Изобретение относится к машиностроению и может быть использовано для восстановления и упрочнения поверхностей трущихся деталей машин.
Известен способ нанесения на поверхность изделий (подложку) хромовых покрытий путем термической диссоциации паров гексакарбонила хрома [1]. Способ осуществляют при температуре подложки от 300 до 700°С в вакууме примерно 4-6 Па при непрерывной откачке системы. Количество паров карбонила, подаваемого в реактор, регулируется температурой нагрева кристаллического гексакарбонила хрома в сублиматоре и, как правило, находится интервале от 40 до 80°С. При этих условиях скорость нанесения покрытия составляет 5-10 мкм/мин.
Характерной особенностью таких покрытий является их высокая микротвердость, достигающая величины 1600 кг/мм2.
Однако при осаждении таких покрытий в указанных режимах прочность сцепления их со стальной подложкой оказывается неудовлетворительной и при механической обработке деталей наблюдается образование трещин в покрытиях и частичное их отслоение от подложки.
Известен электролитический способ нанесения хромовых покрытий и, в частности, с использованием высокоскоростных саморегулирующихся хромсодержащих электролитов [2]. Способ осуществляют на базе катализирующих анионов в виде труднорастворимых соединений следующего состава:
1) 250 г/л хромового ангидрида, 5-7 г/л сульфата стронция, 18-22 г/л кремнефторида калия;
2) 230-250 г/л хромового ангидрида, 6-8 г/л фторида кальция, 18-22 г/л кремнефторида калия.
Процесс проводят при температуре электролита 40-70°С и плотности тока 30-70 А/дм2. В этих условиях получают блестящие хромовые покрытия с небольшими внутренними напряжениями, характеризующиеся высокой прочностью сцепления покрытия с подложкой. Однако максимальная микротвердость таких покрытий не превышает 800-900 кг/мм2, что недостаточно для деталей, работающих в условиях интенсивного абразивного износа.
Наиболее близким по технической сущности к предлагаемому является способ нанесения хромового покрытия, включающий электролитическое осаждение на подложку хромового покрытия из хромсодержащих растворов в присутствии катализатора и нанесение дополнительного слоя хромового покрытия из газовой фазы гексакарбонила хрома путем термической диссоциации [3]. При этом деталь в качестве катода помещают в хромсодержащий электролит, включающий катализирующие добавки. Режим осаждения: температура 50-60°С, плотность тока 60-70 А/дм2. После промывки деталь помещают в вакуумную камеру на графитовый обогреватель. Камеру вакуумируют, деталь нагревают до температуры 350-500°С и подают из предварительно нагретого сублиматора пары гексакарбонила хрома. Продолжительность процесса 7-10 мин. На поверхности нагретой детали пары гексакарбонила хрома разлагаются с образованием дополнительного хромового покрытия, при этом толщина дополнительного слоя покрытия составляет 5-15% от толщины первого слоя.
Получаемые покрытия характеризуются высокой микротвердостью (1200-1600 кг/мм2) и удовлетворительной прочностью сцепления покрытия с основой.
Однако в ряде случаев (например, при получении качественных противокоррозионных и износостойких покрытий на высоконагруженных деталях машин) прочность сцепления покрытия с основой является недостаточной, что приводит к образованию трещин и отслаиванию покрытия. Кроме того, данный способ является малопроизводительным из-за того, что 85-95% наращиваемого слоя наносится электролитическим хромированием, которое характеризуется низкой скоростью осаждения (1-2 мкм/мин).
Задача, на решение которой направлено изобретение, состоит в увеличении прочности сцепления покрытия с подложкой и повышении производительности процесса.
Технический результат от использования изобретения заключается в повышении адгезионной прочности покрытия на 15-20% и значительном увеличении производительности процесса нанесения покрытия по сравнению со способом-прототипом до 100-250% (в зависимости от толщины двухслойного покрытия).
Технический результат достигается тем, что в способе нанесения хромового покрытия на стальные детали, включающем электролитическое осаждение на подложку хромового покрытия из хромсодержащих растворов в присутствии катализатора и нанесение дополнительного слоя хромового покрытия из газовой фазы гексакарбонила хрома путем термической диссоциации, после нанесения слоя гальванического хрома деталь подвергают анодному травлению в том же электролите с соблюдением следующих режимов: плотность тока 40-50 А/дм2, температура электролита 50-65°С. Кроме того, толщина слоя, наносимого низкопроизводительным гальваническим осаждением, составляет 5-15 мкм, а увеличение толщины покрытия до требуемого значения получают путем термической диссоциации паров гексакарбонила хрома из газовой фазы.
