Данное техническое решение относится к области обработки давлением заготовок из твердых и хрупких материалов, в частности к производству длинномерных изделий из пластифицированных порошковых материалов путем экструзии исходных заготовок, и может быть использовано при изготовлении длинномерных изделий из керамических или металлических порошков.
Известен способ экструзии пластифицированных порошковых материалов, включающий сжатие исходной заготовки и ее последующую вытяжку путем продавливания через деформационный канал переменного сечения (1). Данный способ используется, в основном, при изготовлении длинномерных изделий из керамических порошков.
Известно также устройство для осуществления указанного выше способа, включающее экструдер, деформирующий элемент с рабочим каналом и формообразующую фильеру. При этом рабочий канал деформирующего элемента выполнен в виде конической полости, а все агрегаты данного устройства установлены последовательно вдоль общей технологической оси (1).
К недостаткам известного технического решения относятся низкий уровень механических свойств и неоднородность структуры деформированного материала, сохраняющиеся даже при высоких степенях его вытяжки, что не позволяет использовать промышленные экструдеры малой мощности для производства крупногабаритных длинномерных изделий, например заготовок высоковольтных изоляторов из пластифицированных керамических порошков.
Таким образом, задачей настоящего изобретения является повышение уровня механических свойств и обеспечение однородности структуры деформированного материала без увеличения или даже при снижении необходимой степени его вытяжки.
Указанная задача решается за счет того, что в способе экструзии пластифицированных порошковых материалов продавливаемую заготовку многократно подвергают деформации осадки в направлении, ортогональном направлению вытяжки, при этом направление каждой последующей осадки изменяют на угол 30-90° относительно направления предыдущей осадки.
Указанная выше задача решается также и за счет того, что в устройстве для осуществления данного способа рабочий канал деформирующего элемента выполнен в виде одного или нескольких профилированных участков, каждый из которых содержит два сектора, в первом из которых форма сечения канала в плоскости, ортогональной его оси, изменяется последовательно по направлению к выходному отверстию канала от круга с диаметром, равным входному диаметру канала, через сечения сложной формы, имеющие две взаимно ортогональные оси симметрии и ограниченные симметричными кривыми, знаки кривизны которых в точках пересечения с ортогональными осями симметрии противоположны, до переходного сечения, образованного двумя прямыми, параллельными одной из осей симметрии и соединенными между собой двумя полуокружностями с радиусом, равным 0,1-0,4 входного диаметра канала, а во втором секторе форма сечения канала изменяется от указанной выше до сечения круглой формы с диаметром, равным диаметру формообразующей фильеры, при этом направление двух взаимно ортогональных осей симметрии переходных сечений сложной формы на каждом последующем участке рабочего канала смещено на угол 30-90° относительно направления этих осей на предыдущем участке;
- площадь любого сечения рабочего канала в плоскости, ортогональной оси участка, в каждом из секторов профилированного участка постоянна;
- переходное сечение канала между секторами профилированного участка имеет форму эллипса, длина короткой оси которого составляет 0,2-0,8 входного диаметра канала;
- переходное сечение канала между секторами профилированного участка имеет форму произвольной криволинейной фигуры с двумя взаимно ортогональными осями симметрии, при этом величина соотношения длин этих осей симметрии между собой максимальна для данного участка канала, а длина короткой оси симметрии составляет 0,2- 0,8 входного диаметра канала данного участка;
- в первом секторе профилированного участка площадь каждого из последующих сечений канала по направлению к переходному сечению между секторами уменьшается, а площадь переходного сечения на 10 - 50% меньше площади сечения круглой формы на входе в участок, при этом во втором секторе профилированного участка площади сечений последовательно возрастают так, что площади сечений круглой формы на входе и выходе из этого участка одинаковы;
- в первом секторе профилированного участка площадь каждого из последующих сечений канала по направлению к переходному сечению между секторами уменьшается, а на втором секторе этого же участка площади всех сечений одинаковы и равны площади переходного сечения между секторами;
- в первом секторе профилированного участка площадь каждого из последующих сечений канала по направлению к переходному сечению между секторами уменьшается, а во втором секторе этого же участка площади сечений канала последовательно возрастают, при этом площадь выходного сечения круглой формы в 1,1-1,5 раза превышает площадь переходного сечения между секторами;
- на всей длине профилированного участка площадь поперечных сечений по направлению к его выходному отверстию уменьшается таким образом, что площадь сечения круглой формы на входе в профилированный участок в 1,1-1,5 раза превышает площадь аналогичного сечения на выходе из этого участка.
