Изобретение относится к производству из дискретных материалов, а также из пластифицированных керамических масс, длинномерных изделий с различной формой поперечных сечений, площадь поперечного сечения которых без потери качества материала изделия может быть до 2 раз больше площади сечения экструзионного пресса.
Известны устройства для формования длинномерных стержневых заготовок и изделий, получаемых на шнековых экструзионных прессах, в которых для увеличения площади сечения формуемых заготовок используются диафрагмы, которые устанавливаются в формующем канале оснастки сразу после выхода материала из пресса и имеют отверстие, площадь сечения которого меньше площади сечения шнекового тракта, а также известно устройство для формования, в котором материал выдавливается из пресса в формующий канал оснастки с площадью сечения большей, чем площадь сечения шнекового тракта пресса.
Оба эти решения по характеру деформационного воздействия на материал отличаются только тем, что в первом случае вначале имеет место увеличение степени вытяжки материала и, соответственно, его уплотнение с последующей осадкой получаемой заготовки с увеличением площади ее сечения до площади сечения канала шнекового тракта пресса, в котором установлена диафрагма, с последующим выдавливанием уплотненного материала формуемого стержня в формующий канал оснастки, а во втором случае - в начале имеет место увеличение площади сечения выходящего из пресса материала до максимальной площади сечения расширяющегося канала при сохранении высокой пористости материала в центральной зоне формуемой заготовки, что позволяет увеличить степени вытяжки материала в формующем канале оснастки с сопутствующим этому увеличению степени вытяжки уплотнением материала в центральной зоне заготовки. Недостаток этих решений состоит в том, что, в конечном итоге, площадь сечения получаемых стержневых заготовок остается в 2-3 раза меньше площади сечения канала пресса.
Эти решения широко применяют в производстве изделий из керамики, так как без них формообразующая оснастка на шнековых прессах позволяет получать изделия достаточного качества, как правило, только при отношении площади сечения шнекового канала пресса к площади готового продукта не менее 4-6.
Близким по эффективности к предлагаемому устройству является устройство для экструзии пластифицированных и порошковых материалов, включающее экструдер, деформирующий элемент с рабочим каналом и формообразующую фильеру, при этом профилированная поверхность рабочего канала деформирующего элемента выполнена в виде двух пар находящихся в противофазе волновых поверхностей, симметричных относительно оси рабочего канала и плавно переходящих друг в друга, причем для одной пары этих поверхностей максимальные приращения расстояний от поверхности канала до его оси расположены в плоскости, проходящей через ось канала, а для второй - в профилированной поверхности, образующие которой по всей длине канала ортогональны к его оси, а на входе и выходе из деформирующего элемента ортогональны к указанной плоскости, при этом угол поворота указанных образующих вокруг оси описывается гладкой периодической функцией с амплитудой 15-75 (RU 2489253 C1, 10.08.2013).
Это устройство позволяет получать заготовки с площадью сечения 0,4-0,6 от площади сечения канала пресса.
Известно устройство для получения длинномерного стержневого изделия, обеспечивающее получение бездефектной, однородной и компактной структуры материала по всему объему длинномерных стержневых заготовок, площади сечения которых могут быть больше площади сечения канала шнекового тракта (RU 2641798 С1, опуб. 22.01.2018). Устройство содержит шнековый пресс, деформирующий элемент с деформационным каналом, соединенным с каналом шнекового пресса, и соединенные с ним последовательно формообразующий элемент с формообразующим каналом и калибрующий элемент с калибрующим каналом. Вал шнека в шнековом прессе после последнего витка шнека имеет осесимметричную поверхность длиной не менее 0,5 высоты этого витка шнека с максимальным диаметром не более внутреннего диаметра витков шнека, после которой на конце вала шнека установлены выступы шириной не менее 0,5 высоты последнего витка шнека. Между осесимметричной поверхностью, касательной к вершинам этих выступов, и внутренней поверхностью корпуса шнекового пресса имеется зазор, величина которого не менее ходовой посадки между этими поверхностями, а на внутренней поверхности корпуса пресса оппозитно указанной осесимметричной поверхности вала шнека, расположенной между указанными выступами и последним витком шнека, имеются выступы шириной не более длины этой оппозитной им осесимметричной поверхности шнека. Между осесимметричной поверхностью, касательной к вершинам этих выступов, и осесимметричной поверхностью вала шнека имеется зазор, величина которого не менее ходовой посадки между этими поверхностями. Плоскости, касательные к поверхностям выступов корпуса, обращенным навстречу направлению вращения шнека, и к оппозитным им поверхностям выступов вала шнека, проходят через ось шнека или параллельны ей, а также могут пересекать ее под углом не более 45°. Ось деформационного канала деформирующего элемента пересекает ось канала шнекового пресса под углом от 10° до 45°, а сечение деформационного канала в плоскости его стыковки с каналом шнекового пресса, ортогональной к оси канала шнекового пресса, имеет размеры и форму канала шнекового пресса, а в плоскости, ортогональной своей оси, имеет форму эллипса.
Недостатком этого устройства для получения заготовок и изделий является наличие только одного элемента деформационного воздействия на заготовку, в котором в комплекс ее сложной деформационной обработки, включающей в себя изменение формы поперечного сечения формуемой заготовки и ее вращение шнеком, реализуются деформация осадки ортогональной к оси заготовки, а также деформации кручения заготовки и ее изгиба, и количество таких элементов деформационного воздействия не может быть увеличено, что ограничивает деформационные возможности устройства, так как не позволяет реализовать различные виды разнознаковых циклических деформаций осадки, сдвига и кручения в ортогональных друг другу направлениях, которые позволяют обеспечивать получение такого качества бездефектной, беспористой и однородной структуры по всему объему материала формуемой заготовки, которые могли бы обеспечить получение изделий с площадью поперечных сечений до 1,5 раз больше площади сечения тракта экструзионного пресса.
К недостаткам этого устройства можно отнести также отсутствие возможности (недоступность) его реализации как на плунжерных экструдерах, так и на типовом шнековом оборудовании, а также несоосность шнекового тракта экструдера и формующей оснастки, что требует нетрадиционной компоновки оборудования в производственных помещениях.
Технической проблемой, решаемой предложенным изобретением, является обеспечение возможности получения из дискретных материалов длинномерных стержней с различной формой поперечных сечений, имеющих беспористую, бездефектную и однородную структуру материала, площадь сечения которых без потери качества материала изделия может быть до 2 раз больше площади сечения экструзионного пресса.
Технический результат, достигаемый изобретением, заключается в обеспечении создания широкого диапазона сочетания различных деформационных воздействий на материал формуемой заготовки, переменных по длине деформирующего канала по величине и направлению, позволяющих повысить равномерность свойств и снизить уровень анизотропии материала изделия.
Технический результат достигается устройством для получения длинномерных стержневых изделий, содержащим последовательно соединенные друг с другом деформирующий, формующий и калибрующий элементы с соосными деформирующим каналом с профилированной поверхностью, формующим и калибрующим каналами, в котором, согласно изобретению, деформирующий элемент имеет, по меньшей мере, одну группу винтовых выступов, расположенных с равным окружным шагом на поверхности деформирующего канала, при этом угол подъема винтовых выступов имеет значения не менее 45°, а суммарная высота винтовых выступов в любом поперечном сечении деформирующего элемента не превышает 1/2 диаметра деформирующего канала.
В частных случаях выполнения боковые поверхности каждого винтового выступа в поперечных сечениях деформирующего элемента могут быть параллельны, либо касательные к боковым поверхностям каждого винтового выступа на 1/2 его высоты в поперечных сечениях деформирующего элемента могут пересекаться под углами до 140°.
Возможен вариант выполнения, когда знак угла подъема всех винтовых выступов каждой группы изменяется по его длине по меньшей мере один раз на противоположный в одних и тех же поперечных сечениях деформирующего элемента.
Возможен вариант, при котором каждый винтовой выступ имеет по своей длине участок с постоянной базовой высотой и участок с переменной высотой, на котором высота каждого винтового выступа плавно увеличивается по его длине до размера, превышающего базовую высоту в число раз до 2,5, а затем уменьшается до размера базовой высоты, при этом поперечное сечение, в котором высота каждого из винтовых выступов группы максимальна, смещено по длине деформирующего элемента относительно такого же сечения соседних винтовых выступов на расстояние не менее чем половина приращения их высоты.
Также возможен вариант, при котором высота каждого винтового выступа каждой группы изменяется по его длине по гладкой периодической функции, одинаковой для всех винтовых выступов группы, с амплитудой до 1,5 от базовой высоты этого винтового выступа, равной полусумме максимальной и минимальной высот винтового выступа.
При этом максимальные и минимальные высоты винтовых выступов каждой группы могут быть расположены в одних и тех же поперечных сечениях деформирующего элемента, либо поперечные сечения деформирующего элемента, в котором высоты винтовых выступов в каждой группе достигают максимальных и минимальных значений, могут быть смещены по длине деформирующего канала относительно друг друга на величину до половины периода этой периодической функции.
В предпочтительном варианте деформирующий элемент имеет две или более группы винтовых выступов, аналогичных по числу, форме и размерам винтовых выступов.
При этом предпочтительно, чтобы винтовые выступы каждой группы были смещены в окружном направлении относительно винтовых выступов соседней группы на угол до половины окружного угла между винтовыми выступами.
Кроме того, деформирующий элемент может иметь две или более группы винтовых выступов, отличающихся по числу, форме и размерам винтовых выступов.
В предпочтительном варианте исполнения устройства площадь поперечных сечений формующего канала по его длине в направлении от входа увеличивается в число раз от 1,5 до 4, а затем уменьшается до площади поперечных сечений калибрующего канала, при этом форма поперечных сечений формующего канала по его длине изменяется от круга на входе в формующий канал до формы поперечного сечения калибрующего канала на выходе из формующего канала, а поперечное сечение калибрующего канала является одинаковым по форме и размеру по всей его длине и соответствует форме поперечного сечения формуемого изделия.
Изобретение иллюстрируется чертежами.
На фиг. 1 показано предложенное устройство, осевое сечение.
На фиг. 2 - формуемая заготовка в каналах устройства, показанного на фиг. 1.
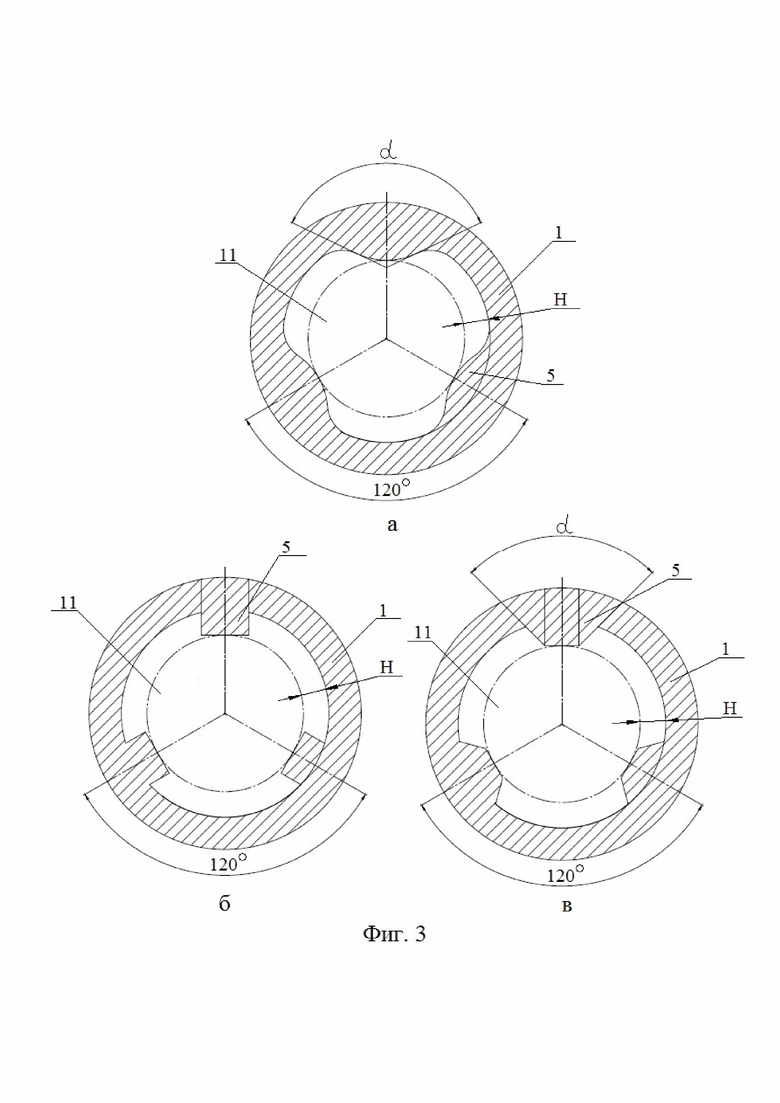
На фиг. 3 - различные варианты профилей винтовых выступов в сечениях, ортогональных к оси деформирующего элемента.
