Изобретение относится к средствам для нагрева металлических заготовок перед пластической деформацией, в частности к проходным нагревательным печам с подвижным подом для нагрева металлических заготовок перед горячей прокаткой.
Известен способ транспортировки заготовок нагревательной печи с выкатным подом, включающий загрузку нагреваемых заготовок на опорные элементы пода, дискретное перемещение заготовок в направлении от торца загрузки к торцу выгрузки печи, разгрузку нагретых заготовок с опорных элементов пода [1].
Дискретное перемещение заготовок в направлении от торца загрузки к торцу выгрузки осуществляется за счет возвратно-поступательного горизонтального перемещения выкатного пода и вертикального возвратно-поступательного движения опорных балок, установленных по боковым сторонам выкатного пода. При этом нагреваемые заготовки попеременно находятся на опорных балках или на опорных элементах пода.
Недостатком известного способа является то, что при перекладывании заготовок по мере перемещения в сторону выгрузки возможно их смещение относительно первоначального положения. Возможна также деформация заготовок.
Известный способ не предназначен для передачи коротких заготовок, так как значительная часть нижней поверхности нагреваемых заготовок перекрывается от теплового воздействия, при этом снижается эффективность нагрева.
Известно устройство для реализации этого способа, содержащее подводящий и отводящий рольганги, манипуляторы загрузки и выгрузки заготовок, выкатной под с опорными элементами на подовой части, по боковым сторонам пода расположены подъемные опорные балки [1].
Перемещение заготовок осуществляется за счет возвратно-поступательного перемещения опорных балок. При этом величина перемещений одинакова для всех типов нагреваемых заготовок, попеременно находящихся во время транспортировки на опорных балках или на выкатном поде.
Недостатком известного устройства является то, что при перекладывании заготовок по мере перемещения в сторону выгрузки возможно их смещение относительно первоначального положения вдоль оси печи, возможна также деформация заготовок.
Известное устройство предназначено для транспортирования заготовок примерно одинаковой длины.
Конструкция подвижной подовой части и опорные подъемные балки находятся в атмосфере печи, при этом требуется охлаждение конструкций, что, в свою очередь, ведет к усложнению конструкции печи в целом. Значительная часть нижней поверхности нагреваемых заготовок перекрывается от теплового воздействия, при этом снижается эффективность нагрева.
Известен наиболее близкий к заявляемому способ транспортирования заготовок в нагревательной печи, включающий загрузку манипулятором нагреваемых заготовок на опорные элементы, расположенные на подовой части тележек вне печи, дискретное поступательное перемещение заготовок совместно с тележками в направлении от зоны загрузки в зону выгрузки печи, разгрузку нагретых заготовок с опорных элементов подовой части тележек вне печи и возврат разгруженных тележек по линии внепечной транспортировки в зону загрузки [2].
Загрузка и выгрузка заготовок с тележек по известному способу происходит вне печи при разомкнутом поде в зонах загрузки и выгрузки заготовок. При этом обеспечивается перемещение заготовок во внутреннем пространстве печи без их смещения относительно начального положения на поде.
Недостатком известного способа является то, что на каждую тележку загружается целое количество заготовок, определяемое шириной заготовок и необходимым расстоянием между ними и расстоянием до края тележки. При нагреве заготовок с разной шириной неэффективно используется поверхность пода тележки на стыках тележек, из-за чего снижается производительность печи.
Также известно наиболее близкое к заявляемому устройство для транспортирования заготовок проходной нагревательной печи, содержащее подводящий и отводящий рольганги, манипуляторы загрузки и выгрузки заготовок, транспортирующие тележки с опорными элементами на подовой части и линию возврата тележек из зоны выгрузки заготовок в зону загрузки [2].
Загрузка и выгрузка заготовок известного устройства происходит вне печи при разомкнутом поде в зонах загрузки и выгрузки индивидуально на каждой тележке.
