Изобретение относится к сварочной технике, в частности к вакуумным установкам для диффузионной сварки коротких трубчатых переходников из разнородных металлов, в которых сварочное сдавливание разнородных втулок, собранных внахлестку, осуществляется за счет роликовой раскатки охватываемой втулки при температуре диффузионной сварки (см. патент РФ №2188107 от 27.08.02 г.).
На этих установках изготавливаются методом диффузионной сварки переходники цирконий-сталь, а которых втулка из циркония является охватываемой.
Переходники цирконий-сталь служат для соединения циркониевых участков активной зоны в каналах атомных реакторов с концевыми участками из нержавеющей стали марки ОХ18Н10Т.
В процессе диффузионной сварки при нагреве свыше 850°С цирконий и его сплавы теряют коррозионную стойкость в пароводяной смеси теплоносителя и в результате становятся малопригодными для длительной эксплуатации в каналах ядерных реакторов.
На практике после диффузионной сварки для повышения коррозионной стойкости циркониевой поверхности переходника, контактирующей с теплоносителем, производят операцию по холодной поверхностной деформации с помощью роликового обкатника. А после этой операции производят отжиг в вакууме при температуре 550°С в течение 15 часов, что обеспечивает длительную коррозионную стойкость на весь период эксплуатации каналов. Такая многоступенчатая технология изготовления трубчатых переходников цирконий-сталь требует больших затрат времени и средств для обеспечения этой технологии оборудованием и квалифицированным техническим персоналом.
При проведении поисковых работ по снижению рабочего времени и трудозатрат на технологию по повышению коррозионной стойкости циркониевой части переходника в горячей воде и паре было установлено, что если циркониевый сплав, прошедший процесс диффузионной сварки, подвергнуть поверхностной деформации в интервале температур альфа-бетта перехода в его структуре и после этого провести короткий вакуумный отжиг при температуре 550°С, то его коррозионная стойкость значительно повысится и приблизится к коррозионной стойкости циркониевого сплава, прошедшего холодную поверхностную деформацию с последующим длительным отжигом в вакууме.
Задача, на решение которой направлено заявляемое изобретение, состоит в создании установки для изготовления трубчатых переходников цирконий-сталь с помощью диффузионной сварки, в которой бы после процесса диффузионной сварки мог бы осуществляться и процесс горячей поверхностной деформации циркониевого сплава в переходнике, а после этого процесс короткого вакуумного отжига в пределах все той же вакуумной камеры для диффузионной сварки переходников.
Технический результат, получаемый в результате реализации заявляемого изобретения, состоит в том, что конструкция заявляемой установки позволяет в одной вакуумной камере для диффузионной сварки окончательно изготовить переходник цирконий-сталь, у которого циркониевая часть коррозионно-стойка в горячей воде и паре.
Заявляемая конструкция установки для изготовления трубчатых переходников цирконий-сталь позволяет экономить время, необходимое для изготовления переходника, расход электроэнергии и высококвалифицированный обслуживающий персонал при сохранении количества заготовок переходников, используемых ранее для загрузки установки только для проведения процесса диффузионной сварки.
Указанный технический результат достигается тем, что в установке для изготовления трубчатых переходников цирконий-сталь, содержащей вакуумную камеру с роликовым раскатником для диффузионной сварки, высокочастотный нагреватель, силовой шток-подъемник с приводом, установленным под вакуумной камерой соосно с роликовым раскатником и нагревателем, и поворотную планшайбу с равномерно расположенными по окружности посадочными гнездами для переходников, снабженными центральными отверстиями для прохода силового штока-подъемника, в вакуумной камере рядом со сварочным роликовым раскатником на расстоянии не менее двух шагов между посадочными гнездами планшайбы установлен роликовый раскатник, предназначенный для поверхностного горячего деформирования циркониевой части переходника, а на одной оси с ним установлен нагреватель для отжига и силовой шток-подъемник с приводом;
- кроме того, на планшайбе шаг между центрами гнезд составляет не менее 150 мм.
Установка в вакуумной камере для диффузионной сварки дополнительного роликового раскатника, предназначенного для поверхностного деформирования циркониевой части переходника, позволяет, не охлаждая после диффузионной сварки переходник до комнатной температуры и не вынимая его из вакуумной камеры, производить горячую деформацию внутренней поверхности циркониевой части переходника по заданному режиму поверхностного деформирования с помощью специальных раскатных роликов, выполненных на вращающихся штангах.
