Изобретение относится к обработке металлов резанием и может быть использовано для подачи тонкостенной трубы в зону обработки токарного станка.
Известны устройства для подачи трубы в рабочую зону токарных станков при помощи подающей трубы с цангой, подающих роликов, подающих рычажных муфт, груза или пружины, пневматического или гидравлического устройства (см. Б.Л. Богуславский. Токарные автоматы. М.: МАШГИЗ, 1958 год, стр.210-218), устройство для удерживания и подачи прутка к токарным автоматам (АС 542585, МПК В 23 В 13/06). Недостатками таких устройств является достаточно большой остаток материала, зависящий от рабочей длины лепестков зажимной цанги.
Наиболее близким по технической сущности и достигаемому эффекту является устройство для подачи тонкостенных труб в зону обработки станка токарной группы (патент на полезную модель №34417, МПК7 В 23 В 13/00) - прототип, содержащее подающую трубу, на переднем конце которой навинчена пружинящая цанга, располагающаяся внутри отверстия шпинделя и взаимодействующая с удлинителем, который прикреплен к противоположному обрабатываемому торцу трубы и состоит из хвостовика с наружным диаметром, равным наружному диаметру обрабатываемой трубы, и длиной, достаточной для проталкивания через рабочую поверхность лепестков зажимной цанги токарного станка в зону резания, и узла крепления с диаметром, равным внутреннему диаметру обрабатываемой трубы, и расположенного внутри нее с осевым и радиальным стопорением посредством радиального вдавливания стенки обрабатываемой трубы в обнижения, выполненные на фиксаторе и цилиндрическом элементе, жестко связанном с хвостовиком.
Недостатками данного устройства являются затрудненный съем остатка материала с удлинителя из-за погрешностей формы, имеющейся у тонкостенной трубы в месте ее сопряжения с узлом крепления удлинителя, невозможность из-за полного перекрытия тонкостенной трубой узла крепления точного определения места нахождений обнижений для вдавливания тонкостенной трубы после ее сопряжения с удлинителем, а также отсутствие герметичности соединения в местах сопряжения тонкостенной трубы и удлинителя, что приводит к утечке и перемешиванию масла, используемого в системе подающего устройства станка для исключения механических повреждений наружной поверхности тонкостенной трубы (масляная ванна), с маслом, используемым в качестве СОЖ в рабочей зоне станка.
Технической задачей изобретения является облегчение съема остатка материала тонкостенной трубы с удлинителя, обеспечение возможности точного определения места нахождения обнижений для вдавливания тонкостенной трубы, получение надежного герметичного соединения в местах сопряжения тонкостенной трубы и удлинителя.
Поставленная задача решается тем, что в устройстве для подачи тонкостенных труб в зону обработки станка токарной группы, содержащем подающую трубу, на переднем конце которой навинчена пружинящая цанга, располагающуюся внутри отверстия шпинделя и взаимодействующую с удлинителем, который прикреплен к противоположному обрабатываемому торцу трубы и состоит из хвостовика с наружным диаметром, равным наружному диаметру обрабатываемой трубы, и длиной, достаточной для проталкивания через рабочую поверхность лепестков зажимной цанги токарного станка в зону резания, и узла крепления с диаметром, равным внутреннему диаметру обрабатываемой трубы, и расположенного внутри нее с осевым и радиальным стопорением посредством радиального вдавливания стенки обрабатываемой трубы в обнижения, выполненные на жестко связанном с хвостовиком цилиндрическом элементе и фиксаторе, согласно изобретению, на торце цилиндрического элемента выполнены две перпендикулярно расположенные относительно друг друга прорези, находящиеся на равном удалении от обнижений и ограниченные сквозными отверстиями, расположенными в наружной кольцевой канавке, внутренняя конусная поверхность цилиндрического элемента плавно переходит в резьбовое отверстие и взаимодействует с наружной конусной поверхностью фиксатора, на наружной цилиндрической части которого выполнена канавка с установленной в ней уплотнительной резиновой прокладкой, а на наружной поверхности хвостовика выполнена метка, расположенная на расстоянии от одного из обнижений.
Другим отличием является то, что метка на поверхности хвостовика выполнена в виде цековки.