Недостатком известного устройства является то, что на каждую тележку загружается целое количество заготовок (одна или несколько), определяемое шириной заготовок и необходимым расстоянием между ними и расстоянием до края тележки. При нагреве заготовок с разной шириной не используется эффективно поверхность пода печи на стыках тележек, из-за чего снижается производительность печи.
Задачей предложенного изобретения является эффективное использование пода печи при разной ширине заготовок и, как следствие, повышение производительности печи.
Поставленная задача решается тем, что в известном способе транспортирования заготовок в проходной нагревательной печи, включающем загрузку заготовок в печь манипулятором, дискретное поступательное перемещение заготовок посредством транспортирующих тележек в направлении от зоны загрузки в зону выгрузки печи, разгрузку нагретых заготовок манипулятором и возврат транспортирующих тележек по линии внепечной транспортировки в зону загрузки печи, загрузку и выгрузку заготовок осуществляют в печи на непрерывном поде, образованном транспортирующими тележками, путем горизонтального перемещения заготовок вдоль транспортирующих тележек с учетом постоянно замеряемой ширины заготовок и необходимого зазора между ними для прохождения тепловых конвективных потоков в соответствии с алгоритмами:
Для загрузки - Lзi-Lзi-1=n·Lт-0,5·(Взi+Взi-1)-Δзi-1,i,
где Lзi-1 - величина горизонтального перемещения манипулятора для i-1-й заготовки в зоне загрузки,
Lзi - величина горизонтального перемещения манипулятора для i-й заготовки в зоне загрузки,
Lт - длина тележки
n - число (1, 2, 3...), равное количеству тележек, дополнительно добавленных к поду печи при загрузке i-й заготовки,
Взi - ширина i-й заготовки,
Взi-1 - ширина i-1-й заготовки,
Δзi-1,i - расстояние между i-1-й и i-й заготовками на поде печи.
Для разгрузки - Lвk+1-Lвк=mLт-0,5(Взk+1+Взк)-Δвk,k+1,
где Lвk+1 - величина горизонтального перемещения манипулятора для k+1-й заготовки в зоне выгрузки,
Lвk - величина горизонтального перемещения манипулятора для k-й заготовки в зоне выгрузки,
Lт - длина тележки,
m - число (1, 2, 3...), равное количеству тележек, выталкиваемых из печи после выгрузки k-й заготовки,
Взk - ширина k-й заготовки,
Взk+1 - ширина k+1-й заготовки,
Δвk,k+1 - расстояние между k-й и k+1-й заготовками
Ниже приведена таблица сравнительных технических характеристик по реализации известного [2] и заявляемого способов. Таблица получена на основе расчетов нагрева заготовок для толстолистового стана 5000 при следующих исходных данных:
длина пода - 52700 мм,
ширина пода - 8500 мм,
толщина заготовки - 250...315 мм
ширина заготовки - 1100...2700 мм
длина заготовки - 1500...4700 мм
При длине заготовки 1500...900 мм используется двухрядный посад, при длине заготовки 3900...4700 мм - однорядный посад. Длина тележки (3100 мм) по известному способу выбирается исходя из максимальной ширины нагреваемой заготовки (2700 мм), общее количество тележек в печи - 17 шт. Длина тележки по заявляемому способу не зависит от номенклатуры нагреваемых заготовок по их ширине и может иметь значительно меньшую длину, лимитированную только количеством подъемов-опусканий заслонок при прохождении тележек зон загрузки и выгрузки, а также нагрузкой на колесные пары. Базовая производительность печи (100%) выбрана из расчета нагрева заготовок максимальной ширины 2700 мм.