Наличие дополнительного высокочастотного нагревателя создает возможность сразу после процесса деформирования производить отжиг в вакууме при температуре 550°С, используя при этом все то же тепло, которое первоначально было затрачено на нагрев заготовки переходника до температуры диффузионной сварки ≈900°С. В этом случае дополнительный высокочастотный нагреватель используется только для поддержания нагрева переходника на уровне 550°С.
Все это позволяет экономить затраты на электроэнергию, необходимую для нагрева при горячей поверхностной деформации, и последующего отжига, а также позволяет экономить на отдельном вакуумном оборудовании и рабочих местах для каждой из этих операций.
При этом а вакуумной камере установки процесс диффузионной сварки может протекать одновременно с процессом горячего поверхностного деформирования или отжига после него.
Сущность изобретения поясняется чертежами, где на фиг.1 показана в разрезе по плоскостям В-О-В (см. фиг.1) вакуумная камера установки для изготовления трубчатых переходников цирконий-сталь, показанная для простоты с одним переходником-заготовкой, загруженным на поворотную планшайбу, т.е. показано начало технологического процесса изготовления переходника.
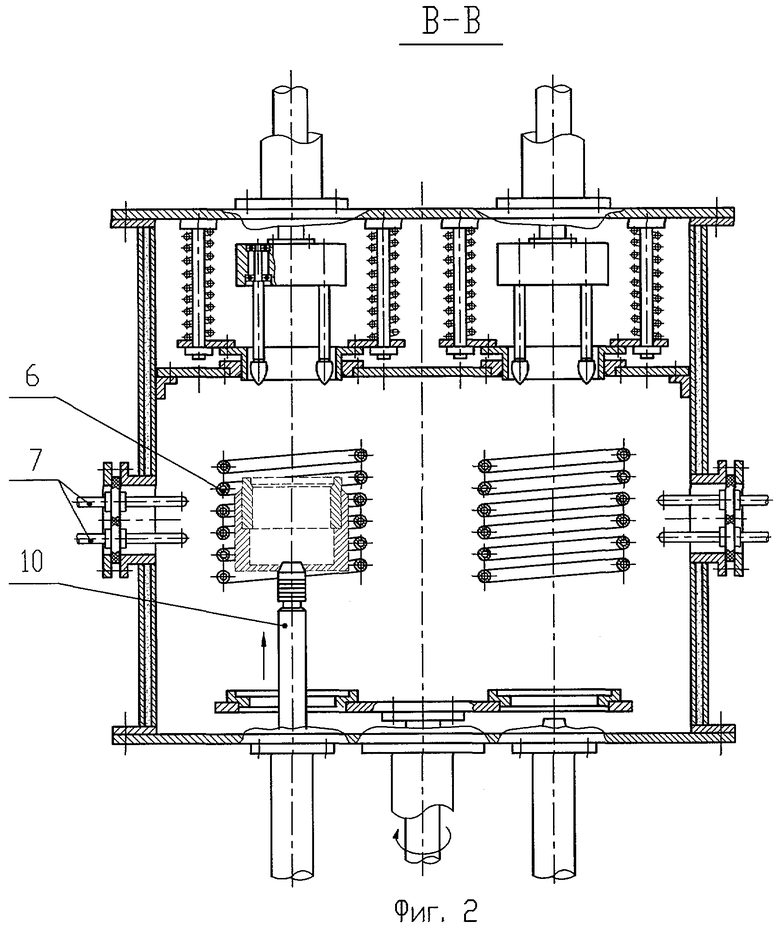
На фиг.2 показана вакуумная камера, в которой заготовка переходника нагревается в высокочастотном нагревателе до температуры диффузионной сварки.