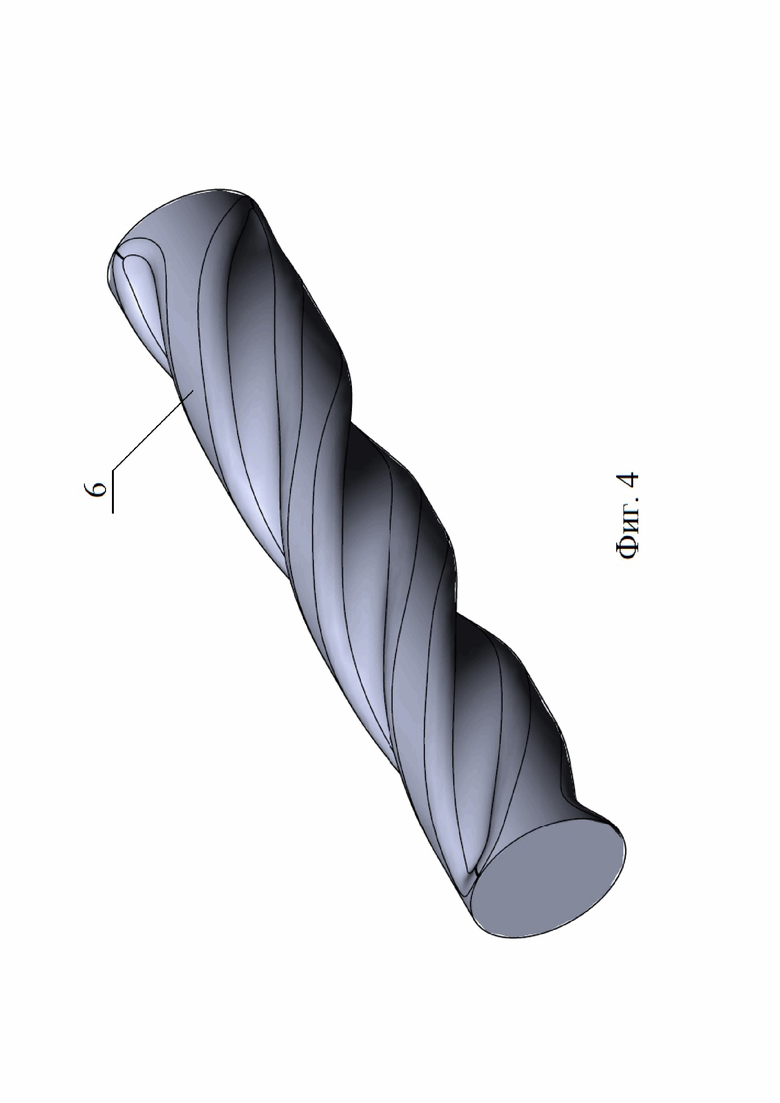
На фиг. 4 - форма поверхности заготовки в деформирующем элементе, имеющем винтовые выступы одинаковой высоты, общий вид.
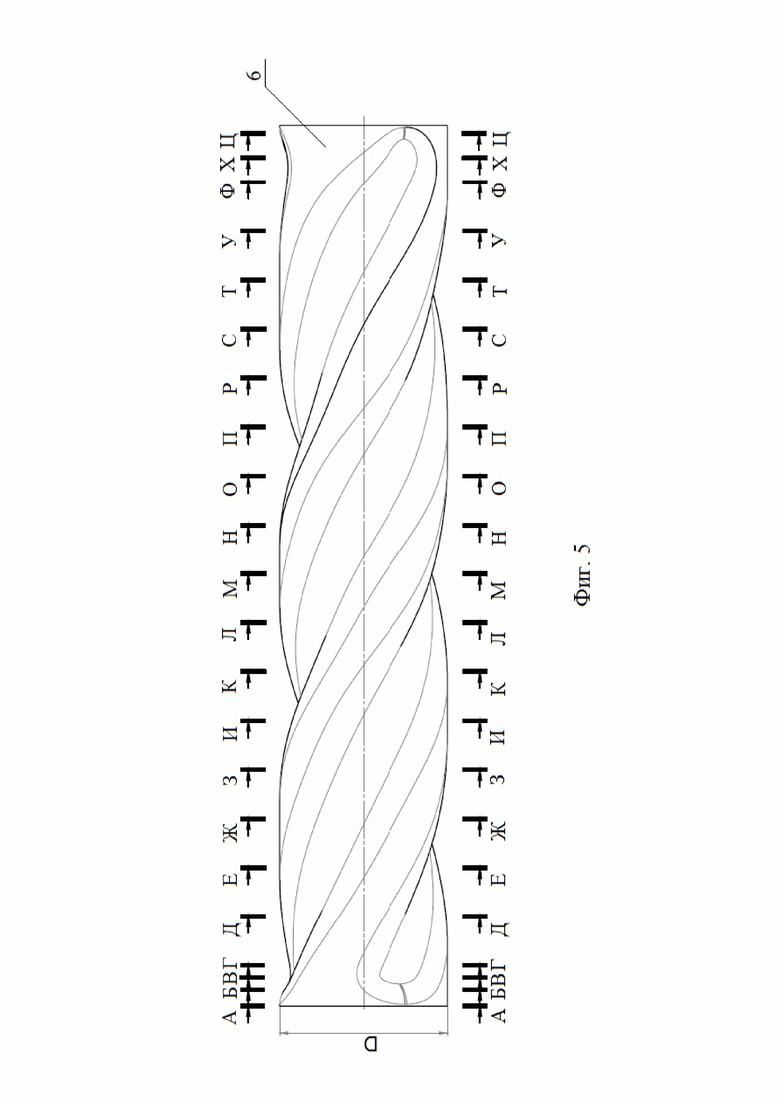
На фиг. 5 - схема расположения вдоль оси деформирующего канала ортогональных к его оси сечений материала заготовки, показанной на фиг. 4.
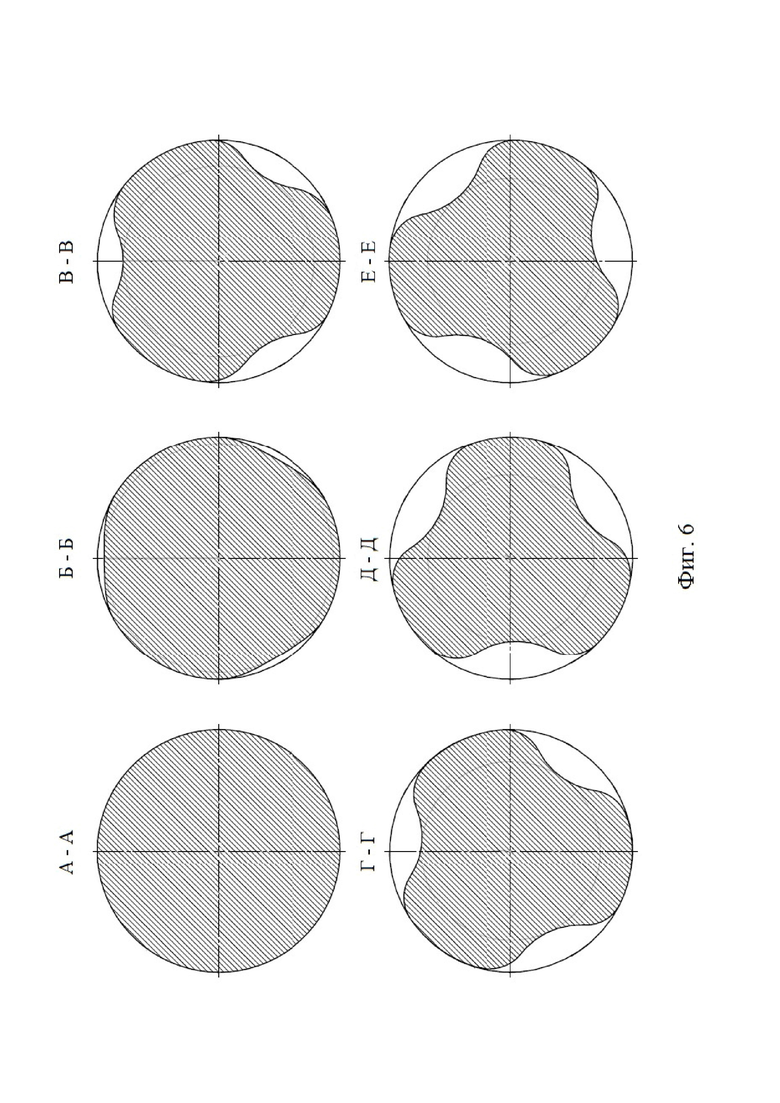
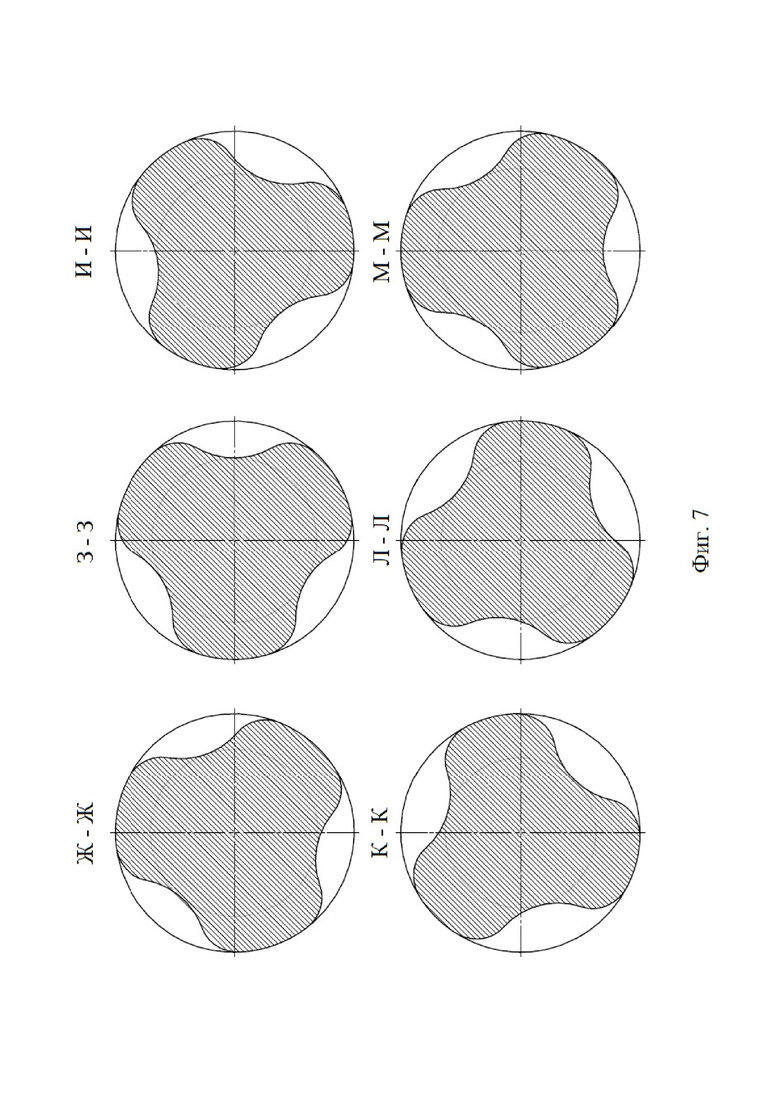
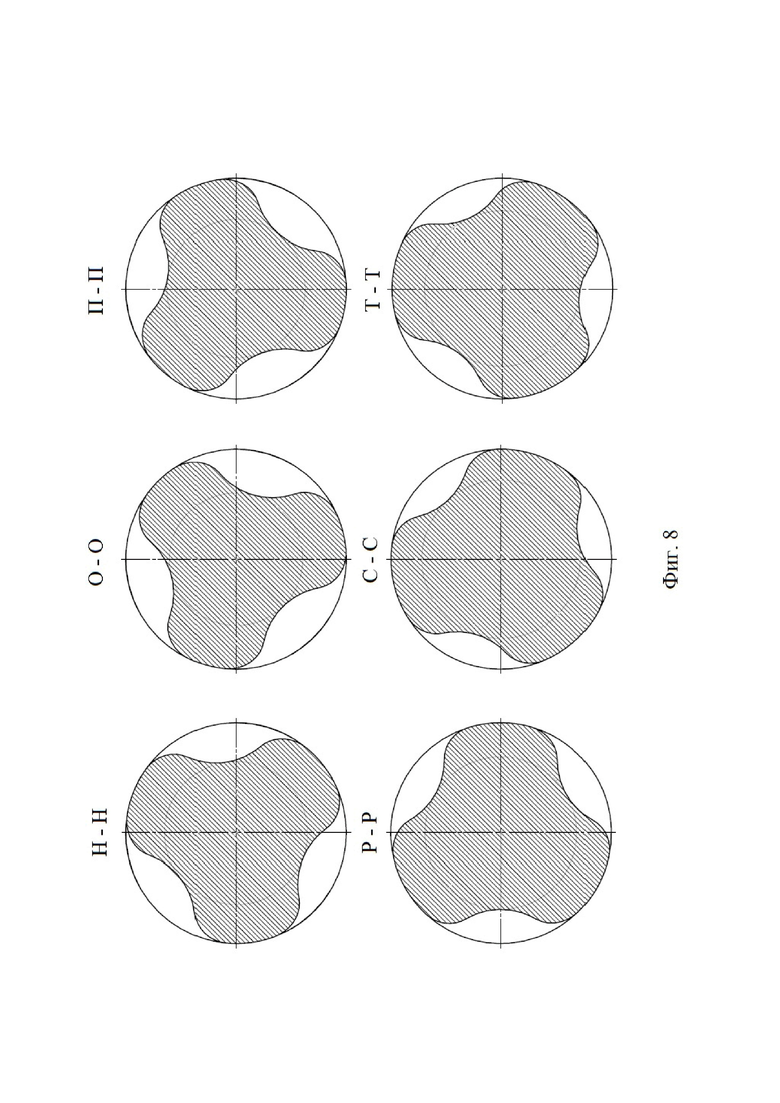
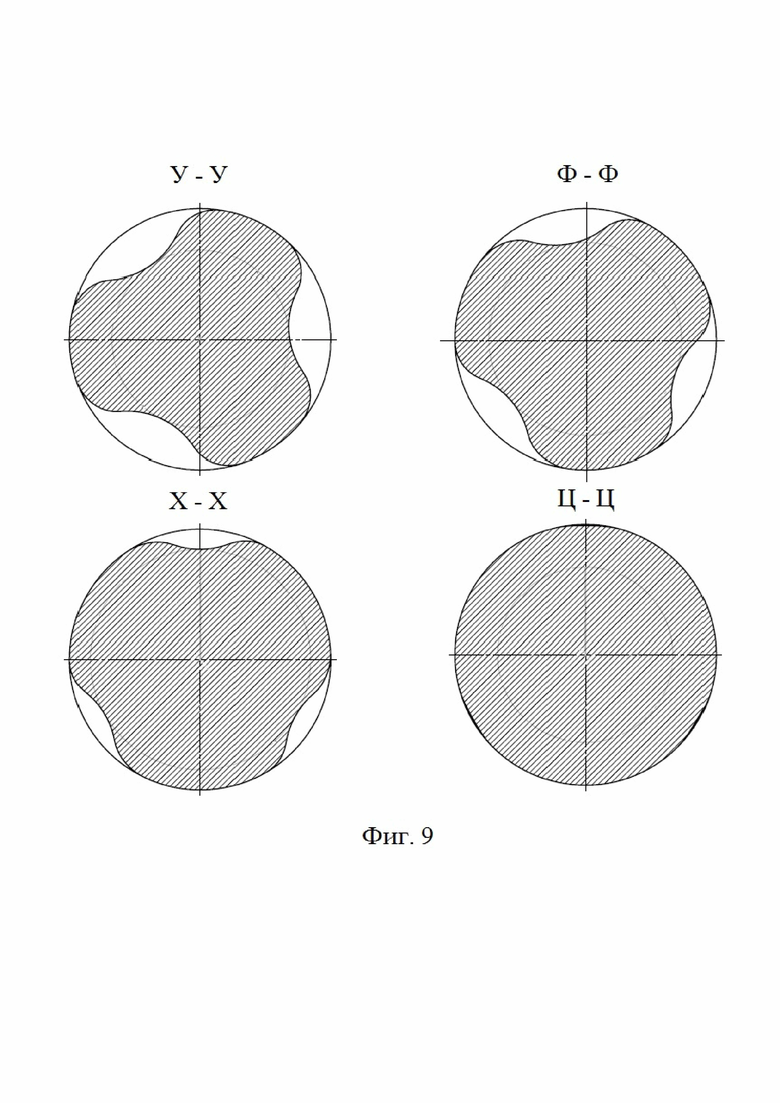