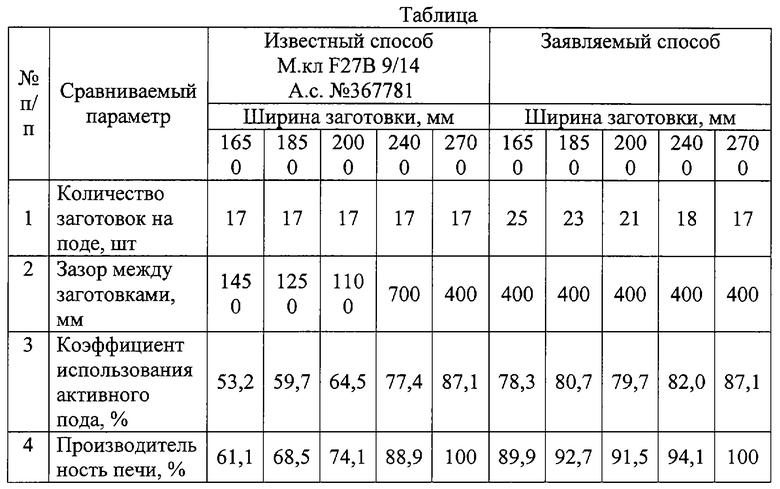
Коэффициент использования активного пода рассчитан по формуле  ,
,
где  - сумма площадей поверхностей заготовок, расположенных на поде,
- сумма площадей поверхностей заготовок, расположенных на поде,
Fпода - площадь пода.
Производительность печи рассчитана по формуле
 ,
,
где КВзаг - коэффициент использования пода для заготовки шириной Взаг, К2700 - коэффициент использования пода для заготовки шириной 2700 мм.
Из графы 4 видно, что при равной производительности печи при ширине заготовки 2700 по заявляемому и известному способам производительность печи при другой ширине заготовки по заявляемому способу выше, чем по известному. Особенно разница ощутима при малой ширине заготовки.
Настоящее изобретение включает также устройство для реализации этого способа, содержащее подводящий и отводящий рольганги, манипуляторы загрузки и выгрузки заготовок, транспортирующие тележки с опорными элементами на подовой части, заслонки с приводами на загрузочном и разгрузочном торцах печи и линию возврата тележек из зоны выгрузки заготовок в зону загрузки, согласно изобретению транспортирующие тележки с опорными элементами образуют непрерывный подвижный под печи, манипуляторы загрузки и выгрузки заготовок снабжены захватами вилочного типа, установленными с возможностью их вертикального и горизонтального перемещения вдоль транспортирующих тележек в промежутках между опорными элементами и роликами подводящего и отводящего рольгангов, при этом устройство снабжено системой управления транспортирования заготовок, включающей датчики регистрации горизонтальных перемещений захватов, установленных в зонах загрузки и выгрузки, и устройством для замера ширины заготовок, установленным в зоне загрузки, соединенных через блок выработки управляющих сигналов с приводами горизонтального и вертикального перемещений захватов манипуляторов, а также с приводами заслонок нагревательной печи в зонах загрузки и выгрузки заготовок.
Заявляемое устройство позволяет эффективно использовать всю поверхность пода печи для размещения нагреваемых заготовок. При этом на одинаковой площади пода печи по сравнению с известным устройством размещается большее количество заготовок и достигается большая производительность печи.