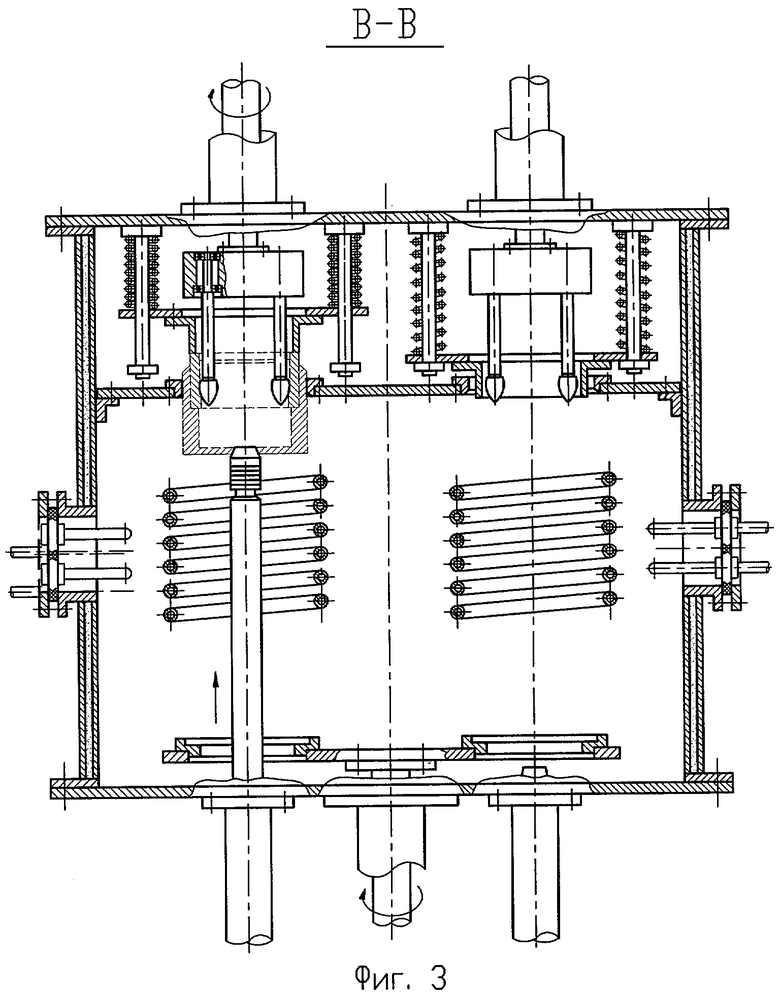
На фиг.3 показан момент процесса диффузионной сварки, когда роликовым раскатником осуществляется сварочное сдавливание свариваемых поверхностей переходника.
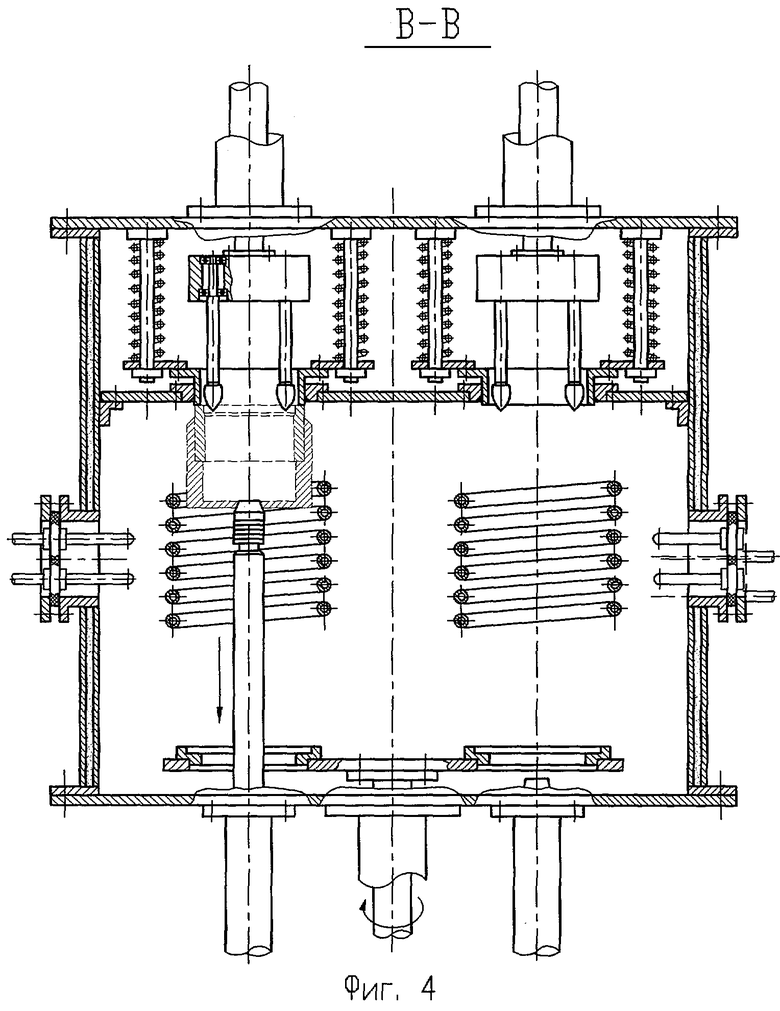
На фиг.4 показан процесс опускания сваренного переходника в посадочное гнездо поворотной планшайбы с последующим перемещенном его под роликовый раскатник, предназначенный для поверхностного горячего деформирования циркониевой части переходника.