На фиг. 6-9 - сечения заготовки, ортогональные к оси деформирующего канала, показанные на фиг. 5.
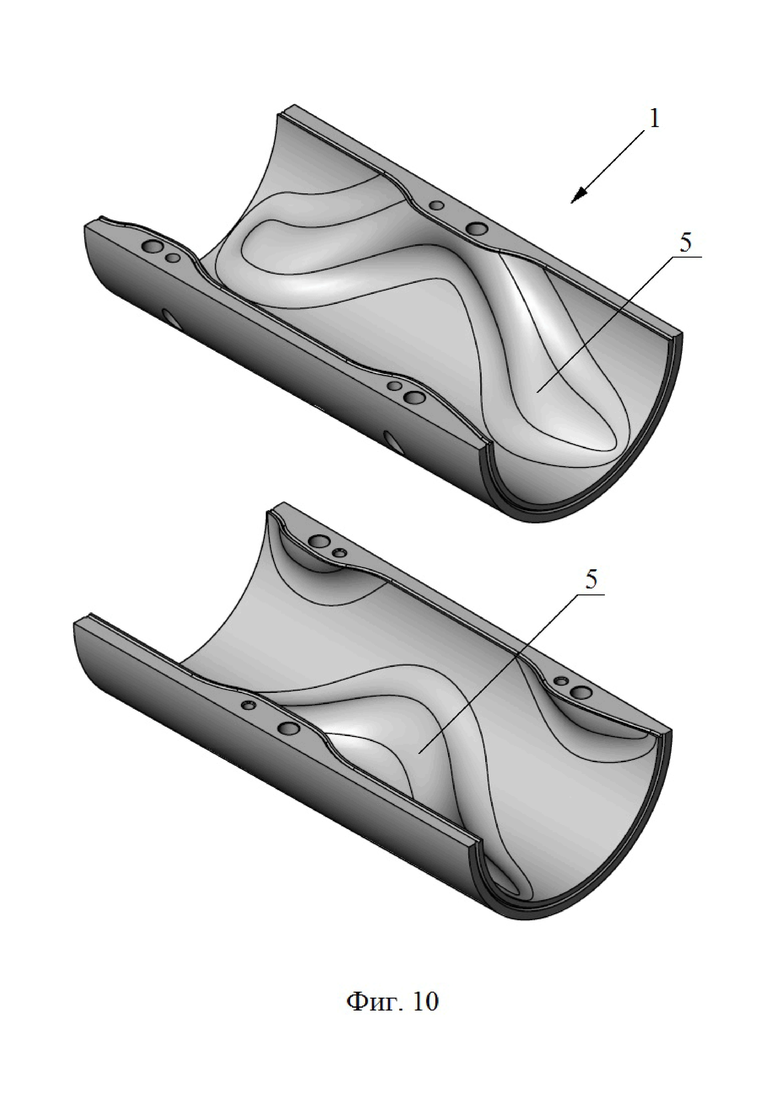
На фиг. 10 - детали деформирующего элемента с винтовыми выступами, знак угла подъема винтовых линий которых изменяется один раз по длине деформирующего элемента.
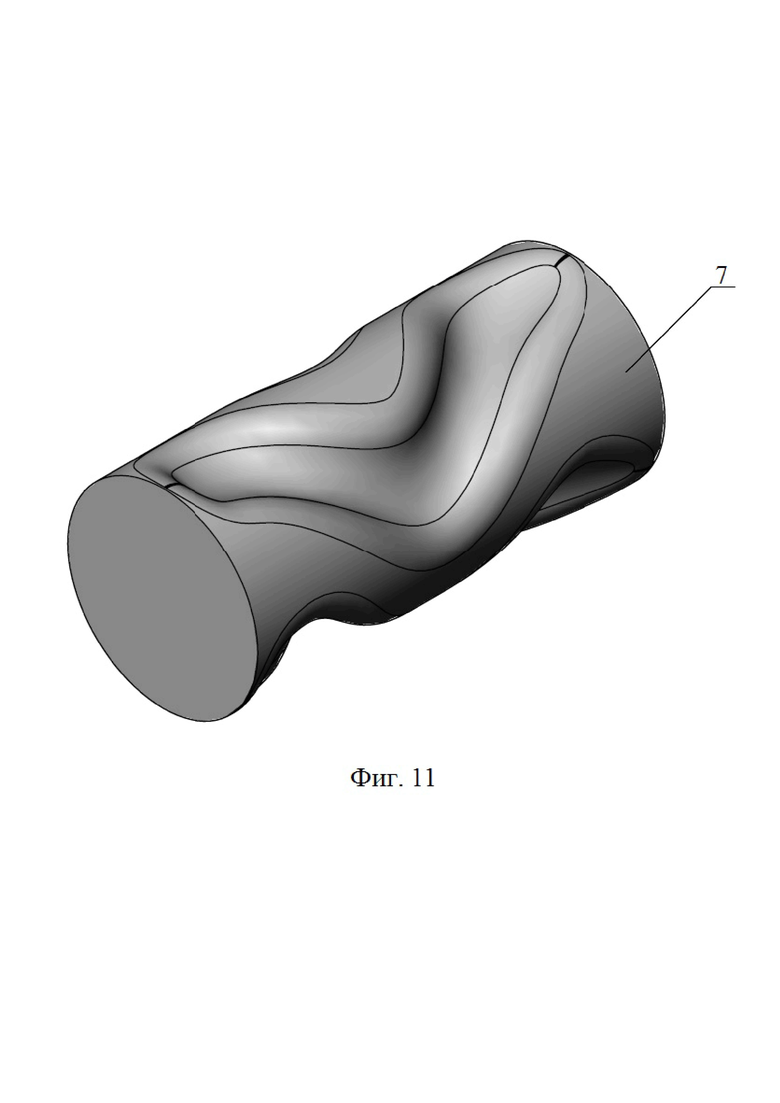
На фиг. 11 - форма поверхности заготовки в деформирующем канале деформирующего элемента, показанного на фиг. 10, общий вид.
