круга в режиме самозатачивания для повышения стабильности абразивной обработки и повышения качества обработанной поверхности и производительности.
Поставленная задача достигается тем, что в способе электроабразивной обработки токопроводящим кругом с одновременной правкой последнего, использующем электрофизико-химическое воздействие на обрабатываемую деталь в зоне ее контакта с кругом и на круг в зоне его электрического контакта с правящим электродом, с регулированием процессов обработки и правки путем изменения электрических параметров, согласно изобретению заключающемся в измерении удельного давления абразивного круга на деталь в процессе ее обработки и изменении пропорционально данному давлению плотности тока правки, подводимого к абразивному кругу посредством правящего электрода, в пределах 0,3-0,7 А/см2, обеспечивающих минимальное удельное давление абразивного круга на обрабатываемую деталь.
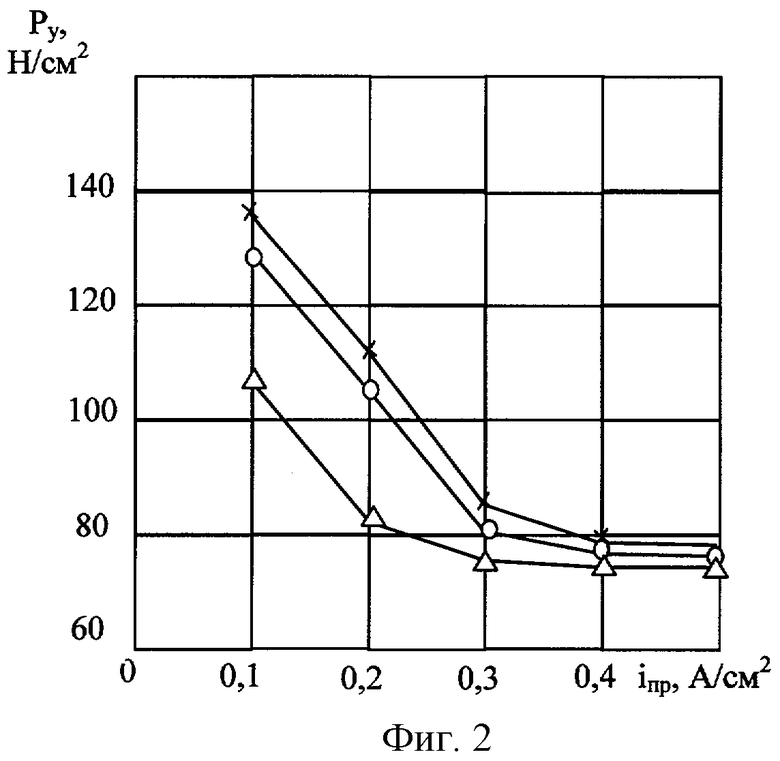
На фиг.1 приведена схема реализации способа, на фиг.2 - результаты исследования обработки.
Шлифование детали 1 осуществляется кругом 2 на токопроводящей связке при одновременном анодном растворении детали. Электрическая цепь образована деталью 1, кругом 2, электропроводящим правящим электродом 3, источником питания 4. Для подачи электролита в зону правки и обработки детали служит емкость 5 и канал 6, выполненный внутри электропроводного правящего электрода 3. За счет подвода электрического тока и наличия электролита создаются условия электрофизико-химического воздействия на деталь 1 и круг 2. При этом измеряют радиальную составляющую усилия шлифования силоизмерительным датчиком 7 и пропорционально измеренной величине изменяют удельный ток правки с помощью блока управления источником питания 8.