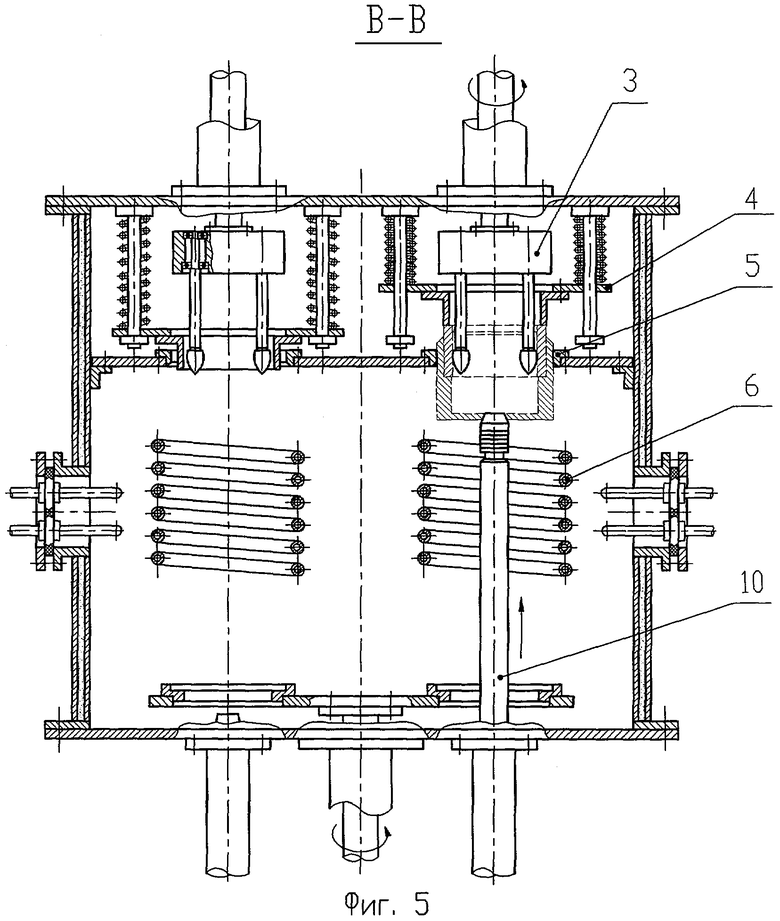
На фиг.5 показан процесс поверхностного горячего деформирования циркониевой части переходника с помощью роликового раскатника.