Заявляемое изобретение поясняется чертежами где:
на фиг.1 показан общий вид устройства, на котором реализуется предложенный способ,
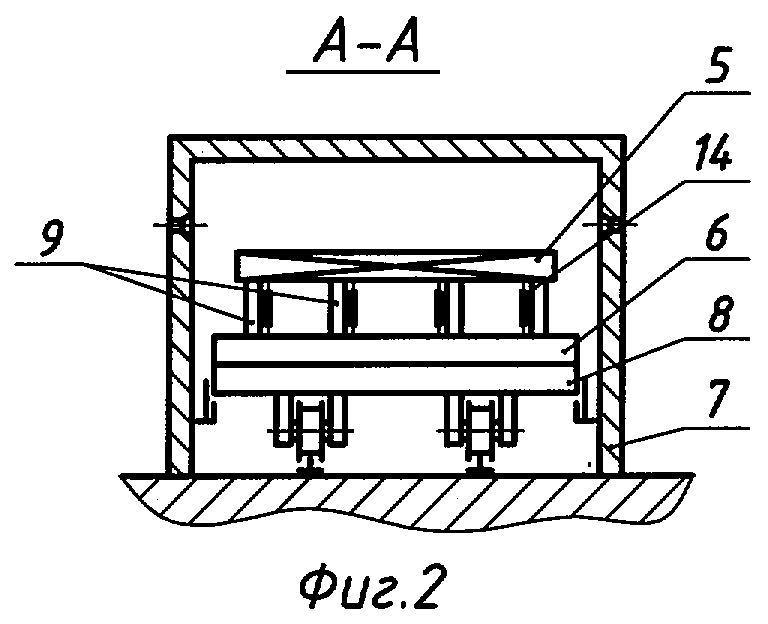
на фиг.2 - разрез А-А на фиг.1,
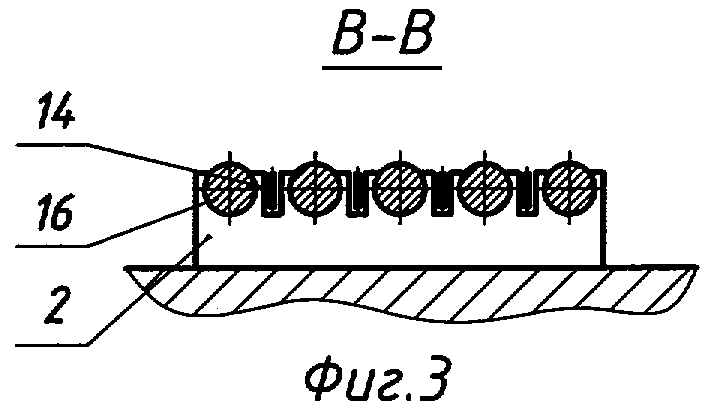
на фиг.3 - разрез В-В на фиг.1,
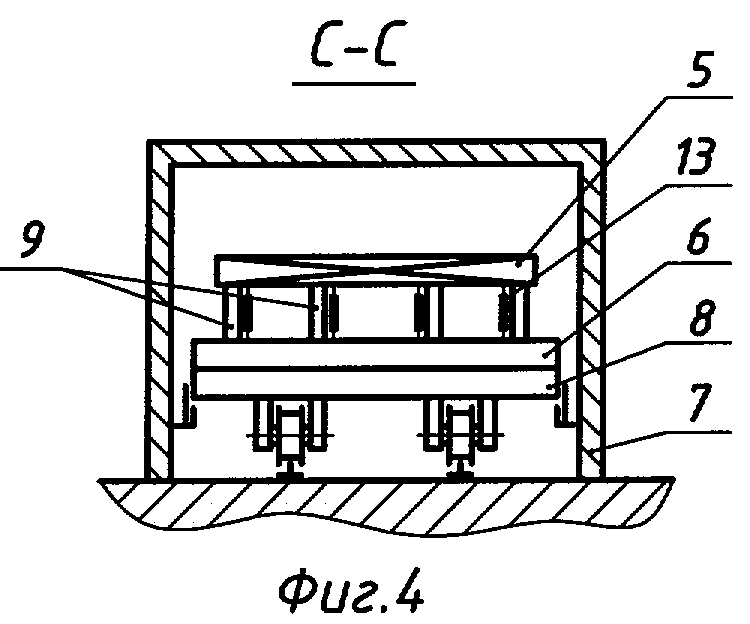
на фиг.4 - разрез С-С на фиг.1,
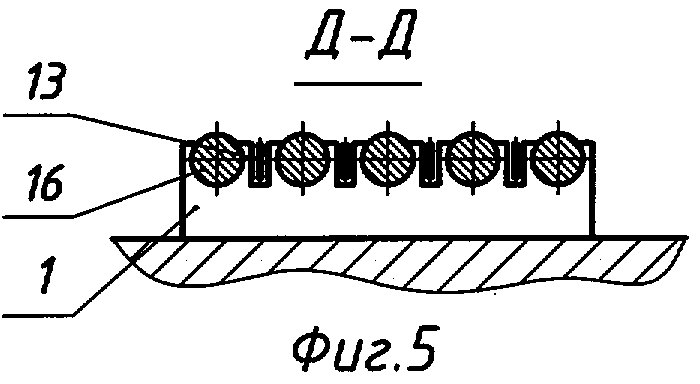
на фиг.5 - разрез D-D на фиг.1.