Работоспособность способа проверяли при шлифовании твердых сплавов Т5К10, ВК8, Т15К6, быстрорежущих сталей Р6М5, Р18, легированной стали 9ХС кругами АСВ 125/100 МO4 - 100%, АСВ125/100МО13 - 100%, АСВ 125/100МО16. В зону обработки подавался электролит на водной основе (NaNO3 - 3%, NaNO2 - 1%, Na2СО3 - 0,5%) с расходом 0,5 л/мин. Результаты исследования приведены на фиг.2. Исследования показали, что стабилизация окружного усилия наступает при токе правки iпр, большем 0,3 А/см2, и практически не меняется до значений 0,6 А/см2, однако при повышении тока правки более 0,7 А/см2 происходит интенсивное электрохимическое растворение материала связки круга, что приводит к значительному увеличению удельного расхода круга.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОЙ ОБРАБОТКИ ТОКОПРОВОДЯЩИМ КРУГОМ | 2011 |
|
RU2489236C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТЬЮ АБРАЗИВНОГО КРУГА НА ТОКОПРОВОДЯЩЕЙ СВЯЗКЕ | 2004 |
|
RU2268119C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ЭЛЕКТРОАЛМАЗНОЙ ОБРАБОТКИ С НЕПРЕРЫВНОЙ ПРАВКОЙ КРУГА | 2003 |
|
RU2239525C1 |
| МЕТОД АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ПРАВКИ КРУГА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2304504C2 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| Способ шлифования ферромагнитных материалов с поддержанием режущей способности круга | 1983 |
|
SU1087293A1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| Материал абразивного круга | 1982 |
|
SU1148761A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ | 2006 |
|
RU2328369C2 |
Изобретение может быть использовано при шлифовании твердых сплавов, легированных сталей. Электрофизико-химическое воздействие осуществляют на обрабатываемую деталь в зоне ее контакта с кругом и на круг в зоне его электрического контакта с правящим электродом. Регулируют процессы обработки и правки путем изменения электрических параметров. В процессе обработки измеряют удельное давление абразивного круга на деталь и изменяют пропорционально данному давлению плотность тока правки, подводимого к абразивному кругу посредством правящего электрода, в пределах 0,3-0,7 А/см2. Способ обеспечивает повышение стабильности абразивной обработки за счет непрерывности работы круга в режиме самозатачивания и повышение качества обработанной поверхности. 2 ил.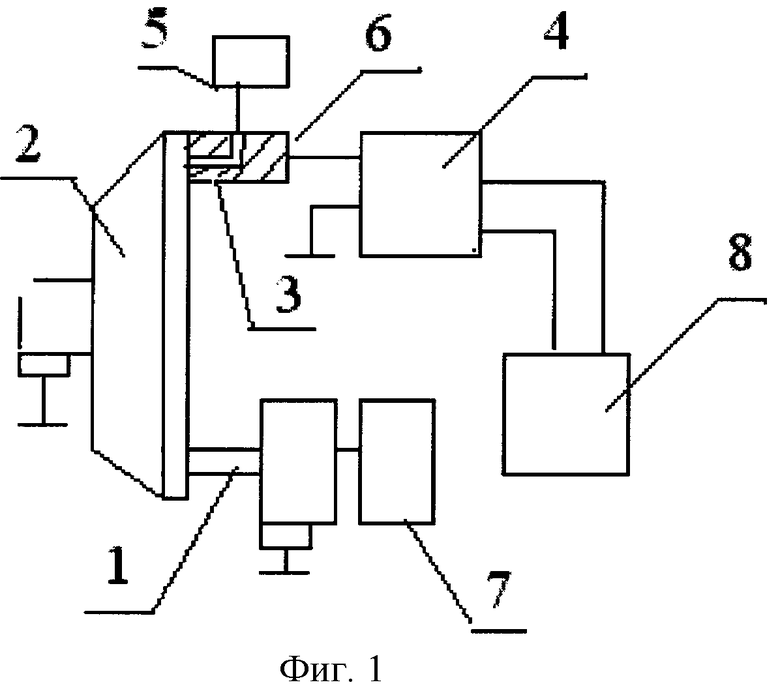
Способ электроабразивной обработки токопроводящим кругом с одновременной правкой последнего, использующий электрофизико-химическое воздействие на обрабатываемую деталь в зоне ее контакта с кругом и на круг в зоне его электрического контакта с правящим электродом, с регулированием процессов обработки и правки путем изменения электрических параметров, отличающийся тем, что в процессе ее обработки измеряют удельное давление абразивного круга на деталь и изменяют пропорционально данному давлению плотность тока правки, подводимого к абразивному кругу посредством правящего электрода, в пределах 0,3-0,7 А/см2.
| SU 916211 A1, 30.03.1982 | |||
| Способ электроабразивного шлифования | 1986 |
|
SU1449262A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ получения линейных хлорфосфазенов | 1983 |
|
SU1113388A1 |