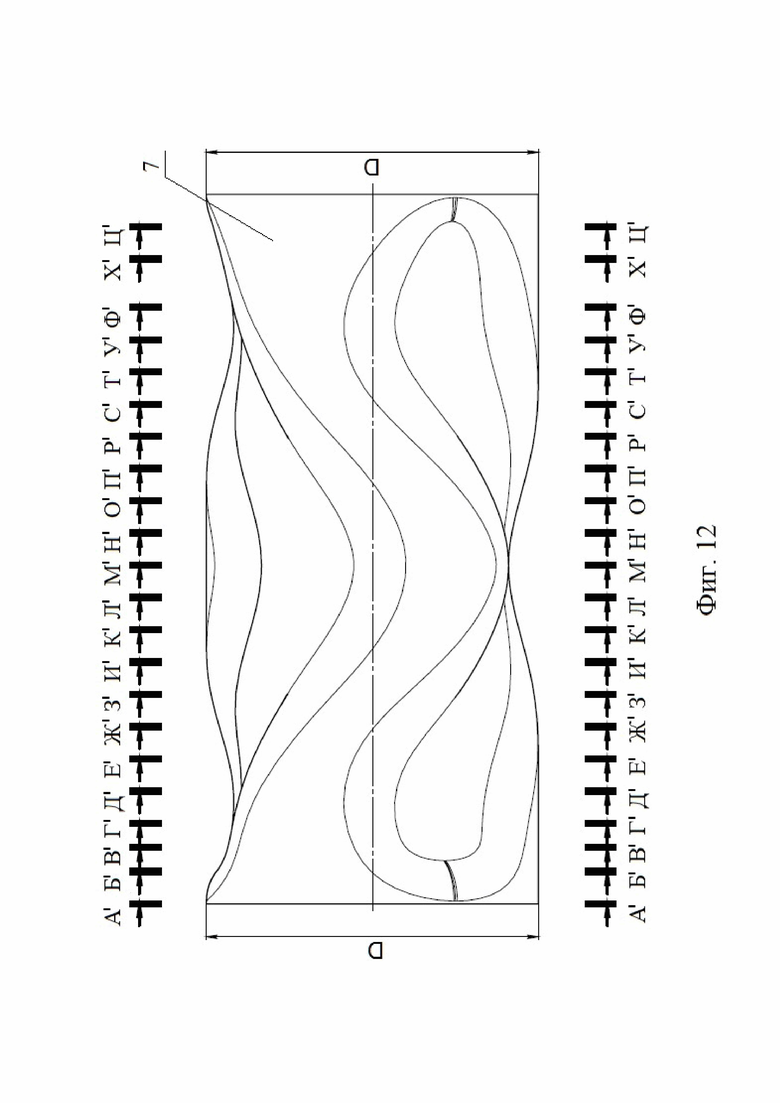
На фиг. 12 - схема расположения вдоль оси деформирующего канала ортогональных к его оси сечений заготовки, показанной на фиг. 11,
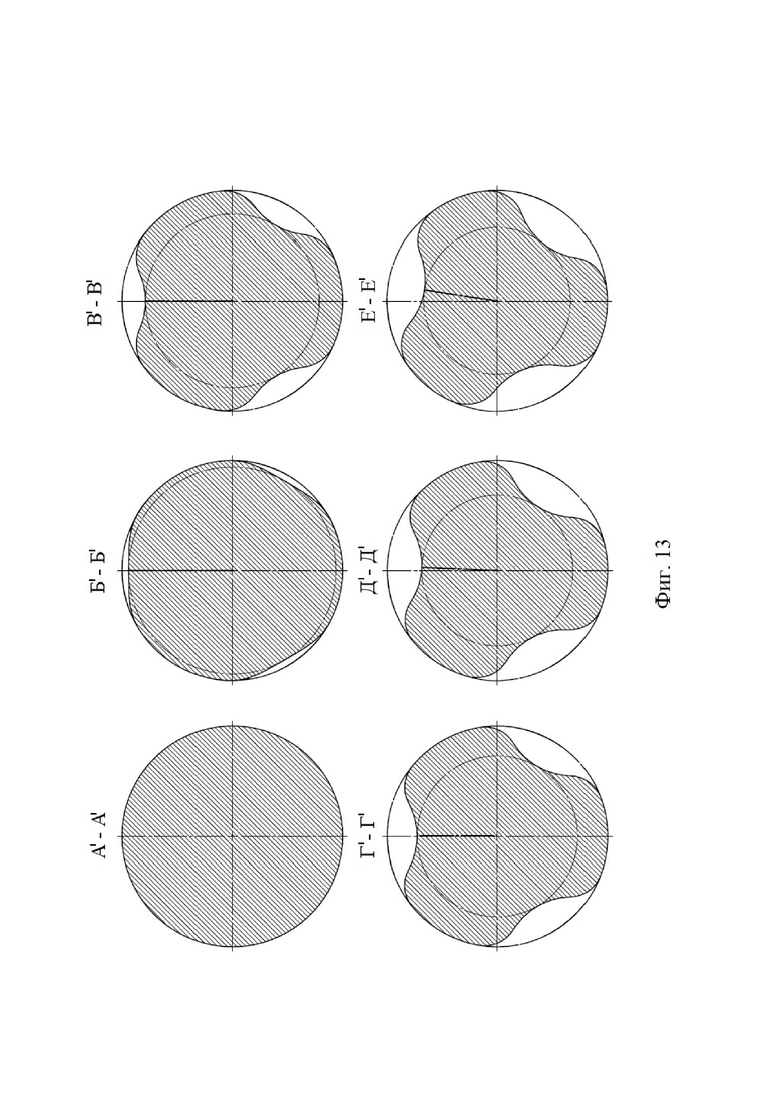
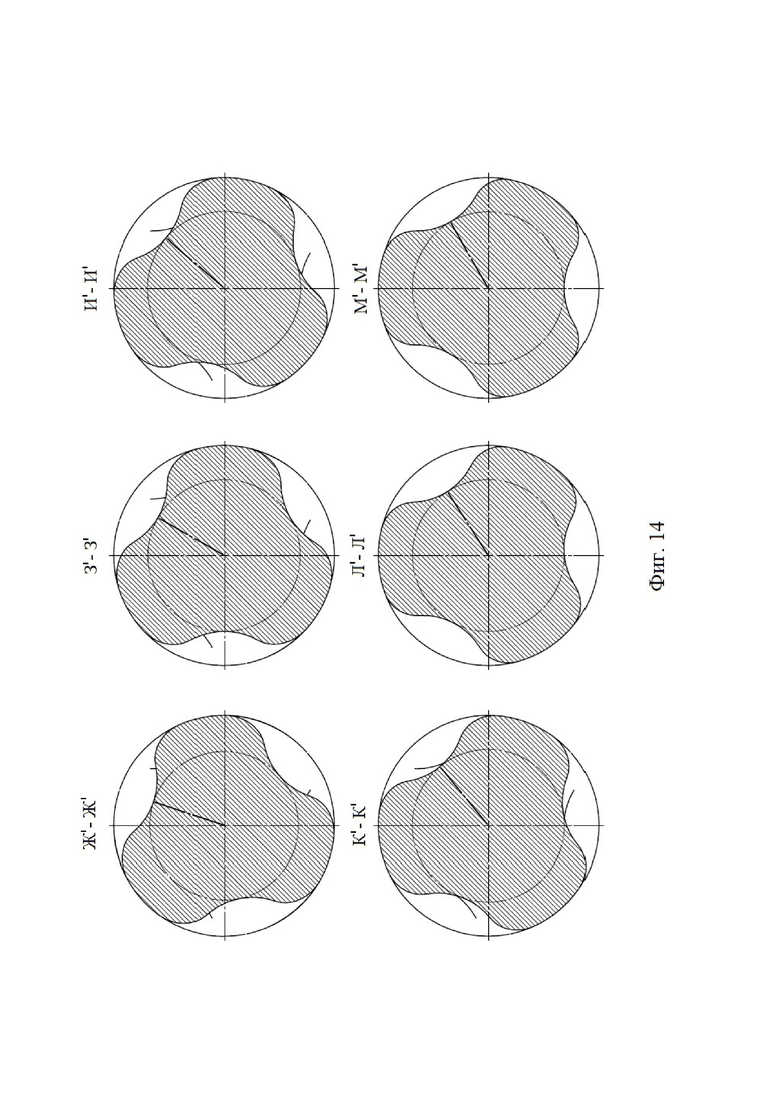
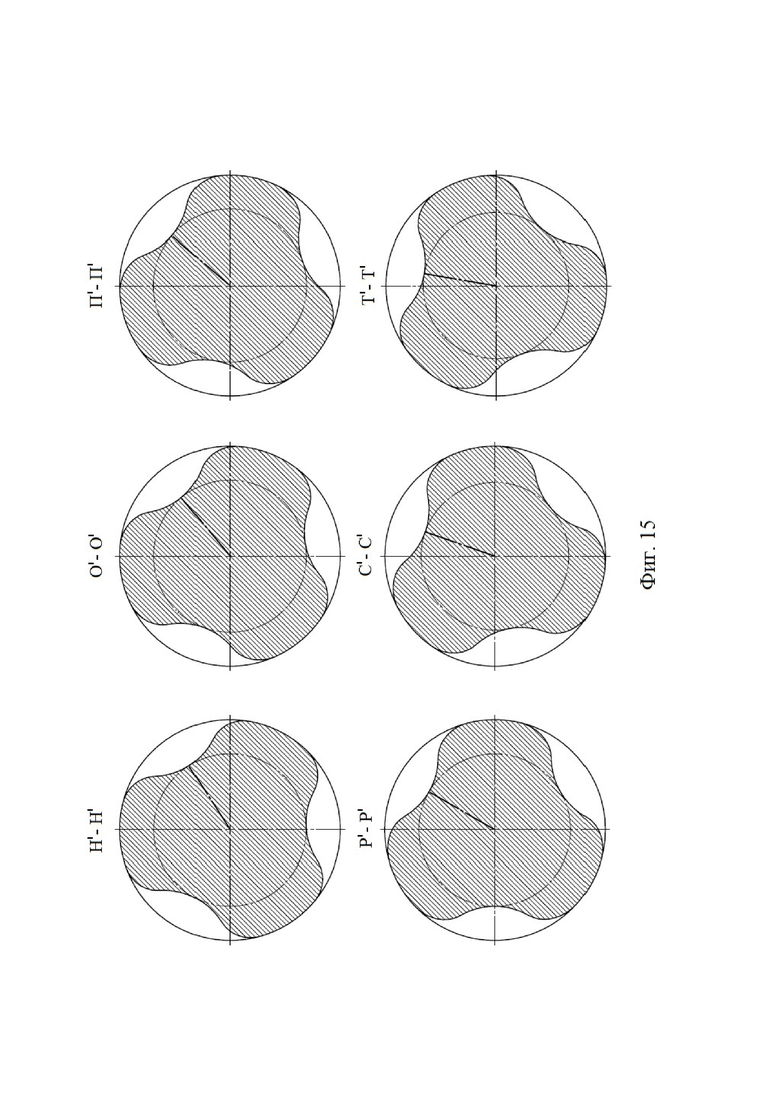
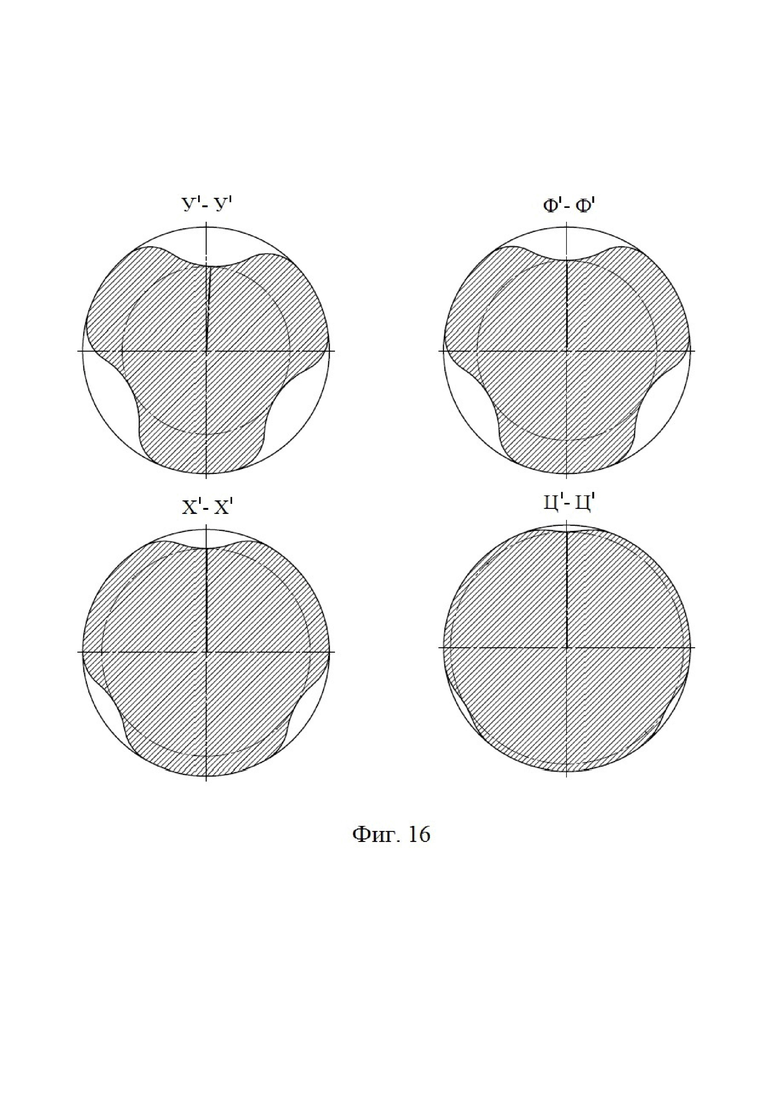
На фиг. 13-16 - сечения заготовки, ортогональные к оси деформирующего канала, показанные на фиг. 12.