Причинно-следственная связь между совокупностью существенных признаков данного технического решения и достигаемым техническим результатом состоит в следующем.
Осуществление процесса многократной деформации осадки продавливаемого материала в направлении, ортогональном направлению его вытяжки, приводит к интенсивному удалению пор из центральных зон материала и к повышению однородности его структуры, при этом положительный результат достигается практически при любых (в том числе и отрицательных) степенях вытяжки материала и определяется, преимущественно, только величиной полученной этим материалом деформации осадки. С другой стороны, в связи с тем, что семейство поверхностей сдвига (скольжения) материала при деформации пересекает направление осадки под углом 30-45°, а величина сдвиговой прочности деформируемого материала в направлении, ортогональном направлению осадки, минимальна, направления циклических осадок в плоскостях, ортогональных к направлению вытяжки материала, целесообразно изменять в диапазоне углов 30-90°. При этом будет обеспечено повышение однородности структуры деформированного материала без увеличения или даже при снижении необходимой степени его вытяжки, а также повышение уровня его механических свойств.
Конструктивные особенности рабочего канала деформирующего элемента (выполнение этого канала в виде одного или нескольких профилированных участков, каждый из которых содержит два сектора, в первом из которых форма сечения канала в плоскости, ортогональной его оси, изменяется последовательно по направлению к выходному отверстию канала от круга с диаметром, равным входному диаметру канала, через сечения сложной формы, имеющие две взаимно ортогональные оси симметрии и ограниченные симметричными кривыми, знаки кривизны которых в точках пересечения с ортогональными осями симметрии противоположны, до переходного сечения, образованного двумя прямыми, параллельными одной из осей симметрии и соединенными между собой двумя полуокружностями с радиусом, равным 0,1-0,4 входного диаметра канала, а во втором секторе форма сечения канала изменяется от указанной выше до сечения круглой формы с диаметром, равным диаметру формообразующей фильеры) позволяют осуществить деформацию осадки продавливаемого материала с высокой эффективностью. При использовании переходных сечений сложной формы, образованных двумя параллельными прямыми и соединяющими их полуокружностями с радиусом менее 0,1 входного диаметра канала, технический результат не обеспечивается в связи с резким возрастанием степени деформации материала в этом сечении и сопутствующим ему увеличением усилия деформации. При использовании переходных сечений, состоящих из двух параллельных прямых и полуокружностей с радиусом более 0,4 входного диаметра канала, резко уменьшается степень деформации материала, а вместе с этим снижается и качество проработки его структуры, в частности однородность деформированного материала. При этом необходимо отметить, что переходные сечения канала могут включать не только каждую из перечисленных геометрических форм, но и их заданное сочетание, обусловленное свойствами исходной пластифицированной массы и требованиями к качеству полученного материала.
Многократность процесса осадки продавливаемого материала достигается в данном случае как за счет конструктивных особенностей профилированных участков рабочих поверхностей канала, так и за счет увеличения количества этих участков.
Варианты выполнения рабочих поверхностей профилированных участков канала предусматривают возможность осуществления деформации осадки продавливаемого материала при различных, в том числе незначительных или отрицательных, степенях его вытяжки при экструзии, а также обеспечивают возможность изменения соотношения степеней вытяжки и осадки материала в зависимости от пластических свойств этого материала и технологических возможностей используемого экструдера.
В каждом из перечисленных выше вариантов выполнения устройства обеспечивается возможность управления свойствами и направлением текстуры обрабатываемого материала, а также распределением свойств материала по сечению деформированной заготовки, что, в свою очередь, способствует повышению уровня механических свойств и однородности материала.
Таким образом, приведенные выше отличительные признаки предложенного технического решения как по отдельности, так и в своей совокупности направлены на повышение уровня механических свойств деформированного материала и обеспечение однородности его структуры при одновременном снижении степени вытяжки, необходимой для достижения аналогичного результата при использовании известного технического решения.
Основные схемы реализации предложенного способа рассмотрены ниже на примерах вариантов выполнения и действия устройства для экструзии пластичных и пластифицированных материалов.