Предложенная совокупность признаков является новой и обладает изобретательским уровнем, так как выполнение удлинителя данной конструкции позволит производить облегченный съем остатка материала с него за счет возможности изменения диаметра цилиндрического элемента удлинителя, конструкция узла крепления позволит достичь герметичного, надежного соединения в местах сопряжения трубы и удлинителя, а выполнение метки обеспечит точное определение места нахождения обнижений для вдавливания тонкостенной трубы.
Сущность изобретения поясняется чертежами.
На фиг.1 представлен общий вид устройства.
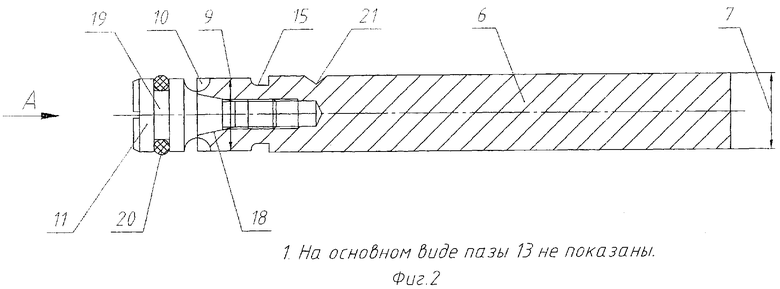
На фиг.2, 3 представлен удлинитель.
Устройство для подачи тонкостенных труб в зону обработки станка 1 токарной группы содержит подающую трубу 2, на переднем конце которой навинчена пружинящая цанга 3, располагающуюся внутри отверстия шпинделя 4, удлинитель 5, состоящий из хвостовика 6 с наружным диаметром 7, равным наружному диаметру обрабатываемой трубы, длиной, достаточной для проталкивания через рабочую поверхность лепестков зажимной цанги 8 токарного станка 1 в зону резания, и узла крепления с диаметром 9, равным внутреннему диаметру обрабатываемой трубы, и расположенного внутри нее с осевым и радиальным стопорением посредством радиального вдавливания стенки обрабатываемой трубы в обнижения 10, выполненные на фиксаторе 11 и жестко связанном с хвостовиком цилиндрическом элементе 12, который имеет на своем торце две перпендикулярно расположенные относительно друг друга прорези 13, находящиеся на равном удалении от обнижений 10 и ограниченные сквозными отверстиями 14, в зоне которых выполнена наружная кольцевая канавка 15, внутренняя конусная поверхность 16 цилиндрического элемента 12 плавно переходит в резьбовое отверстие 17 и взаимодействует с наружной конусной поверхностью 18 фиксатора 11, также на наружной цилиндрической части фиксатора 11 имеется канавка 19 с установленной в ней уплотнительной резиновой прокладкой 20, а на наружной поверхности хвостовика 6 выполнена метка 21 в виде цековки, расположенная на заданном расстоянии от одного из обнижений 10.
Устройство для подачи тонкостенных труб в зону обработки станка токарной группы работает следующим образом.
Для подготовки удлинителя 5 к работе фиксатор 11 закручивают до упора в торец цилиндрического элемента 12, при этом внутренняя конусная поверхность 16 цилиндрического элемента 12, взаимодействуя с наружной конусной поверхностью 18 фиксатора 11, образует лепестками 22 цилиндрического элемента 12 отверстие с наружным диаметром 9, соответствующим внутреннему диаметру трубы. К противоположному обрабатываемому торцу трубы присоединяется удлинитель 5, при этом уплотнительная резиновая прокладка 20, установленная в канавке 19 на наружной цилиндрической части фиксатора 11, располагается внутри обрабатываемой трубы с небольшим натягом и полностью герметизирует соединение удлинителя и тонкостенной трубы. Далее выполняется осевое и радиальное стопорение посредством радиального вдавливания стенки обрабатываемой трубы в обнижения 10, точное место вдавливания определяется с помощью метки 21, расположенной на заданном расстоянии от одного из обнижений.