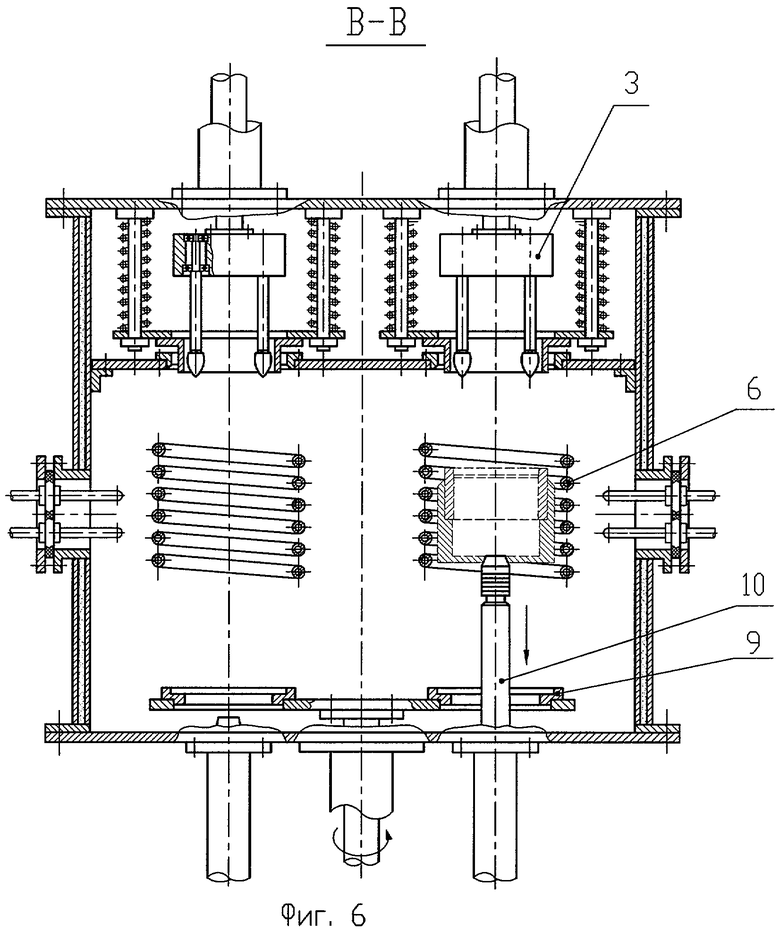
На фиг.6 показан процесс вакуумного отжига деформируемой поверхности циркониевой части переходника с последующим опусканием его после отжигав посадочное гнездо поворотной планшайбы.
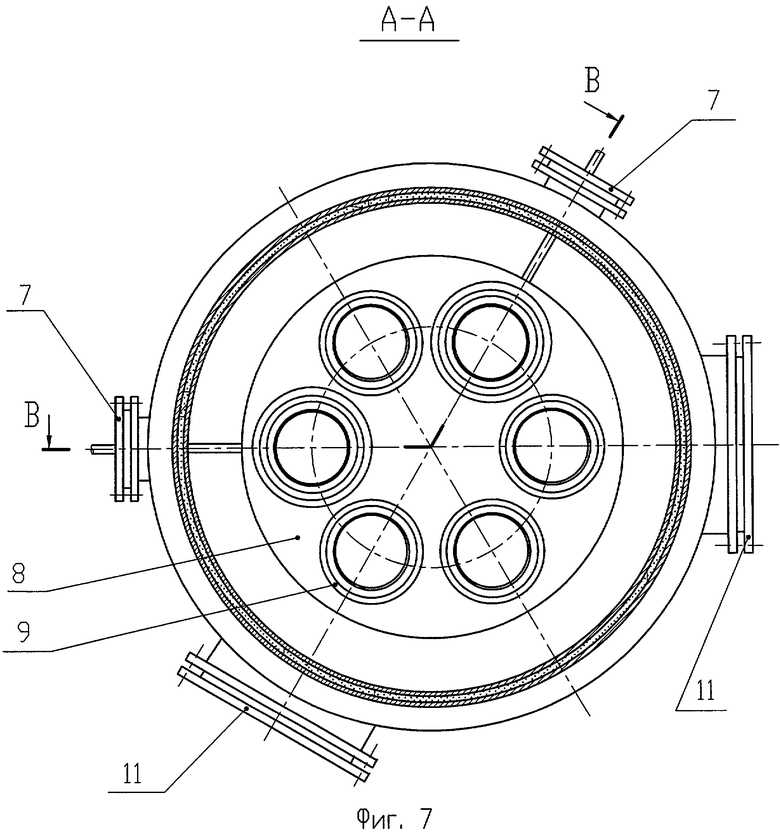
На фиг.7 показано сечение вакуумной камеры установки по плоскости А-А (см. фиг.1) с видом на нагреватели и поворотную планшайбу с шестью посадочными гнездами.
Приведенная конструкция установки для изготовления трубчатых переходников цирконий-сталь содержит вакуумную камеру 1 с водоохлаждаемыми стенками, роликовый раскатник 2 для диффузионной сварки, роликовый раскатник 3 для горячего поверхностного деформирования внутренней поверхности циркониевой части переходника, пружинные устройства 4 для выталкивания переходника из опорного кольца 5, в котором производится роликовое сдавливание свариваемых заготовок или горячая деформация внутренней поверхности циркониевой части готового переходника, высокочастотные нагреватели 6 с вакуумными вводами 7, поворотную планшайбу 8 со сменными посадочными гнездами 9, силовой шток-подьемиик 10 и два загрузочных люка 11.