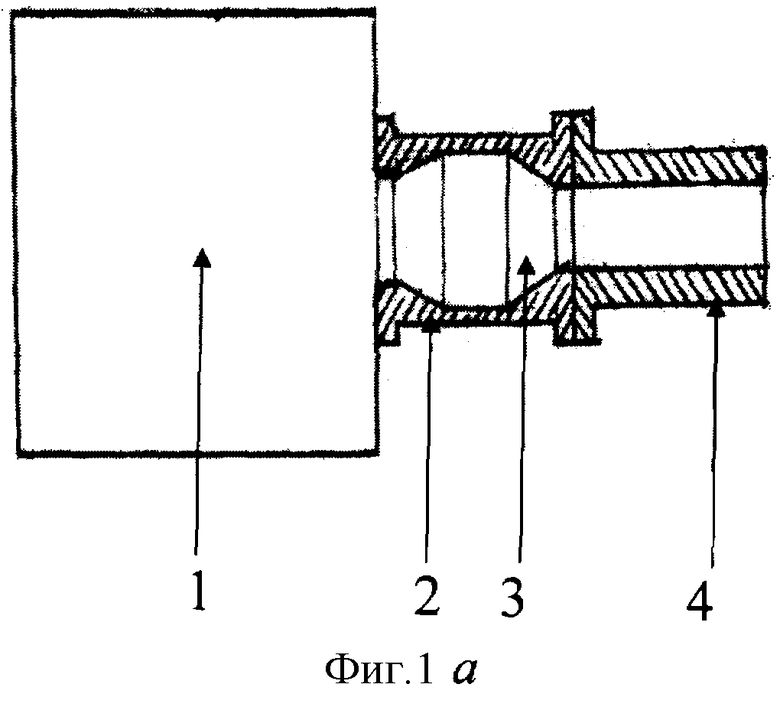
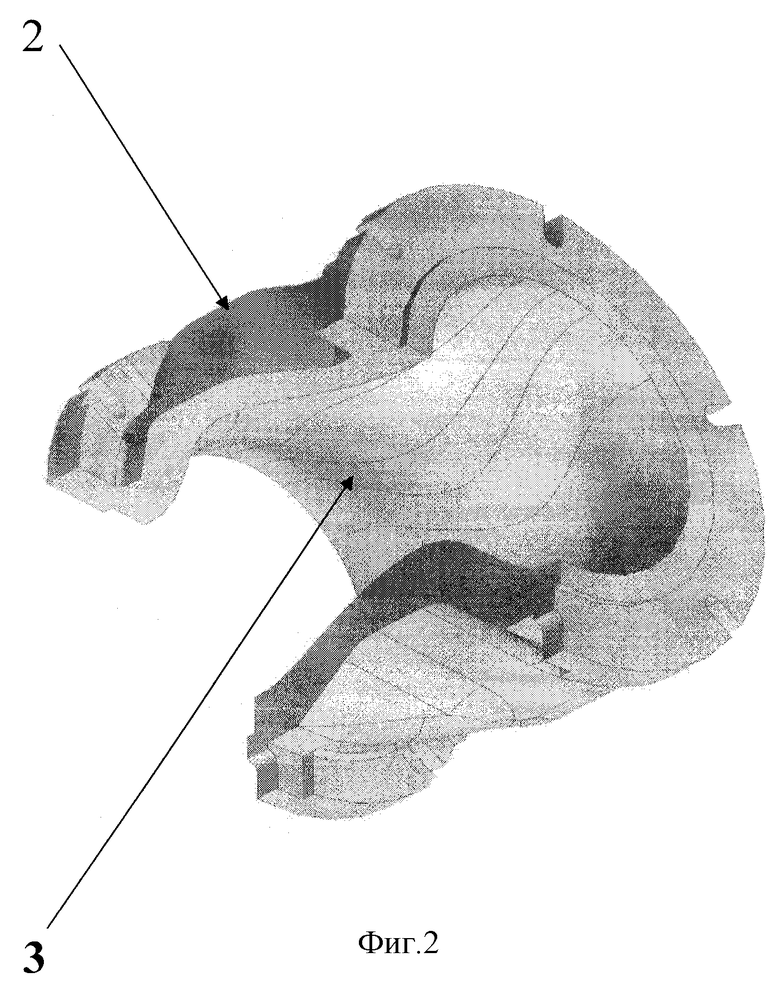
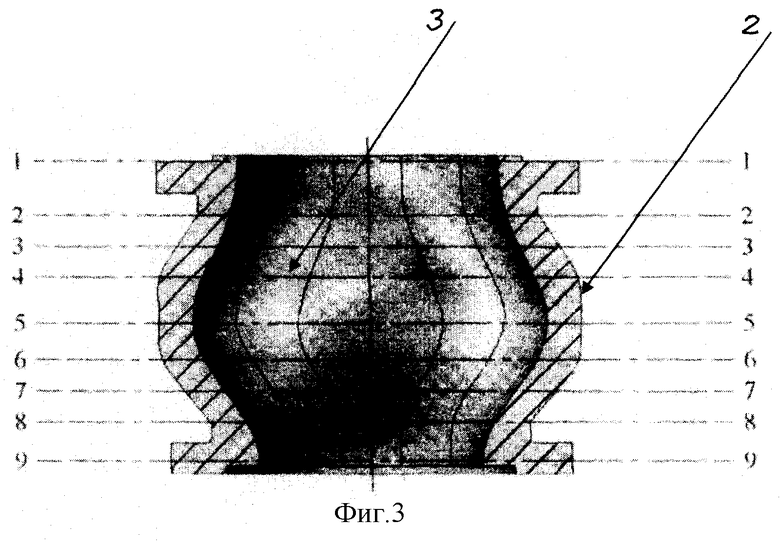
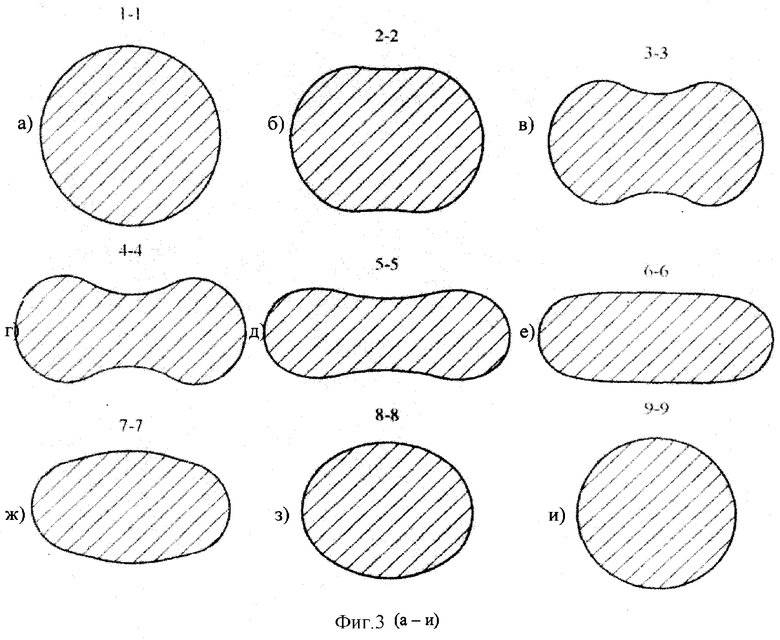
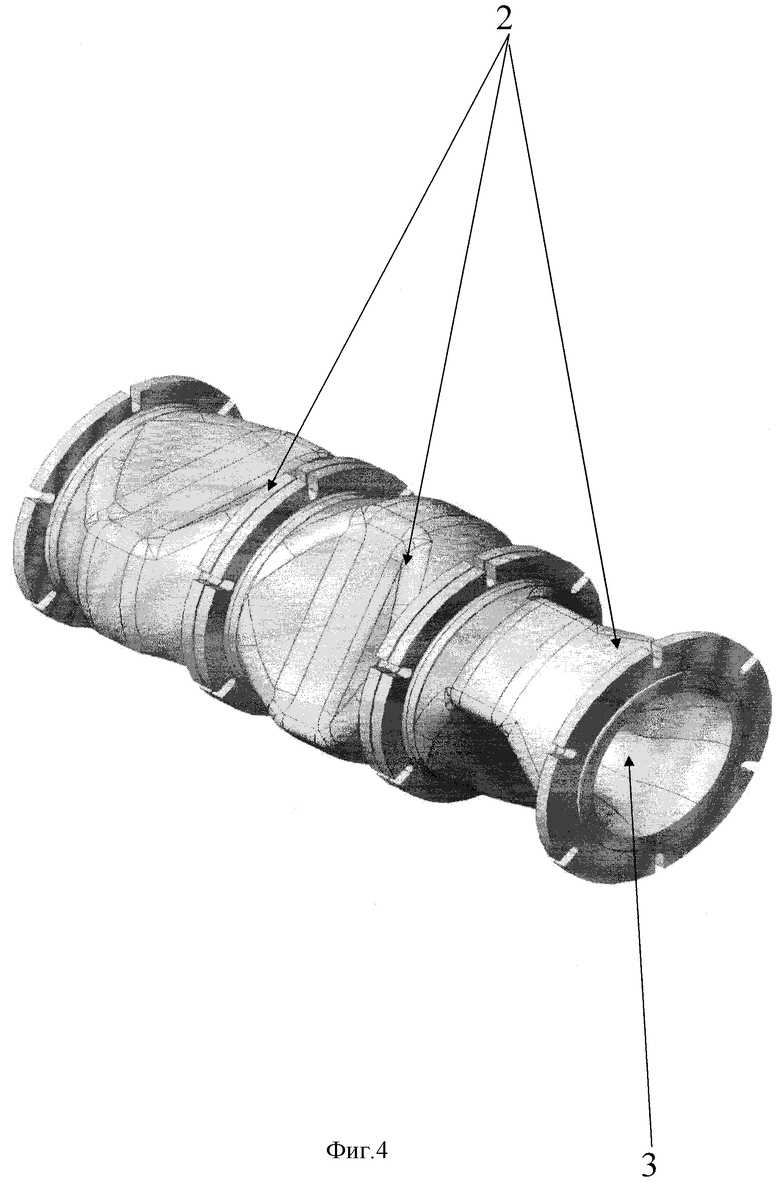
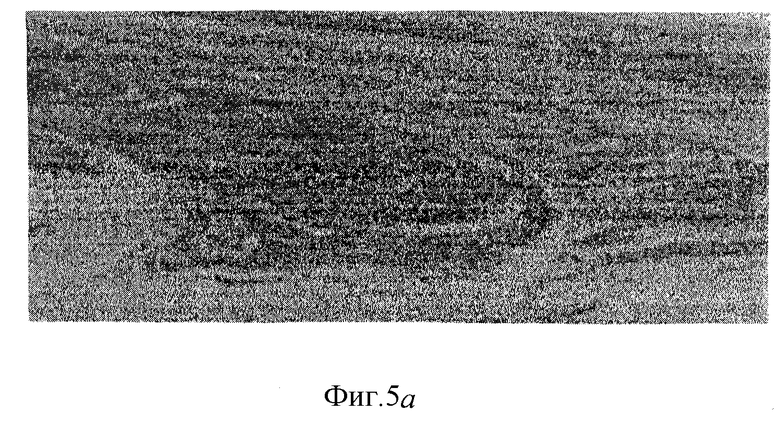
На фиг.1 приведен общий вид предложенного устройства для экструзии материалов, на фиг.1a его принципиальная схема (с частичным вертикальным сечением устройства), на фиг.2 - схема профилированного участка рабочего канала (один из вариантов выполнения), на фиг.3 - схема распределения сечений полости рабочего канала по длине его участка, на фиг.3(а-и)- геометрические формы сечения канала деформирующего элемента перпендикулярно его оси: фиг. 3а - геометрическая форма сечения канала по линии 1-1 (входное сечение), на фиг.3б - форма сечения по линии 2-2, на фиг. 3в - форма сечения по 3-3, на фиг.3г - форма сечения по 4-4, на фиг. 3d - форма сечения по 5-5, на фиг.3е - форма сечения по 6-6, на фиг.3ж - форма сечения по 7-7, на фиг. 3з - форма сечения по 8-8, на фиг. 3и - форма сечения по 9-9 (выходное сечение), на фиг.4 - схема блока из трех профилированных участков, на которых направление двух взаимно ортогональных осей симметрии переходных сечений на каждом последующем участке рабочего канала смещено на угол 30-90° относительно направления этих осей на предыдущем участке, на фиг.5 - образцы внутренней структуры экструдированного материала - пластифицированной керамической массы (фиг.5а - материал получен по известному способу, степень вытяжки материала равна 4,2; фиг.5б - материал получен по предложенному способу, степень вытяжки равна 2,0).