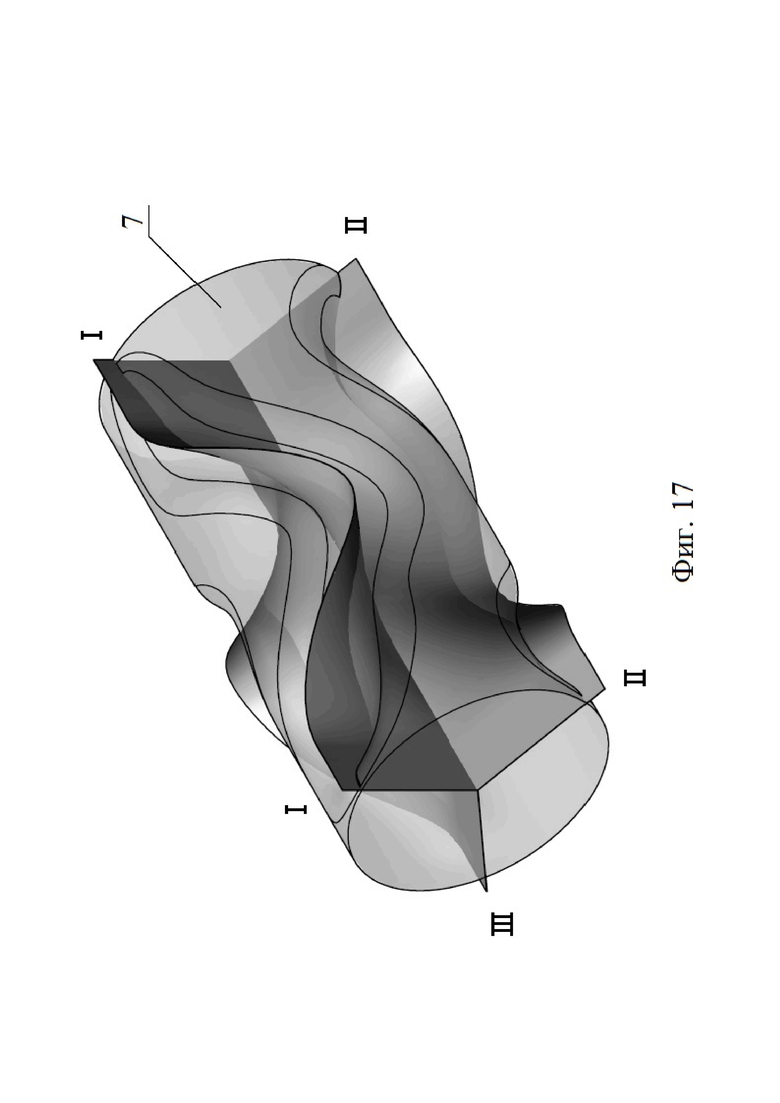
На фиг. 17 - срединные сечения впадин заготовки, показанной на фиг. 11, проходящие по винтовым выступам деформирующего элемента.
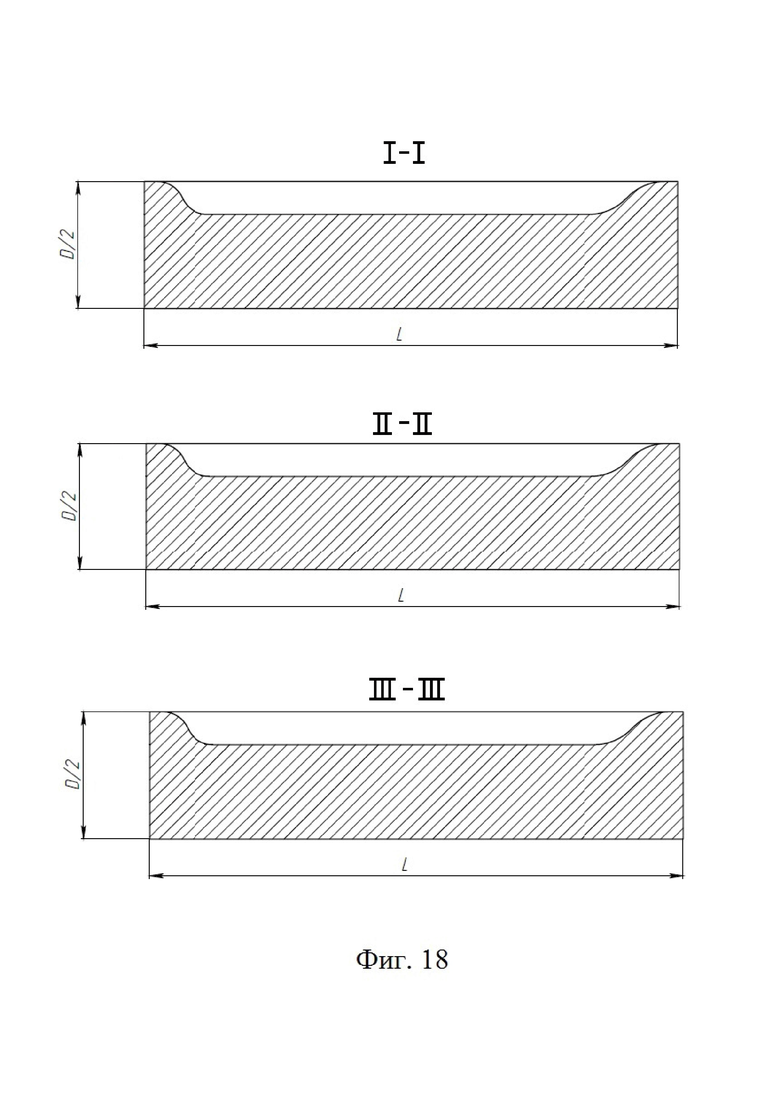
На фиг. 18 - развертки на плоскость срединных сечений заготовки I-I; II-II; III-III, показанных на фиг. 17.
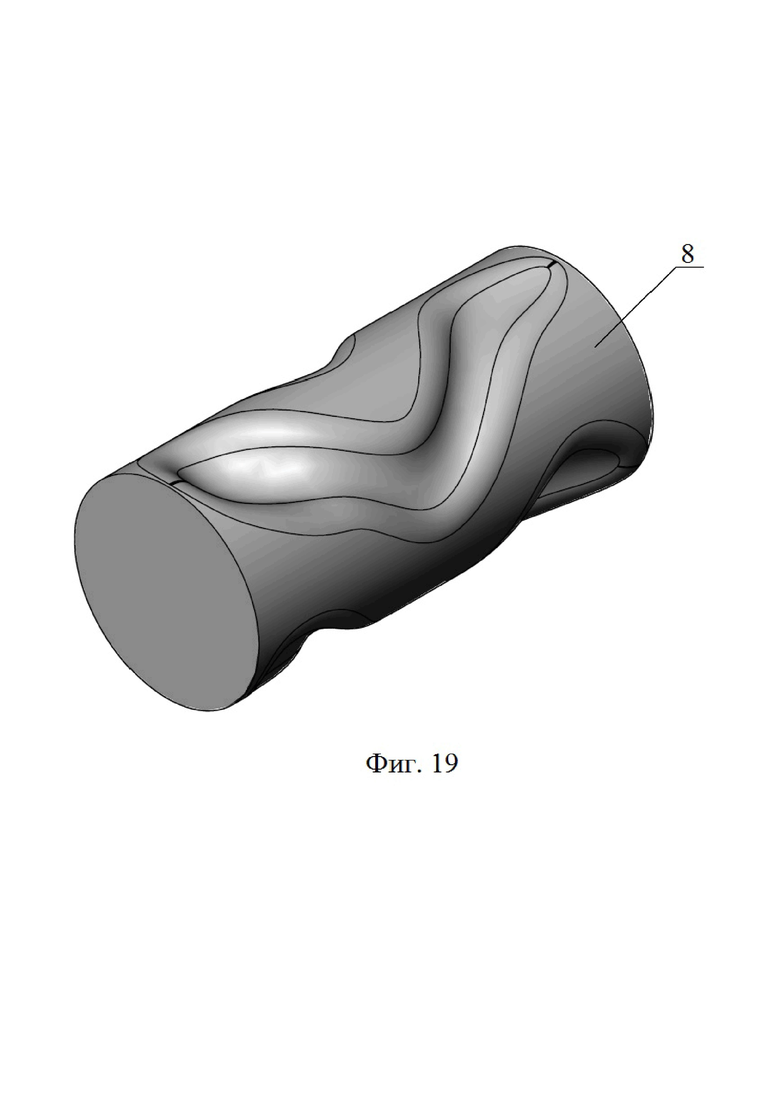
На фиг. 19 - форма поверхности заготовки в деформирующем канале, имеющем участок с изменяющейся по длине деформирующего канала высотой винтовых выступов, общий вид.
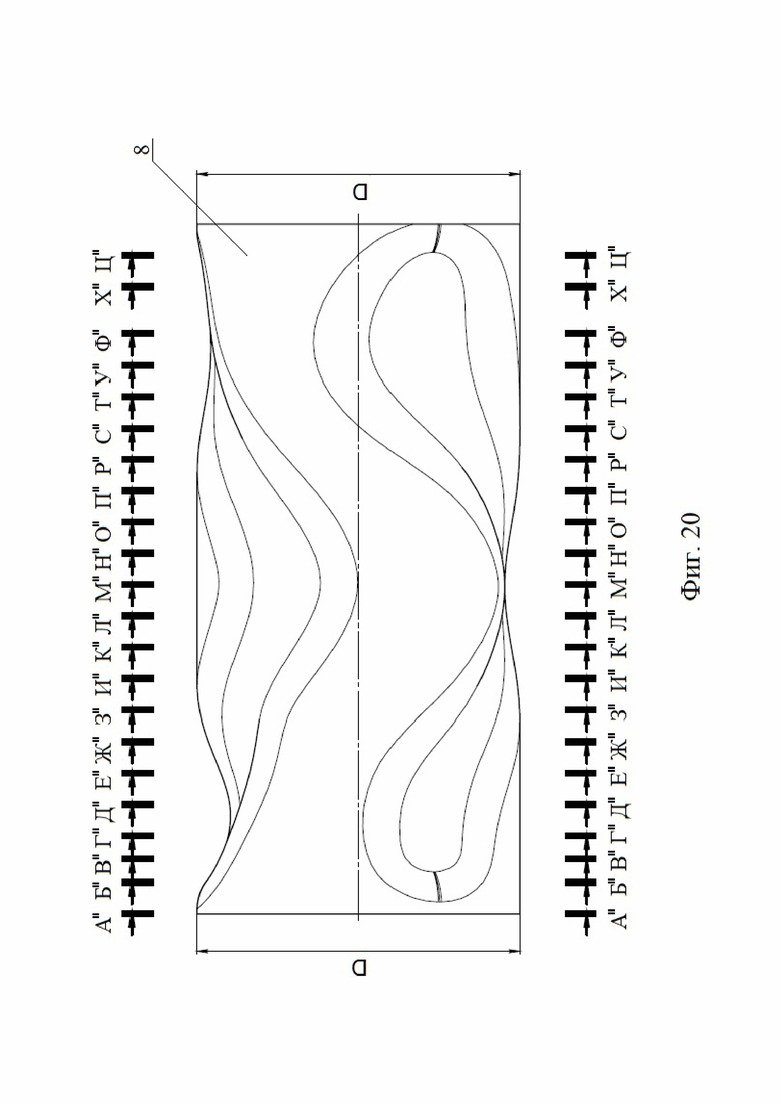
На фиг. 20 - схема расположения ортогональных к оси деформирующего канала сечений заготовки, показанной на фиг. 19.