Устройство для транспортирования заготовок нагревательной печи содержит подводящий 1 и отводящий 2 рольганги, манипуляторы 3, 4 загрузки и выгрузки заготовок 5, подвижный под 6 нагревательной печи 7 в виде тележек 8 с опорными элементами 9 на подовой части и линию возврата 10 тележек 8 из зоны выгрузки 11 в зону загрузки 12. Манипуляторы 3, 4 загрузки и выгрузки заготовок 5 снабжены захватами 13, 14 вилочного типа с возможностью их размещения в промежутках между опорными элементами 9 на подовой части тележек 8 и роликами 15, 16 подводящего 1 и отводящего 2 рольгангов с обеспечением диапазонов 17, 18 перемещения захватов 13, 14 вдоль одной или нескольких тележек 8, составленных в сплошной под 6.
В зонах загрузки 12 и выгрузки 11 заготовок 5 установлены датчики 19, 20 регистрации горизонтальных перемещений захватов 13, 14 и в зоне загрузки 12 установлено устройство 21 для замера ширины заготовок 5. Датчики 19, 20 и устройство 21 соединены через блок выработки управляющих сигналов 22 с приводами горизонтальных 23, 24 и вертикальных 25, 26 перемещений захватов 13, 14 манипуляторов 3, 4, а также с приводами 27, 28 заслонок 29, 30 нагревательной печи 7 в зонах 12, 11 загрузки и выгрузки заготовок 5.
Работа устройства описана на примере осуществления предлагаемого способа.
Способ транспортирования заготовок 5 в нагревательной печи 7 с подвижным подом 6 в виде тележек 8 включает загрузку манипулятором 3 нагреваемых заготовок 5 на опорные элементы 9, расположенные на подовой части тележек 8, дискретное поступательное перемещение заготовок 5 совместно с подом 6, составленным из тележек 8, в направлении из зоны загрузки 12 в зону выгрузки 11 заготовок 5, разгрузку нагретых заготовок 5 с опорных элементов 9 подовой части тележек 8 и возврат разгруженных тележек 8 по линии внепечной транспортировки 10 в зону загрузки 12 печи 7. При этом загрузку и разгрузку заготовок 5 производят на поде 6, составленном из отдельных тележек 8, при условии расположения каждой заготовки 5 на одной или нескольких тележках 8 и с учетом ширины заготовок Вз и необходимого зазора Δз между ними для прохождения тепловых конвективных потоков.