Изобретение осуществляется следующим образом.
Стальные детали, поверхности которых подготовлены общепринятыми методами (обезжиривание, промывка, сушка, дефектация, шлифование под требуемый размер, изоляция мест, не подлежащих нанесению покрытия, и т.д.), в качестве катода помещают в электролит, содержащий соединения хрома и катализирующие добавки. Режим осаждения: температура 50-65°С, плотность тока 60-70 А/дм2, продолжительность процесса 15-25 мин. После нанесения слоя гальванического хрома меняют полярность на противоположную и производят анодное травление с целью нанесения пористости канальчатого типа при плотности тока 40-50 А/дм2 и температуре 50-65°С в электролите того же состава в течение 0,5-0,85 мин (30-50 секунд). За счет травления происходит активация поверхности и увеличение площади сцепления между слоями. Это приводит к повышению прочности сцепления между гальваническим и газофазным хромовыми слоями и, как следствие, увеличению адгезионной прочности всего покрытия. После промывки стальную деталь с нанесенным и протравленным слоем гальванического хрома помещают в вакуумную камеру на графитовый обогреватель. Камеру вакуумируют до остаточного давления 2-3 Па, деталь нагревают до температуры 350-500°С и подают из предварительно нагретого до 40-60°С сублиматора пары гексакарбонила хрома. После подачи паров остаточное давление в камере повышается до 4-6 Па. На поверхности нагретой детали пары гексакарбонила хрома разлагаются с образованием второго слоя хромового покрытия. Процесс ведут до образования покрытия требуемой толщины. Выделяющийся при разложении паров гексакарбонила хрома оксид углерода выводят через ловушки и сжигают. После получения покрытия подачу паров гексакарбонила хрома прекращают, а деталь охлаждают.
Толщину (δ) первого и второго слоев определяют расчетным путем по привесу образца или микрометрическими измерениями. Микротвердость (Нс) определяют на приборе ПМТ-3, а равномерность и качество оценивают визуально и под микроскопом. Прочность сцепления покрытия с основой определяют по методу Лукомского Ю.М. на установке для испытаний на растяжение-сжатие типа ДМ-30М. Значение прочности сцепления покрытия с основой определяют из соотношения силы отрыва к площади отрыва.
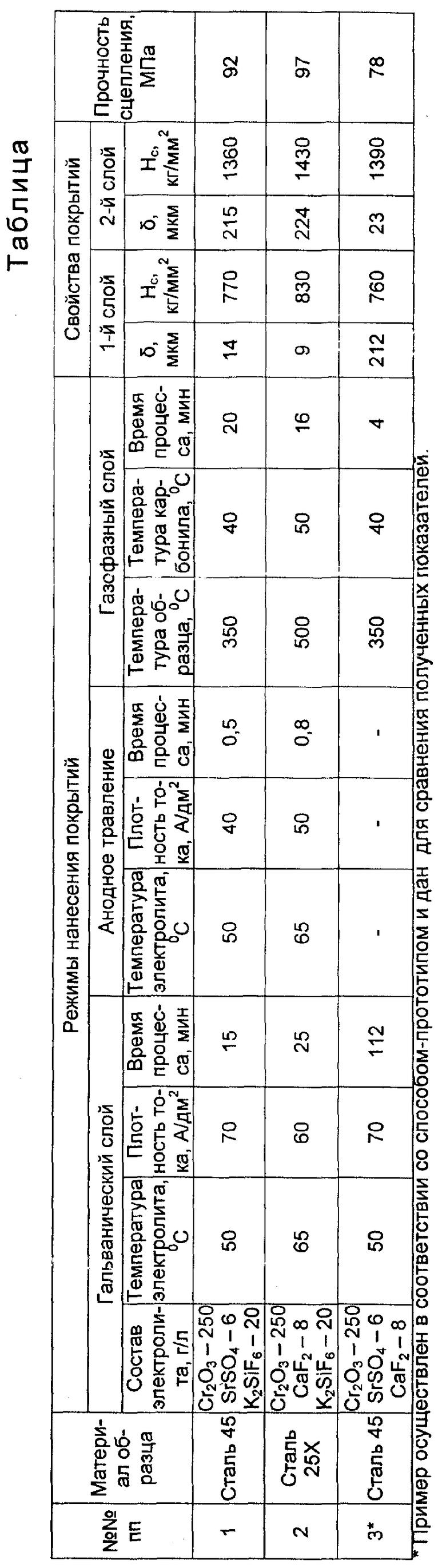
Пример 1. Образец из стали 45 помещают в саморегулирующийся сульфатно-кремнефторидный электролит состава: 250 г/л хромового ангидрида; 6 г/л сульфата стронция; 20 г/л кремнефторида калия. Осаждение хрома проводят при температуре электролита 50°С и плотности тока 70 А/дм2 в течение 15 минут. Далее меняют полярность на противоположную и производят анодное травление при плотности тока 40 А/дм2 и температуре 50°С в течение 0,5 мин в том же электролите.