Работает установка следующим образом.
Через один из загрузочных люков 11 в камеру 1 загружают одну или несколько заготовок переходников и устанавливают в гнезда 9 поворотной планшайбы 8. Люк 11 закрывают, и в камере 1 создают необходимый для диффузионной сварки вакуум не ниже 5·10-5 мм рт.ст. После этого поворачивают планшайбу 8 таким образом, чтобы заготовка переходника 12 встала соосно с раскатником 2 и нагревателем 6 (см. фиг.1), после чего силовым штоком-подъемником 10 поднимают заготовку 12 в нагреватель 6 (см. фиг.2), где нагревают заготовку до температуры диффузионной сварки (≈900°С), при этом температуру нагрева определяют пирометром, включенным в систему автоматики нагрева высокочастотного генератора.
После этого включают вращение роликового раскатника 2 и одновременно включают перемещение вверх силового тока 10, как показано на фиг.3. При вхождении заготовки переходника в опорное кольцо 5 верхний торец заготовки отжимает вверх пружинное устройство 4, которое после диффузионной сварки заготовки выталкивает сваренный переходник, зажатый между опорным кольцом 5 и роликами раскатника 2 в сторону поворотной планшайбы. После диффузионной сварки силовой шток опускают вниз ниже поворотной планшайбы 8, в результате чего сваренный переходник автоматически устанавливается в посадочное гнездо 9 (см. фиг.4). После этого нагретый переходник за счет поворота планшайбы на угол, включающий два шага между посадочными гнездами, устанавливают на одной оси с роликовым раскатником 3, предназначенным для горячего поверхностного деформирования.
Температуру остывающего после диффузионной сварки переходника контролируют отдельным пирометром, который при охлаждении до температуры, необходимой для поверхностной деформации циркониевой части переходника (≈630-700°С), включает вращение роликового раскатника 3 и подъем силового штока 10, который поднимает и проталкивает переходник между опорным кольцом 5 и вращающимися роликами раскатника 3 (см. фиг.5). После операции поверхностного деформирования циркониевой части переходника силовой шток 10 опускает переходник в зону нагревателя 6, где переходник остывает до температуры вакуумного отжига (≈550°С), а потом с помощью нагревателя и автоматического пирометра эта температура поддерживается заданное время (см. фиг.6). После окончания отжига нагреватель 6 отключается и переходник за счет опускания силового штока 10 под поворотную планшайбу устанавливается в посадочное гнездо 9. После этого готовый переходник остается на поворотной планшайбе до тех пор, пока остальные загруженные вместе с ним заготовки не пройдут полный цикл изготовления, а если он был загружен один, то после охлаждения до 50-100°С в камеру напускают воздух, а переходник выгружают через люк 11.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ ИЗ ЦИРКОНИЕВЫХ И СТАЛЬНЫХ ВТУЛОК | 2004 |
|
RU2263015C1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ВНАХЛЕСТКУ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ | 2001 |
|
RU2184020C1 |
| ПОЛУАВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ТРУБЧАТЫХ ЗАГОТОВОК | 2001 |
|
RU2188107C1 |
| ОДНОПОСТОВАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ КОРОТКИХ ТРУБ ВНАХЛЕСТКУ | 2001 |