У заготовок 5 замеряют ширину «В» с помощью устройства 21. Сведения о проведенных замерах поступают в блок выработки управляющих сигналов 22. Далее заготовка 5 центрируется по оси О1-О1 подводящего рольганга 1, с помощью которого подается в зону загрузки 12. Затем с помощью захватов 13 манипулятора 3 посредством привода 25 вертикального перемещения снимается с роликов рольганга 1 и передается с помощью привода 23 горизонтального перемещения из зоны загрузки 12 во внутреннее пространство нагревательной печи 7 при открытой заслонке 29 в зоне 12 загрузки заготовки. Сигнал на открывание заслонки 29 поступает на привод 27 от блока выработки управляющих сигналов 22 после обработки сигнала о начале перемещения захватов 13 манипулятора 3, поступивших от датчика 19 горизонтальных перемещений. Управляющий сигнал на остановку привода 23 горизонтального перемещения при загрузке первой заготовки 5 поступает с учетом измеренной ширины «В» заготовки и необходимого расстояния Δзт от края заготовки 5 до края тележки 8. После остановки захватов 13 манипулятора 3 в необходимом положении поступает сигнал на привод 25 вертикальных перемещений на опускание захватов 13 манипулятора 3 до контакта заготовки 5 с опорными элементами 9 на подовой части тележек 8, после чего захваты 13 с помощью привода 23 выводятся из-под заготовки 5 в исходное положение по оси O1-O1 подводящего рольганга 1. При этом заслонка 29 закрывается. Загрузку заготовок производят в соответствии с алгоритмом
Lзi-Lзi-1=nLт-0,5(Взi+Взi-1)-Δзi-1,i;
Так, например, при
Lт=1650 мм,
n=2,
Взi=Взi-1=2700 мм,
Δзi-1,i=400 мм
Lзi-Lзi-1=2·1650-0,5·(2700+2700)-400=0 мм,
то есть все заготовки загружаются при одной величине горизонтального перемещения манипулятора.
При
Взi-1=2700 мм,
Взi=2400 мм,
Δзi-1,i=400 мм
Lзi-Lзi-1=2·1650-0,5·(2700+2400)-400=150 мм,
то есть горизонтальный ход манипулятора на 1-й заготовке увеличивается на 150 мм по сравнению с прототипом.
После загрузки заготовки 5 и возврата манипулятора 3 в исходное положение заслонки 29, 30 в зонах 12, 11 загрузки и выгрузки заготовок 5 поднимают на величину, необходимую для проталкивания тележек 8 на величину, равную длине тележки Lт, через внутреннее пространство нагревательной печи 7 совместно с дополнительной тележкой 8, поступившей с линии возврата 10. При этом одна из тележек 8 выталкивается из внутреннего пространства нагревательной печи 7 с противоположной стороны зоны разгрузки 11.
При необходимости для размещения очередной заготовки 5 к подвижному поду 6 нагревательной печи 7 в зоне загрузки 12 добавляют еще дополнительную тележку 8 с линии возврата 10.
Выгрузку заготовок 5 из нагревательной печи 7 производят следующим образом:
Захваты 14 манипулятора 4 из исходного положения по оси O2-O2 отводящего рольганга 2 перемещают во внутреннее пространство нагревательной печи 7 на величину, соответствующую положению к-й заготовки 5 относительно края тележки Δзтk в зоне загрузки 12.
При этом положение k-й заготовки 5 относительно края тележки 8 со стороны зоны выгрузки будет:
Δвтk=mLт-Bk-Δзтk
где Lт - длина тележки
m - число (1, 2, 3...), соответствующее количеству тележек 8 в зоне выгрузки 11, на которых лежит заготовка 5,
Bk - ширина k-й заготовки,
Δзтk - положение k-й заготовки относительно края тележки в зоне загрузки,
Δвтk - положение k-й заготовки относительно края тележки в зоне выгрузки.
После получения сигнала от блока выработки управляющих сигналов 22 привод 24 горизонтального перемещения захватов 14 манипулятора 4 останавливается, после чего захваты 14 поднимаются с помощью привода 26 вертикальных перемещений, заготовка 5 снимается с опорных элементов 9 пода 6 и заготовка 5 извлекается из внутреннего пространства нагревательной печи 7 и передается на отводящий рольганг 2 для последующей горячей прокатки.