Устройство для экструзии пластичных и пластифицированных материалов (фиг. 1а) состоит из экструдера 1, деформирующего элемента 2 с рабочим каналом 3 и формообразующей фильеры 4.
При этом рабочий канал 3 деформирующего элемента 2 выполнен в виде одного или нескольких профилированных участков (на фиг.2, 3 и 4 не обозначены), каждый из которых содержит два сектора, в первом из которых форма сечения канала 3 в плоскости, ортогональной его оси, изменяется последовательно по направлению к выходному отверстию канала 3 от круга с диаметром, равным входному диаметру канала 3, через сечения сложной формы, имеющие две взаимно ортогональные оси симметрии и ограниченные симметричными кривыми, знаки кривизны которых в точках пересечения с ортогональными осями симметрии противоположны, до переходного сечения, образованного двумя прямыми, параллельными одной из осей симметрии и соединенными между собой двумя полуокружностями с радиусом, равным 0,1-0,4 входного диаметра канала 3, а во втором секторе форма сечения канала 3 изменяется от указанной выше до сечения круглой формы с диаметром, равным диаметру формообразующей фильеры 4, при этом направление двух взаимно ортогональных осей симметрии переходных сечений сложной формы на каждом последующем участке рабочего канала 3 смещено на угол 30-90° относительно направления этих осей на предыдущем участке;
- площадь любого сечения канала 3 в плоскости, ортогональной оси участка, в каждом из секторов профилированного участка постоянна.
Кроме того, в данном устройстве предусмотрены следующие конструктивные возможности:
- переходное сечение канала 3 между секторами профилированного участка имеет форму эллипса, длина короткой оси которого составляет 0,2 - 0,8 входного диаметра канала 3;
- переходное сечение канала 3 между секторами профилированного участка имеет форму произвольной криволинейной фигуры с двумя взаимно ортогональными осями симметрии, при этом величина соотношения длин этих осей симметрии максимальна для данного участка канала 3, а длина короткой оси симметрии составляет 0,2-0,8 входного диаметра канала 3 данного участка;
- в первом секторе профилированного участка площадь каждого из последующих сечений канала 3 по направлению к переходному сечению между секторами уменьшается, а площадь переходного сечения на 10- 50% меньше площади сечения круглой формы на входе в участок, при этом во втором секторе профилированного участка площади сечений последовательно возрастают так, что площади сечений круглой формы на входе и выходе из этого участка одинаковы;
- в первом секторе профилированного участка площадь каждого из последующих сечений канала 3 по направлению к переходному сечению между секторами уменьшается, а на втором секторе этого же участка площади всех сечений одинаковы и равны площади переходного сечения между секторами;
- в первом секторе профилированного участка площадь каждого из последующих сечений канала 3 по направлению к переходному сечению между секторами уменьшается, а во втором секторе этого же участка площади сечений канала 3 последовательно возрастают, при этом площадь выходного сечения круглой формы в 1,1-1,5 раза превышает площадь переходного сечения между секторами;
- на всей длине профилированного участка площадь поперечных сечений по направлению к его выходному отверстию уменьшается таким образом, что площадь сечения круглой формы на входе в профилированный участок в 1,1-1,5 раза превышает площадь аналогичного сечения на выходе из этого участка.
Устройство для экструзии пластифицированных порошковых материалов работает следующим образом.
В рабочий канал 3 деформирующего элемента 2, состоящий из одного или нескольких профилированных участков, каждый из которых выполнен с двумя взаимно ортогональными плоскостями симметрии, параллельными оси соответствующего участка, подают заготовки обрабатываемого материала для их продавливания через рабочий канал 3. В секторах профилированных участков рабочего канала 3, характеризующихся уменьшением площади их поперечных сечений (в том числе, в первом секторе первого из профилированных участков), обрабатываемый материал подвергается деформации вытяжки. При этом за счет изменяющегося по длине канала профиля его сечений в плоскостях, ортогональных направлению вытяжки, материал дополнительно подвергается деформации осадки, причем в зонах, прилегающих к одной из взаимно ортогональных плоскостей симметрии канала, материал получает эту деформацию на более ранних стадиях, а ее абсолютная величина больше, чем в зонах, удаленных от этой плоскости симметрии.