После извлечения из электролита образец промывают дистиллированной водой, высушивают, протирают чистой ветошью, смоченной этиловым спиртом, и помешают в реакционную камеру установки газофазной металлизации на графитовый нагреватель. Камеру вакуумируют до остаточного давления 2-3 Па, деталь нагревают до температуры 350°С и с помощью вакуума подают из предварительно нагретого до 40°С сублиматора пары гексакарбонила хрома. При этом остаточное давление в реакционной камере повышается до 4-6 Па. На поверхности нагретой детали пары гексакарбонила хрома разлагаются с образованием дополнительного слоя хромового покрытия. Продолжительность процесса 20 мин. Толщина гальванического (после травления) и газофазного слоев составила 14 и 215 мкм соответственно. Микротвердость первого слоя составила 770 кг/мм2, второго слоя - 1360 кг/ мм2. Прочность сцепления с основой - 92 МПа.
Пример 2. Образец из стали 25Х помещают в саморегулирующийся фторидно-кремнефторидный электролит состава: 250 г/л хромового ангидрида; 8 г/л фторида кальция; 20 г/л кремнефторида калия. Осаждение хрома проводят при температуре электролита 65°С и плотности тока 60 А/дм2 в течение 25 мин. Далее меняют полярность на противоположную и производят анодное травление при плотности тока 50 А/дм2 и температуре 65°С в течение 0,8 мин в том же электролите.
После извлечения из электролита образец промывают дистиллированной водой, высушивают, протирают чистой ветошью, смоченной этиловым спиртом, и помешают в реакционную камеру установки газофазной металлизации на графитовый нагреватель. Камеру вакуумируют до остаточного давления 2-3 Па, деталь нагревают до температуры 500°С и с помощью вакуума подают из предварительно нагретого до 50°С сублиматора пары гексакарбонила хрома. При этом остаточное давление в реакционной камере повышается до 4-6 Па. На поверхности нагретой детали пары гексакарбонила хрома разлагаются с образованием дополнительного слоя хромового покрытия. Продолжительность процесса 16 мин. Толщина гальванического (после травления) и газофазного слоев составила 9 и 224 мкм соответственно. Микротвердость первого слоя составила 830 кг/мм2, второго слоя - 1430 кг/ мм2. Прочность сцепления с основой - 97 МПа.
Пример 3 (осуществлен в соответствии со способом-прототипом). Образец из стали 45 помещают в саморегулирующийся сульфатно-фторидный электролит состава: 250 г/л хромового ангидрида; 6 г/л сульфата стронция; 8 г/л фторида кальция. Осаждение хрома проводят при температуре электролита 50°С и плотности тока 70 А/дм2 в течение 112 мин. Анодное травление не производят.
После извлечения из электролита образец промывают дистиллированной водой, высушивают, протирают чистой ветошью, смоченной этиловым спиртом, и помешают в реакционную камеру установки газофазной металлизации на графитовый нагреватель. Камеру вакуумируют до остаточного давления 2-3 Па, деталь нагревают до температуры 350°С и с помощью вакуума подают из предварительно нагретого до 40°С сублиматора пары гексакарбонила хрома. При этом остаточное давление в реакционной камере повышается до 4-6 Па. На поверхности нагретой детали пары гексакарбонила хрома разлагаются с образованием дополнительного слоя хромового покрытия. Продолжительность процесса 4 мин. Толщина гальванического (после травления) и газофазного слоев составила 212 и 23 мкм соответственно. Микротвердость первого слоя составила 760 кг/мм2, второго слоя - 1390 кг/ мм2. Прочность сцепления с основой - 78 МПа.