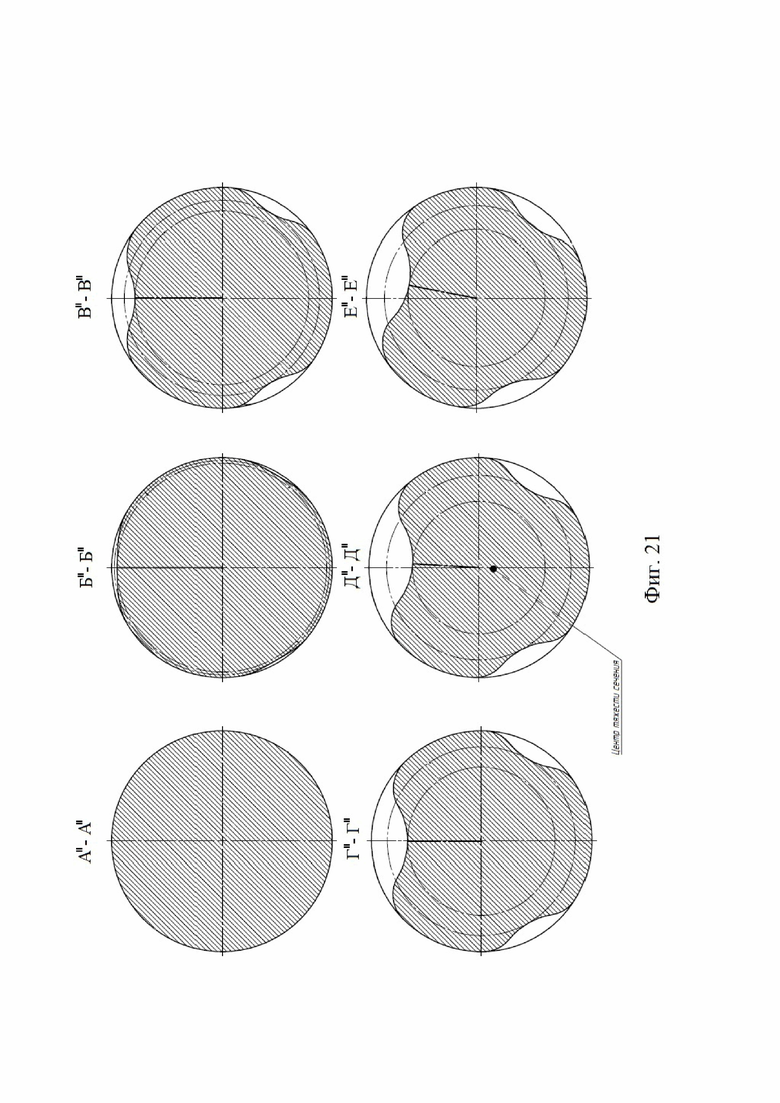
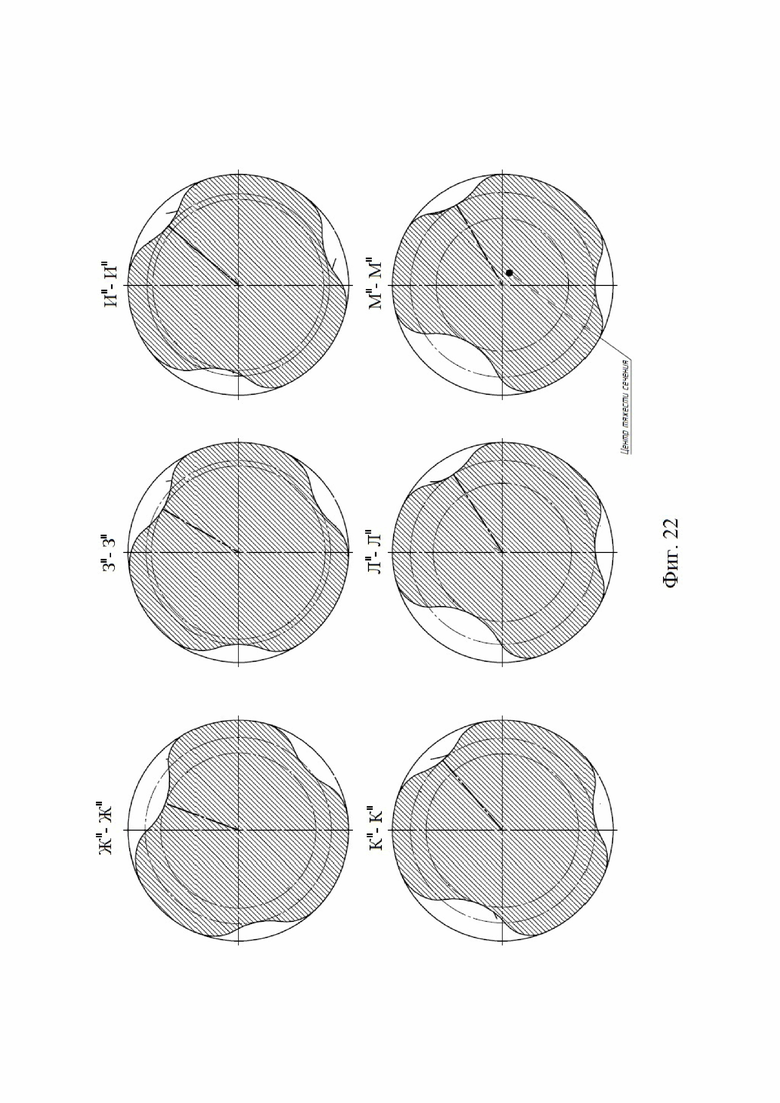
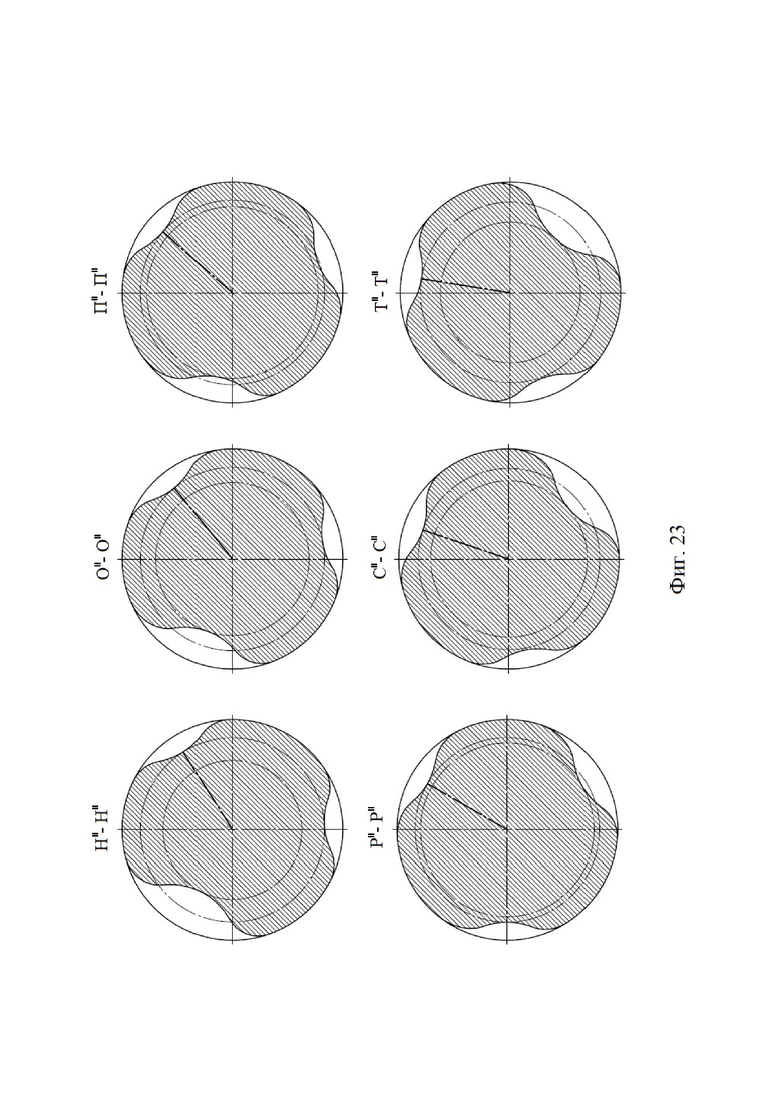
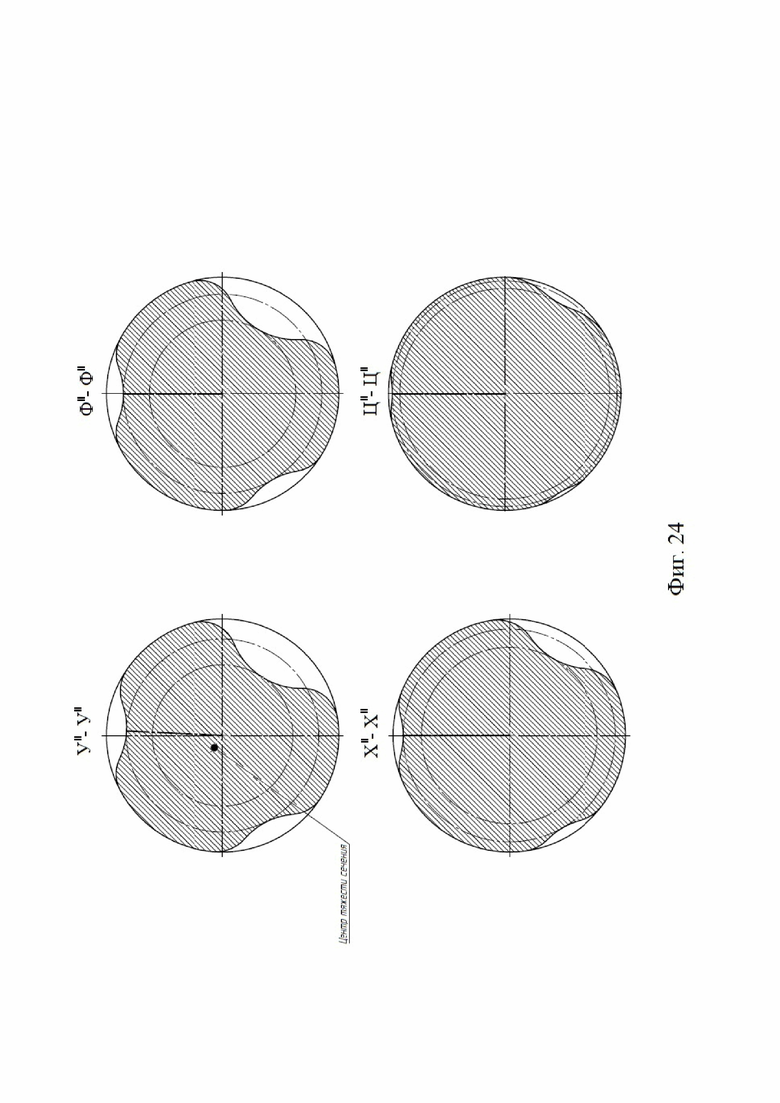
На фиг. 21-24 - ортогональные к оси деформирующего канала сечения заготовки, показанные на фиг. 20.
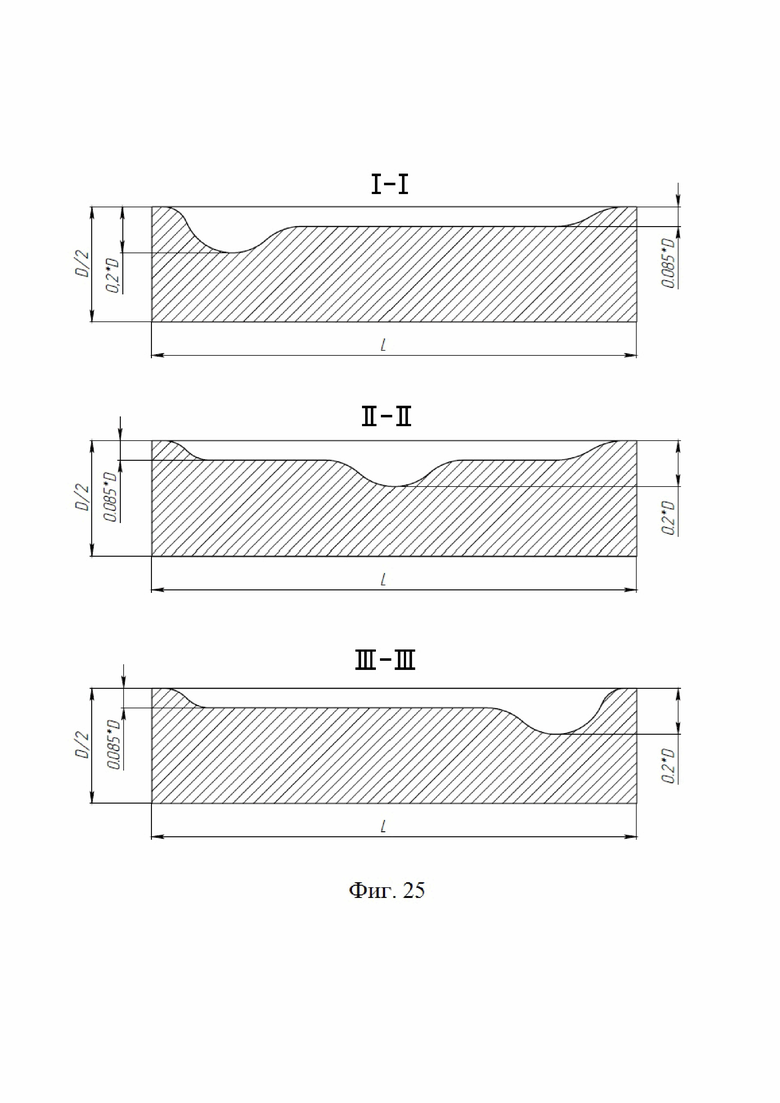
На фиг. 25 - развертка на плоскость показанных на фиг. 17 срединных сечений трех впадин заготовки, показанной на фиг. 19.