Во втором секторе первого участка опережающую по времени и большую по абсолютной величине деформацию осадки получают зоны материала, прилегающие ко второй плоскости симметрии канала, ортогональной к упомянутой выше плоскости, в которой осуществлялась преимущественная деформация осадки в первом секторе профилированного участка. Во втором секторе первого участка рабочего канала 3 деформация осадки продавливаемого материала становится преимущественной, в то время как деформация вытяжки становится близкой к нулю или даже приобретает отрицательные значения (в зависимости от соотношения площадей переходного и выходного сечений данного участка).
При прохождении продавливаемого материала через последующие профилированные участки рабочего канала 3 весь объем материала подвергается деформационной обработке, идентичной рассмотренной выше, однако, на каждом из последующих участков канала 3 направление ортогональных плоскостей симметрии, параллельных оси соответствующего участка канала, изменяется на 30-90° относительно направления этих плоскостей на предыдущих участках канала. Изменение направления указанных плоскостей обеспечивает более полную проработку объема продавливаемого материала за счет деформации осадки.
При прохождении материала через профилированные участки рабочего канала 3, отличающиеся от рассмотренного выше варианта устройства геометрией переходного сечения между секторами каждого из профилированных участков, а также через секторы профилированных участков, отличающиеся от рассмотренного выше варианта устройства соотношением площадей поперечных сечений рабочего канала 3 в каждом из секторов, обеспечивается возможность регулирования соотношения деформаций осадки и вытяжки обрабатываемого материала, что, в свою очередь, позволяет управлять свойствами этого материала как вдоль направления его экструзии, так и в поперечном сечении.
Использование описанного технического решения (способа экструзии пластифицированных порошковых материалов и устройства для его осуществления) для получения длинномерных изделий из пластифицированных керамических порошков (см., например, фиг. 5 настоящего описания) позволило существенно повысить уровень механических свойств и однородность структуры керамических изделий, например высоковольтных электрических изоляторов, при низких степенях вытяжки пластифицированного материала. Так при степени вытяжки, равной 2.0, предел прочности на сжатие керамики, полученной в предложенном устройстве, в 2,5-3 раза превышает аналогичный показатель для керамики, полученной при использовании известного технического решения. А при степени вытяжки, равной 1,5, предел прочности на изгиб керамики, полученной по предложенному техническому решению, почти в 4 раза превышает этот же показатель для материала, полученного известным путем.
Кроме того, применение описанного технического решения обеспечивает возможность получения качественных (однородных по структуре, физическим и механическим свойствам) крупногабаритных керамических изделий, в частности заготовок высоковольтных электрических изоляторов, на промышленных экструдерах малой мощности.
Источники информации
(1). Ближайший аналог: Козулин Н.А. и др. Оборудование для производства и переработки пластичных масс, Л., Химия, 1967 г., с.464.

Изобретение относится к области производства изделий из пластичных материалов и может быть использовано для изготовления изделий из керамических порошков. Технический результат - повышение уровня механических свойств и обеспечение однородность структуры деформированного материала. Продавливаемый материал многократно подвергают деформации осадки в направлениях, ортогональных направлению вытяжки, при этом направление каждой последующей осадки изменяют на угол 30-90° относительно направления предыдущей осадки. В устройстве канал деформирующего элемента выполнен в виде одного или нескольких профилированных участков, каждый из которых содержит два сектора. В первом форма сечения канала в плоскости, ортогональной его оси, изменяется последовательно по направлению к выходному отверстию канала от круга с диаметром, равным входному диаметру канала, через сечения сложной формы, имеющие две взаимно ортогональные оси симметрии и ограниченные симметричными кривыми, знаки кривизны которых в точках пересечения с ортогональными осями симметрии противоположны, до переходного сечения, образованного двумя прямыми, параллельными одной из осей симметрии и соединенными между собой двумя полуокружностями с радиусом, равным 0,1-0,4 входного диаметра канала. Во втором секторе форма сечения канала изменяется от указанной выше до сечения круглой формы с диаметром, равным диаметру формообразующей фильеры. 2 н. и 8 з.п. ф-лы, 5 ил.
| Формующий орган для изготовления изделий | 1974 |
|
SU571382A1 |