|
RU2183541C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТРУБ ВНАХЛЕСТКУ | 1999 |
|
RU2164198C1 |
| УСТАНОВКА С ПОВОРОТНОЙ ПЛАНШАЙБОЙ ДЛЯ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ | 2001 |
|
RU2183540C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОГАБАРИТНЫХ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2001 |
|
RU2192340C1 |
| ОДНОРОЛИКОВЫЙ РАСКАТНИК ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ТРУБ | 2005 |
|
RU2294270C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ПЕРЕХОДНИКА ИЗ ЦИРКОНИЕВОГО СПЛАВА И СТАЛИ | 1995 |
|
RU2085349C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТРУБ | 2005 |
|
RU2285599C1 |
Изобретение относится к сварочной технике, а именно к вакуумным установкам для диффузионной сварки коротких трубчатых переходников цирконий-сталь, в которых втулка из циркония является охватываемой. Установка содержит вакуумную камеру со сварочным роликовым раскатником, высокочастотный нагреватель, силовой шток-подъемник с приводом и поворотную планшайбу с равномерно расположенными по окружности посадочными гнездами для переходников. Посадочные гнезда планшайбы выполнены с центральными отверстиями для прохода силового штока-подъемника. Сварочный роликовый раскатник предназначен для диффузионной сварки переходников. Силовой шток-подъемник с приводом установлен под вакуумной камерой соосно со сварочным роликовым раскатником и нагревателем. Установка снабжена дополнительными роликовым раскатником, предназначенным для поверхностного горячего деформирования внутренней поверхности циркониевой части переходника, высокочастотным нагревателем для отжига и силовым штоком-подъемником с приводом, которые установлены на одной оси. Использование установки позволит изготавливать переходники цирконий-сталь, у которых циркониевая часть коррозионно-стойка в горячей воде и паре. 7 ил.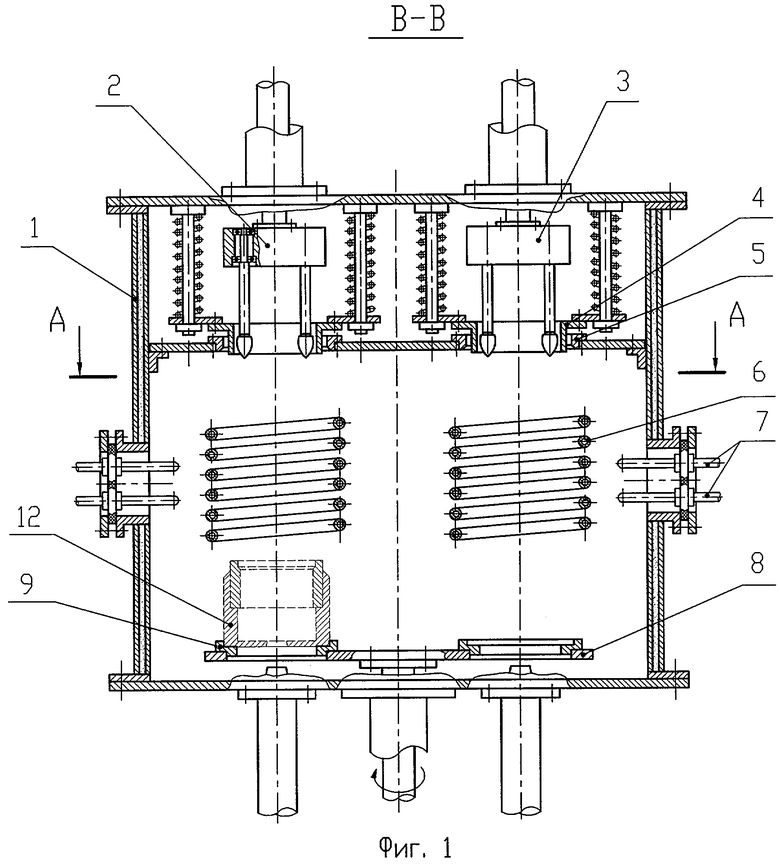
Установка для изготовления трубчатых переходников цирконий-сталь, содержащая вакуумную камеру с сварочным роликовым раскатником для диффузионной сварки переходников, высокочастотный нагреватель, силовой шток-подъемник с приводом, установленным под вакуумной камерой соосно с сварочным роликовым раскатником и нагревателем, и поворотную планшайбу с равномерно расположенными по окружности посадочными гнездами для переходников, при этом посадочные гнезда выполнены с центральными отверстиями для прохода силового штока-подъемника, отличающаяся тем, что она снабжена дополнительными роликовым раскатником, предназначенным для поверхностного горячего деформирования внутренней поверхности циркониевой части переходника, высокочастотным нагревателем для отжига и силовым штоком-подъемником с приводом, которые установлены на одной оси.
| ПОЛУАВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ТРУБЧАТЫХ ЗАГОТОВОК | 2001 |
|
RU2188107C1 |
| Приспособление к станку для обрезания карандашей | 1929 |
|
SU20480A1 |
| Установка для сварки давлением | 1986 |
|
SU1324804A1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 1988 |
|
SU1564873A1 |
| JP 2000094162 A, 04.04.2000 | |||
| КАЗАКОВ Н.Ф | |||
| Диффузионная сварка материалов | |||
| - М.: Машиностроение, 1976, с.116-117. | |||