Разгрузку всех последующих заготовок 5 с пода 6 производят в соответствии с алгоритмом:
Lвk+1-Lвk=mLт-0,5(Взk+1+Взk)-Δвk,k+1,
где Lвk+1 - величина горизонтального перемещения манипулятора для k+1-й заготовки в зоне выгрузки,
Lвk - величина горизонтального перемещения манипулятора для k-й заготовки в зоне выгрузки,
Lт - длина тележки,
m - число (1, 2, 3...), равное количеству тележек, выталкиваемых из печи после выгрузки k-й заготовки,
Взk - ширина k-й заготовки,
Взi+1 - ширина k+1-й заготовки,
Δвk,k+1 - расстояние между k-й и k+1-й заготовками
Заявляемое устройство позволяет эффективно использовать всю поверхность пода печи для размещения нагреваемых заготовок. При этом на одинаковой площади пода печи по сравнению с известным способом размещается большее количество заготовок и достигается большая производительность печи.
Реализация предложенного изобретения позволит повысить коэффициент использования пода печи при нагреве заготовок разной ширины и тем самым увеличить производительность печи для толстолистового стана «5000» примерно на 18...20%.
1. Авторское свидетельство СССР №354248, М.кл. F 27 В 9/14, опубл. 09.10.1972.
2. Авторское свидетельство СССР № 367781, М.кл. F 27 В 9/14, опубл. 07.12.1983.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1993 |
|
RU2048968C1 |
| Автоматизированная поточная линия для изготовления колес | 1989 |
|
SU1636100A1 |
| Способ управления загрузкой, выгрузкой и перемещением заготовок в кольцевой печи | 1989 |
|
SU1696826A1 |
| СПОСОБ ТРАНСПОРТИРОВКИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1992 |
|
RU2021873C1 |
| Транспортная система для подачи слитков | 1986 |
|
SU1380824A1 |
| Механизированная поточная линия для изготовления штампокатаных колес | 1989 |
|
SU1750822A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТЫХ ИЗДЕЛИЙ ИЗ НИЗКОУГЛЕРОДИСТЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ, УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 2015 |
|
RU2598021C1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕС | 1992 |
|
RU2043817C1 |
| Устройство для загрузки и выгрузки заготовок магнитных сталей из кольцевой печи | 1990 |
|
SU1786137A1 |
| Устройство для управления загрузкой, выгрузкой и перемещением заготовок в кольцевой печи | 1989 |
|
SU1721420A1 |
Изобретение относится к средствам для нагрева металлических заготовок перед пластической деформацией, в частности к нагревательным печам с подвижным подом в виде тележек, для нагрева металлических заготовок перед горячей прокаткой. Способ транспортирования заготовок в проходной нагревательной печи включает загрузку манипулятором заготовок, дискретное поступательное перемещение заготовок посредством транспортирующих тележек с опорными элементами на подовой части в направлении от зоны загрузки к зоне выгрузки печи, разгрузку нагретых заготовок и возврат разгруженных тележек по линии внепечной транспортировки. Загрузку и выгрузку заготовок осуществляют в печи на