Обрабатываемым концом труба устанавливается в рабочую зону резания, где производится ее дальнейшая обработка. При конечной стадии обработки устройство для подачи тонкостенных труб перемещает остаток трубы в зону резания станка 1, при этом зажимная цанга 8 удерживает не остаток трубы, а удлинитель 5 за хвостовик 6 с наружным диаметром 7. После завершения обработки трубы и остановки станка 1 небольшая часть остатка трубы, зафиксированная на узле крепления удлинителя 5, извлекается из станка 1. Фиксатор 11 отсоединяется от остатка трубы в противоположном хвостовику 6 осевом направлении. Хвостовик 6 отсоединяется от остатка трубы в противоположном фиксатору 11 осевом направлении, при этом внутренняя конусная поверхность 16 цилиндрического элемента 12, жестко связанного с хвостовиком 6, выходит из взаимодействия с наружной конусной поверхностью 18 фиксатора 11, что приводит к уменьшению наружного диаметра отверстия, образованного лепестками 22 цилиндрического элемента 12, и облегченному снятию остатка трубы с удлинителя 5. После соединения фиксатора 11 и хвостовика 6 устройство готово к повторному применению.
Использование данного изобретения позволит производить облегченный съем остатка материала с удлинителя, обеспечит точное определение места нахождения обнижений для вдавливания тонкостенной трубы, обеспечит надежное герметичное соединение в местах сопряжения трубы и удлинителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Оправка разжимная | 2021 |
|
RU2765419C1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2013 |
|
RU2524518C1 |
| Цанговый патрон | 1977 |
|
SU653037A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Способ обработки искривленных нежестких цилиндрических деталей с утолщениями на концах | 1979 |
|
SU776748A1 |
| РАЗЖИМНАЯ ОПРАВКА | 1992 |
|
RU2030257C1 |
| ПЛОМБА | 1999 |
|
RU2163288C2 |
| Цанга для зажима цилиндрической заготовки | 2021 |
|
RU2775596C1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ И РАЗЖИМНАЯ ЦАНГА | 2012 |
|
RU2521567C2 |

Изобретение относится к обработке металлов резанием и может быть использовано для подачи тонкостенной трубы в зону обработки токарного станка. Сущность изобретения заключается в том, что на торце цилиндрического элемента выполнены две прорези, расположенные перпендикулярно относительно друг друга и находящиеся на равном удалении от обнижений, ограниченные сквозными отверстиями, расположенными в наружной кольцевой канавке. Внутренняя конусная поверхность цилиндрического элемента выполнена плавно переходящей в резьбовое отверстие и соответствующей наружной конусной поверхности фиксатора, на наружной цилиндрической части которого выполнена канавка с установленной в ней уплотнительной резиновой прокладкой. На наружной поверхности хвостовика выполнена метка, расположенная на расстоянии от одного из обнижений. Кроме того, метка выполнена в виде цековки. Технический результат изобретения состоит в улучшении технических и эксплуатационных характеристик, а именно облегчении съема остатка материала трубы с удлинителя, обеспечении возможности точного определения места нахождения обнижений для вдавливания тонкостенной трубы. 1 з.п. ф-лы, 3 ил.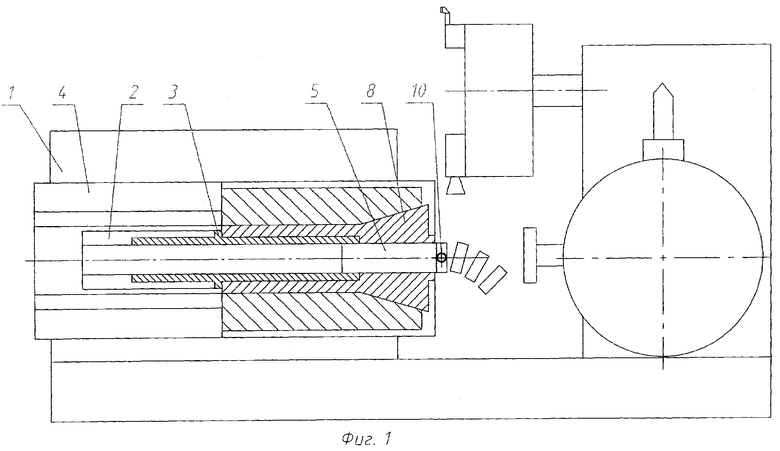
| Трансформатор высокого напряжения | 1930 |
|
SU34417A1 |
| Устройство для подачи тонкостенныхТРуб | 1979 |
|
SU848145A1 |
| Подающая цанга | 1978 |
|
SU753545A1 |
| US 3684392 A, 15.08.1972 | |||
| GB 766138 A, 16.01.1957. | |||