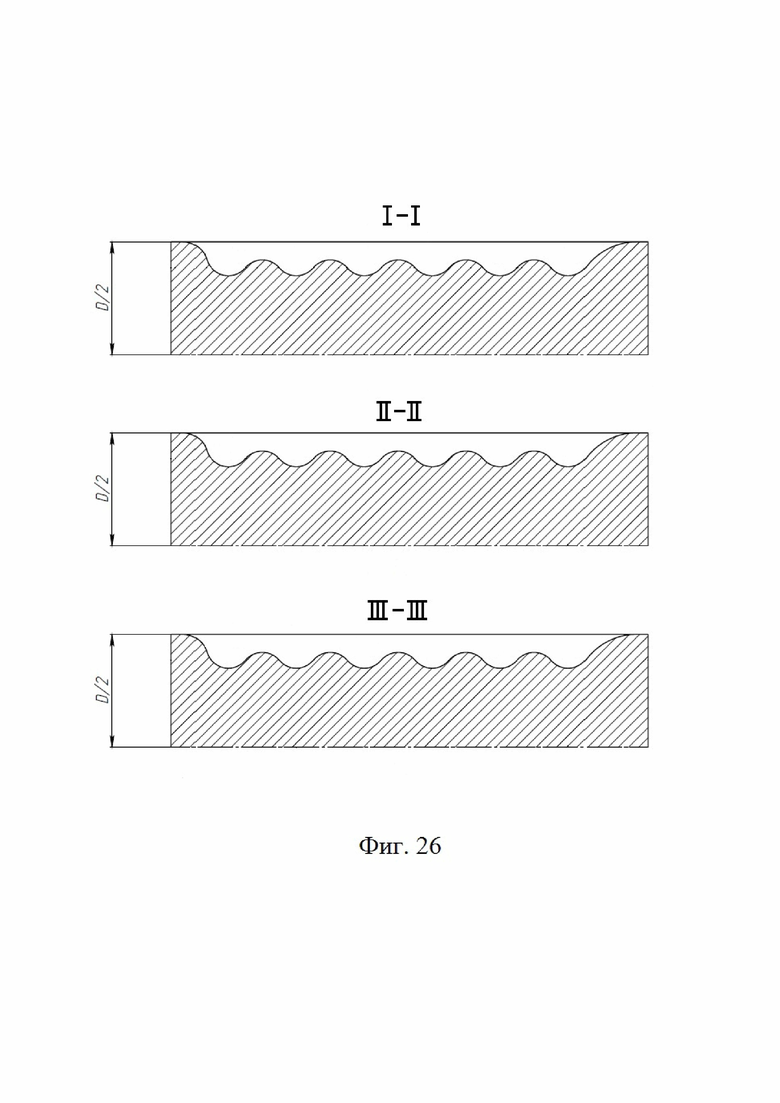
На фиг. 26 - развертка на плоскость показанных на фиг. 17 срединных сечений трех впадин заготовки, соответствующих винтовым выступам деформирующего канала, высота которых изменяется по гладкой периодической функции, с расположением максимумов и минимумов их высот в одних и тех же поперечных сечениях.
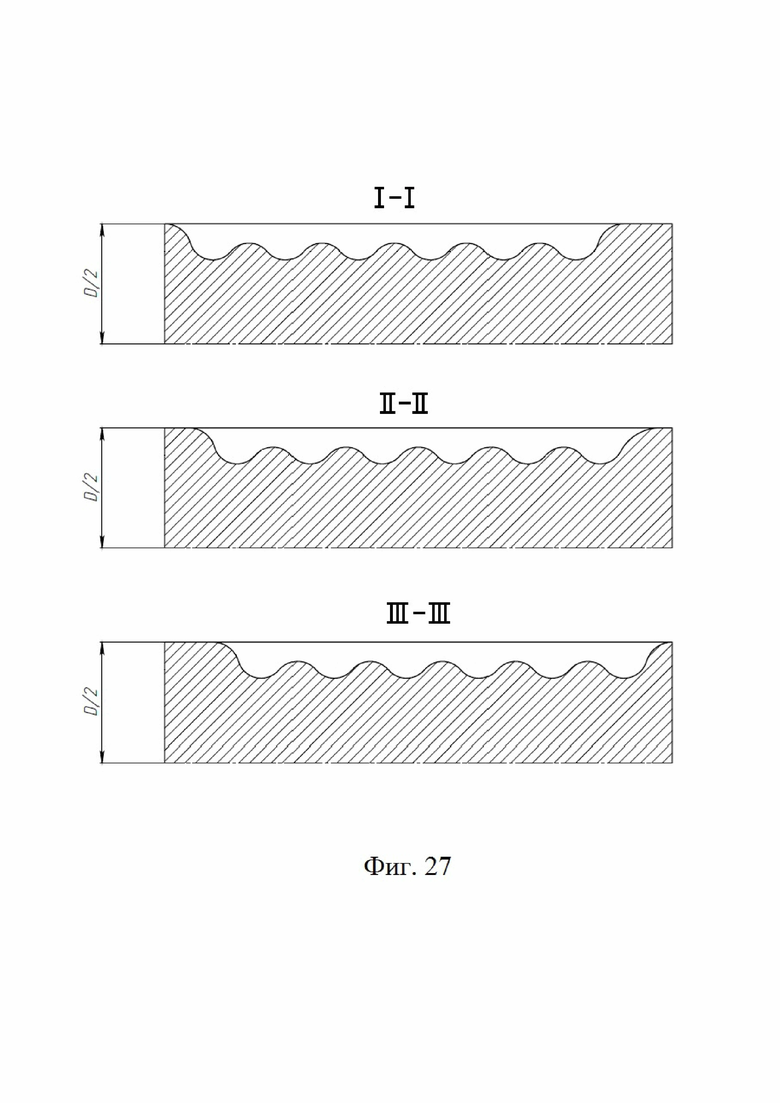
На фиг. 27 - развертка на плоскость показанных на фиг. 17 срединных сечений впадин заготовки, соответствующих винтовым выступам деформирующего канала, высота которых изменяется по гладкой периодический функции, а максимальные и минимальные значения их высот расположены в поперечные сечения, которые смещены друг относительно друга.