Все примеры и результаты испытаний представлены в таблице. Для удобства сравнения полученных результатов были получены покрытия примерно одинаковой толщины - около 230 мкм.
Как видно из примеров 1-3, представленных в таблице, предлагаемым способом получены хромовые покрытия, обладающие высокими рабочими характеристиками. Прочность сцепления с основой покрытий, полученных в соответствии с предлагаемым способом, составила 92-97 МПа, а по способу-прототипу - 78 МПа, таким образом, достигнуто повышение прочности сцепления на 18-24%. Время нанесения покрытий по предлагаемому способу составило 36-42 мин, тогда как по способу прототипу 116 мин, следовательно, производительность повышается на 176-220%. При этом микротвердость обоих слоев, остается достаточно высокой и находится на уровне способа-прототипа.
Источники информации
1. Сыркин В.Г. Газофазная металлизация через карбонилы. М.: Металлургия, 1985, 248 с.
2. Шлугер М.А. Ускорение и усовершенствование хромирования деталей машин. М: Машгиз, 1961.
3. Патент РФ №2109844 С1, кл. 6 С 23 С 16/16, 28/02, 06.02.1997.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ХРОМОВОГО ПОКРЫТИЯ | 1997 |
|
RU2109844C1 |
| Способ нанесения хромового покрытия на прецизионные детали из низколегированных конструкционных сталей | 2020 |
|
RU2732038C1 |
| Способ нанесения износостойкого кобальт-хромового покрытия на подложки из алюминиевых сплавов | 2022 |
|
RU2791115C1 |
| ЭЛЕКТРОЛИТ ХРОМИРОВАНИЯ И СПОСОБ ПОЛУЧЕНИЯ ХРОМОВОГО ПОКРЫТИЯ НА СТАЛЬНЫХ ДЕТАЛЯХ | 2002 |
|
RU2231581C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМИРОВАНИЯ | 2020 |
|
RU2762695C1 |
| Способ получения композиционного электрохимического покрытия на стали | 2015 |
|
RU2618679C1 |
| Способ электрохимического нанесения высоконаполненных композиционных хромовых покрытий с развитой структурой поверхности | 2017 |
|
RU2664992C1 |
| СПОСОБ ОСАЖДЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА АЛЮМИНИЕВЫЕ СПЛАВЫ С ВЫСОКИМ СОДЕРЖАНИЕМ КРЕМНИЯ | 2014 |
|
RU2569199C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОМОДИФИЦИРОВАННОГО ГАЛЬВАНИЧЕСКОГО ХРОМОВОГО ПОКРЫТИЯ | 2009 |
|
RU2422562C1 |
| СПОСОБ ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ | 2012 |
|
RU2509832C2 |
Изобретение относится к машиностроению и может быть использовано для восстановления и упрочнения поверхностей трущихся деталей машин. Способ включает электролитическое осаждение на подложку хромового покрытия из хромсодержащих растворов в присутствии катализатора. Затем проводят анодное травление в том же электролите с соблюдением следующих режимов: плотность тока 40-50 А/дм2, температура электролита 50-65°С. После анодного травления осуществляют нанесение дополнительного слоя хромового покрытия из газовой фазы гексакарбонила хрома путем термической диссоциации. В частных случаях осуществления изобретения толщина слоя гальванического хрома составляет 5-15 мкм, а увеличение толщины покрытия до требуемого значения получают путем термической диссоциации паров гексакарбонила хрома из газовой среды. Техническим результатом изобретения является увеличение прочности сцепления покрытия с подложкой и повышение производительности процесса. 1 з.п. ф-лы, 1 табл.
| СПОСОБ НАНЕСЕНИЯ ХРОМОВОГО ПОКРЫТИЯ | 1997 |
|
RU2109844C1 |
| СПОСОБ ОБРАБОТКИ МЕДНОЙ И СВЕРХПРОВОДЯЩЕЙ ПРОВОЛОКИ | 1998 |
|
RU2149227C1 |
| Балка | 1978 |
|
SU727789A1 |
| ЕР 0909839 А, 21.04.1999. | |||