непрерывном поде, образованном посредством транспортирующих тележек с учетом постоянно замеряемой ширины заготовок и необходимого зазора между ними для прохождения тепловых конвективных потоков в соответствии с алгоритмами. Для осуществления способа предлагается устройство, содержащее подводящий и отводящий рольганги, манипуляторы загрузки и выгрузки заготовок, транспортирующие тележки с опорными элементами на подовой части, заслонки с приводами на загрузочном и разгрузочном торцах печи и линию возврата тележек из зоны выгрузки заготовок в зону загрузки, при этом транспортирующие тележки с опорными элементами образуют непрерывный подвижный под печи. Манипуляторы загрузки и выгрузки заготовок снабжены захватами вилочного типа, установленными с возможностью их вертикального и горизонтального перемещения вдоль транспортирующих тележек в промежутках между опорными элементами и роликами подводящего и отводящего рольгангов. При этом устройство снабжено системой управления транспортирования заготовок, включающей датчики регистрации горизонтальных перемещений захватов, установленных в зонах загрузки и выгрузки, и устройства для замера ширины заготовок, установленного в зоне загрузки, соединенных через блок выработки управляющих сигналов с приводами горизонтального и вертикального перемещений захватов манипуляторов, а также с приводами заслонок. Изобретение позволяет повысить коэффициент использования пода печи при нагреве заготовок разной ширины и тем самым увеличить производительность печи для толстолистового стана «5000» примерно на 18-20%. 2 н.п. ф-лы, 5 ил., 1 табл.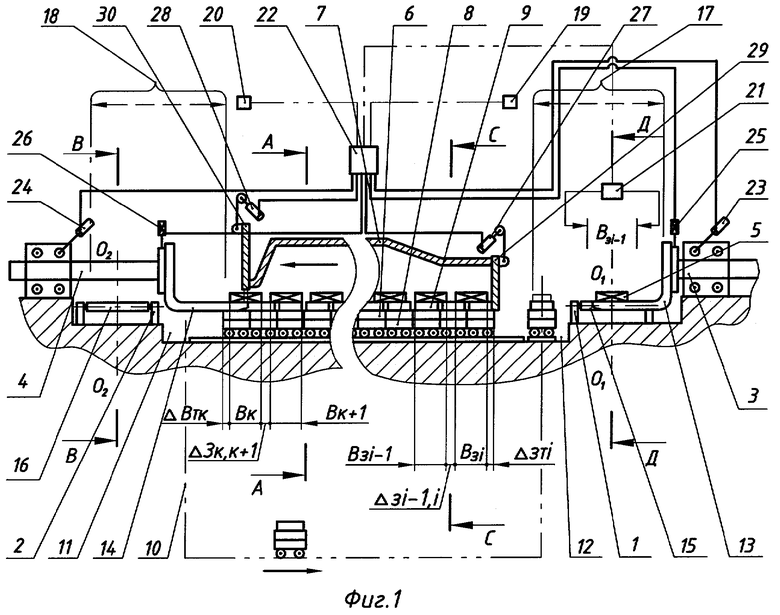
для загрузки Lзi-Lзi-1=nLт-0,5(Взi+Взi-1)-Δзi-1,i,
где Lзi-1 - величина горизонтального перемещения манипулятора для i-1-ой заготовки в зоне загрузки;
Lзi - величина горизонтального перемещения манипулятора для i-ой заготовки в зоне загрузки;
Lт - длина тележки (шаг перемещения манипулятора);
n - число (1, 2, 3...), равное количеству тележек, дополнительно добавленных к поду печи при загрузке i-ой заготовки;
Взi - ширина i-ой заготовки;
Взi-1 - ширина i-1-ой заготовки;
Δзi-1,i - расстояние между i-1-ой и i-ой заготовками на поде печи,
для разгрузки LBk+1-Lвk=m·Lт-0,5·(Взk+1+Взk)-Δвk,k+1,
где
Lвk+1 - величина горизонтального перемещения манипулятора для k+1-ой заготовки в зоне выгрузки;
Lвk - величина горизонтального перемещения манипулятора для k-ой заготовки в зоне выгрузки;
Lт - длина тележки (шаг перемещения манипулятора);
m - число (1, 2, 3...), равное количеству тележек, выталкиваемых из печи после выгрузки k-ой заготовки;
Взk - ширина k-ой заготовки;
Взi+1 - ширина k+1-ой заготовки;
Δbk,k+1 - расстояние между k-ой и k+1-ой заготовками.
| Туннельно-щелевая печь | 1971 |
|
SU367781A1 |
| Вакуумная проходная электропечь | 1981 |
|
SU1008597A1 |
| ЭЛЕКТРОПЕЧЬ "ПРЭТТИ" | 1996 |
|
RU2147108C1 |
| КАМЕРНАЯ ПЕЧЬ | 2000 |
|
RU2188993C2 |
| ЗАКАЛОЧНО-ОТПУСКНОЙ АГРЕГАТ | 2000 |
|
RU2200200C2 |