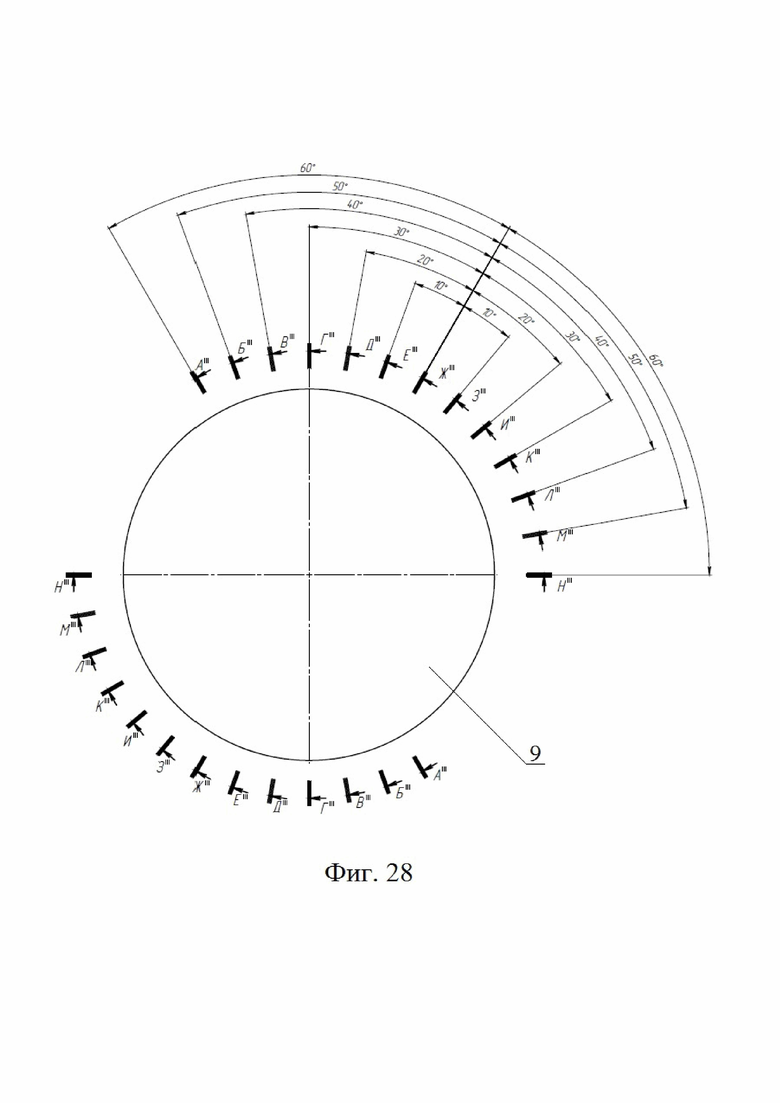
На фиг. 28 - схема расположения продольных сечений заготовки, проходящих через ось деформирующего канала, на ее условном поперечном сечении в виде круга, в котором знак угла подъема винтовых выступов изменяется один раз.
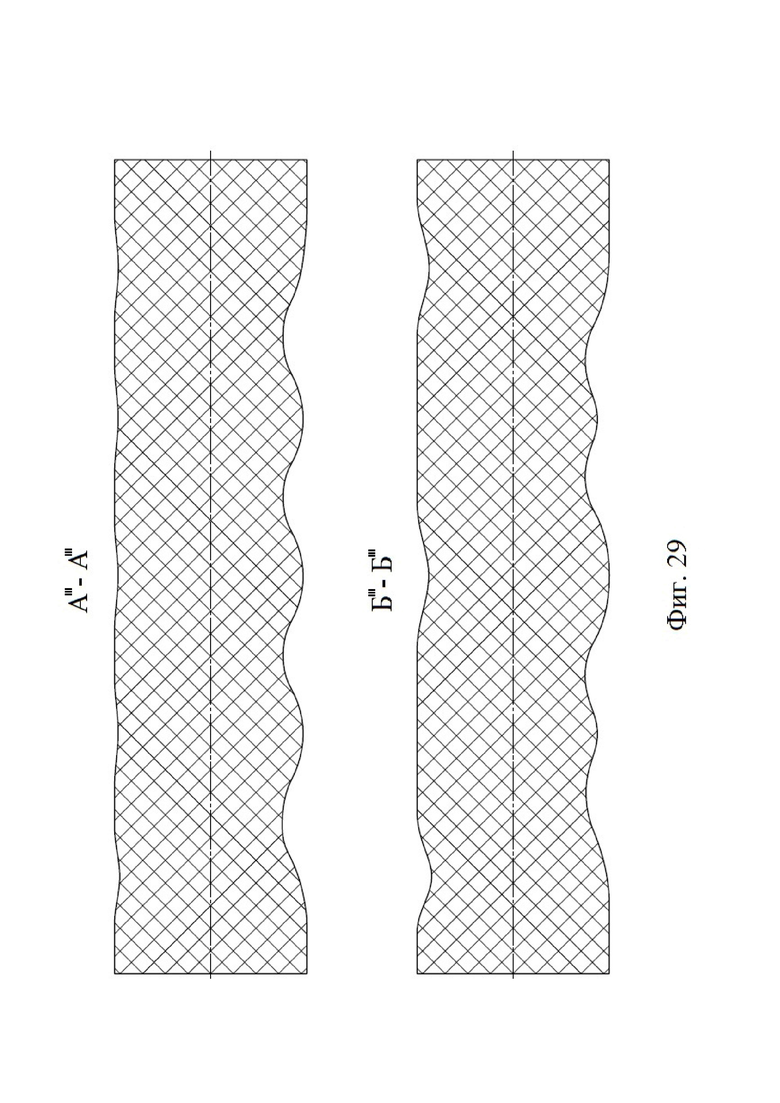
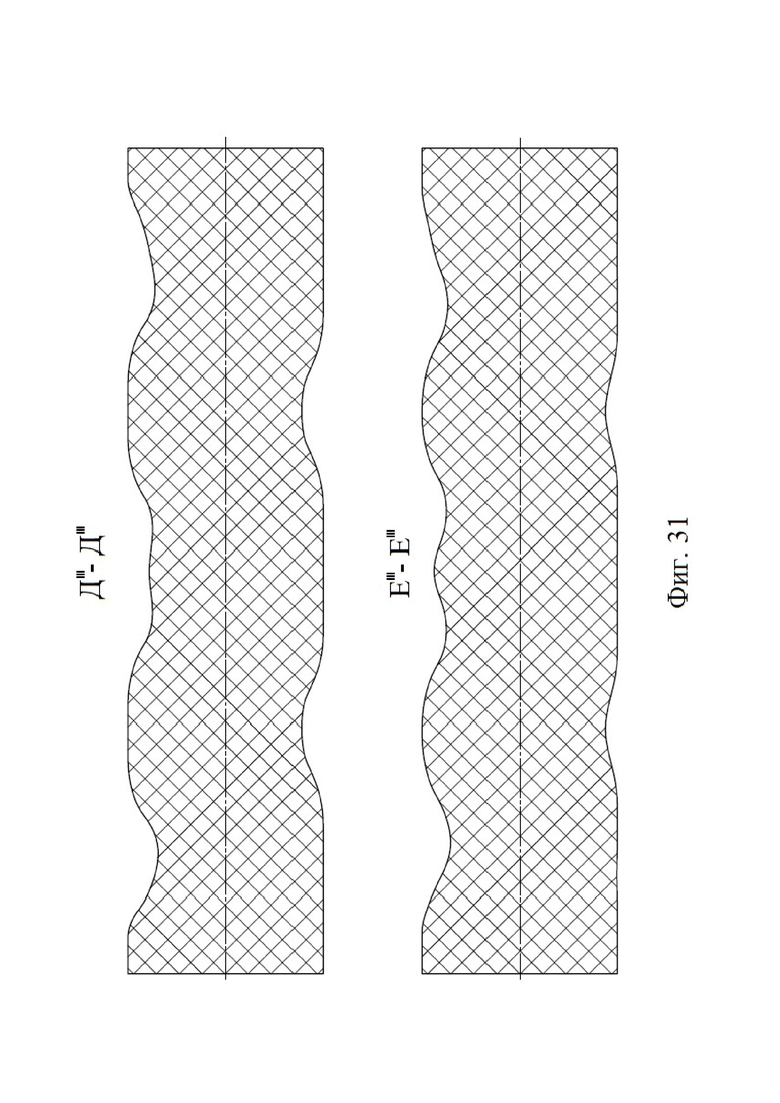
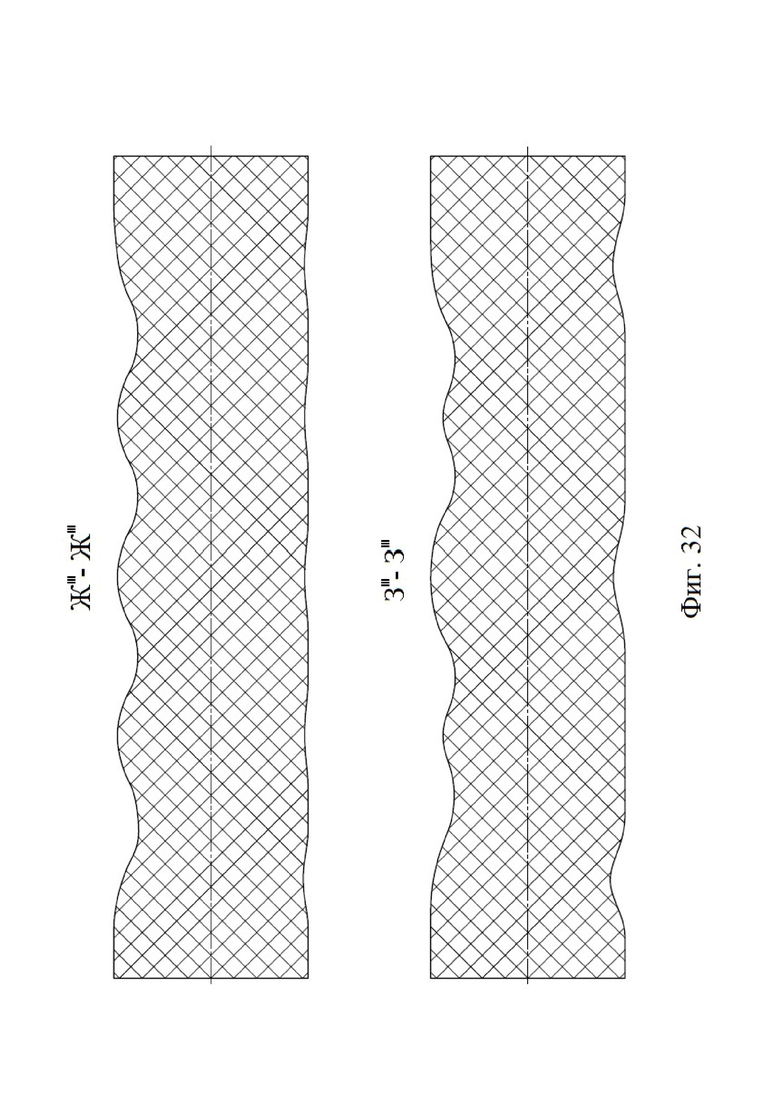
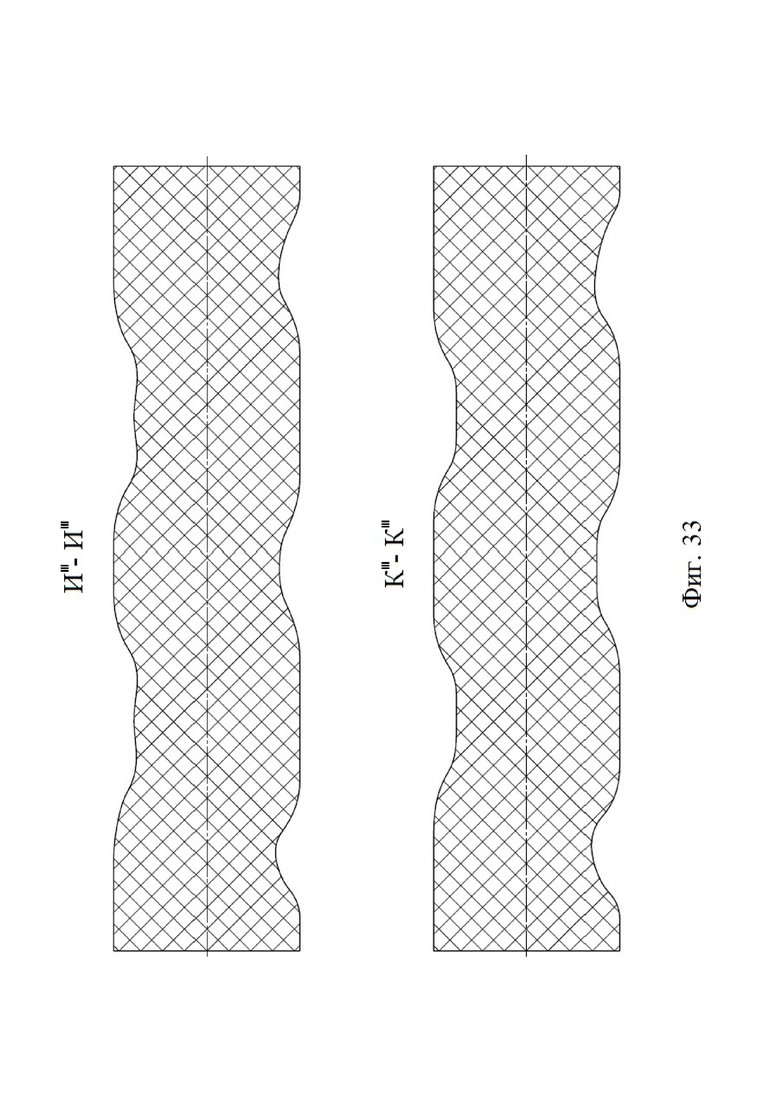
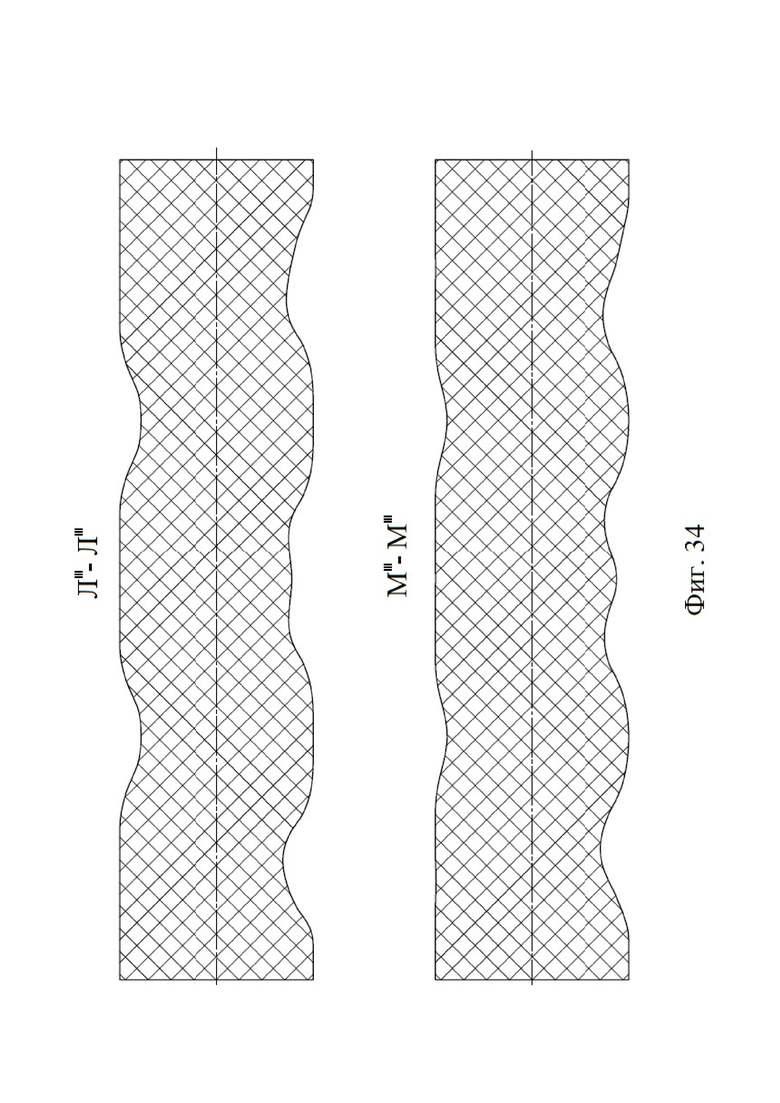
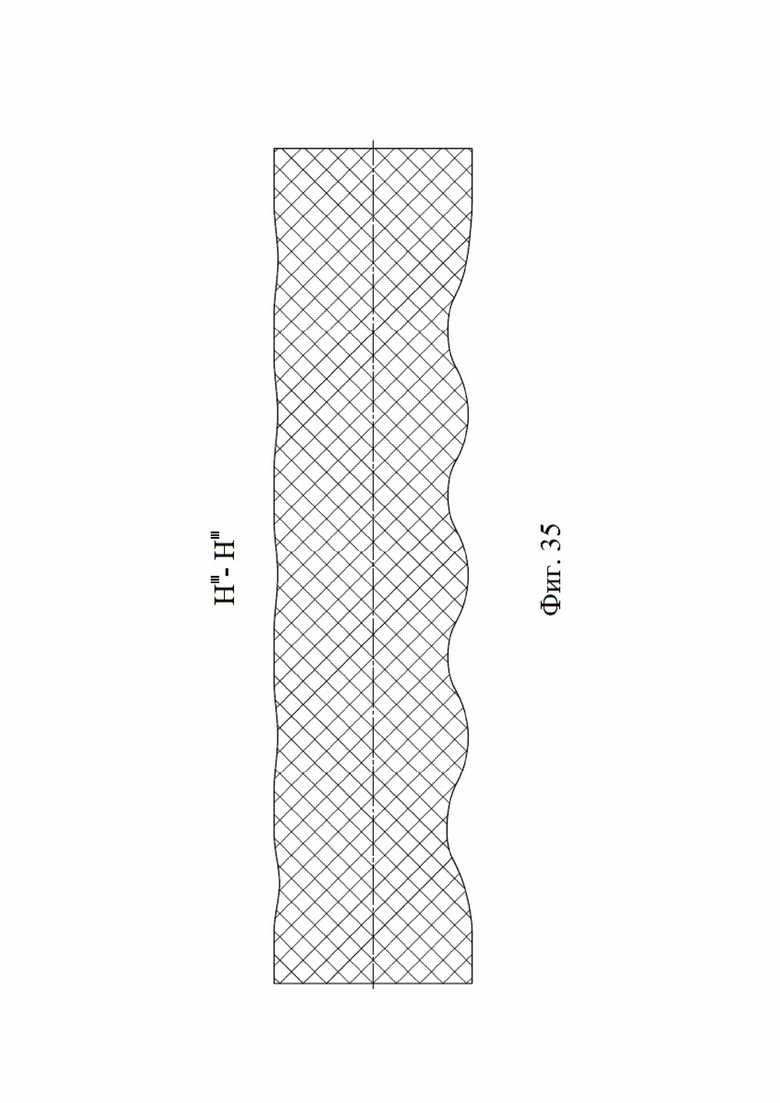
На фиг. 29-35 - продольные сечения заготовки, показанные на фиг. 26.
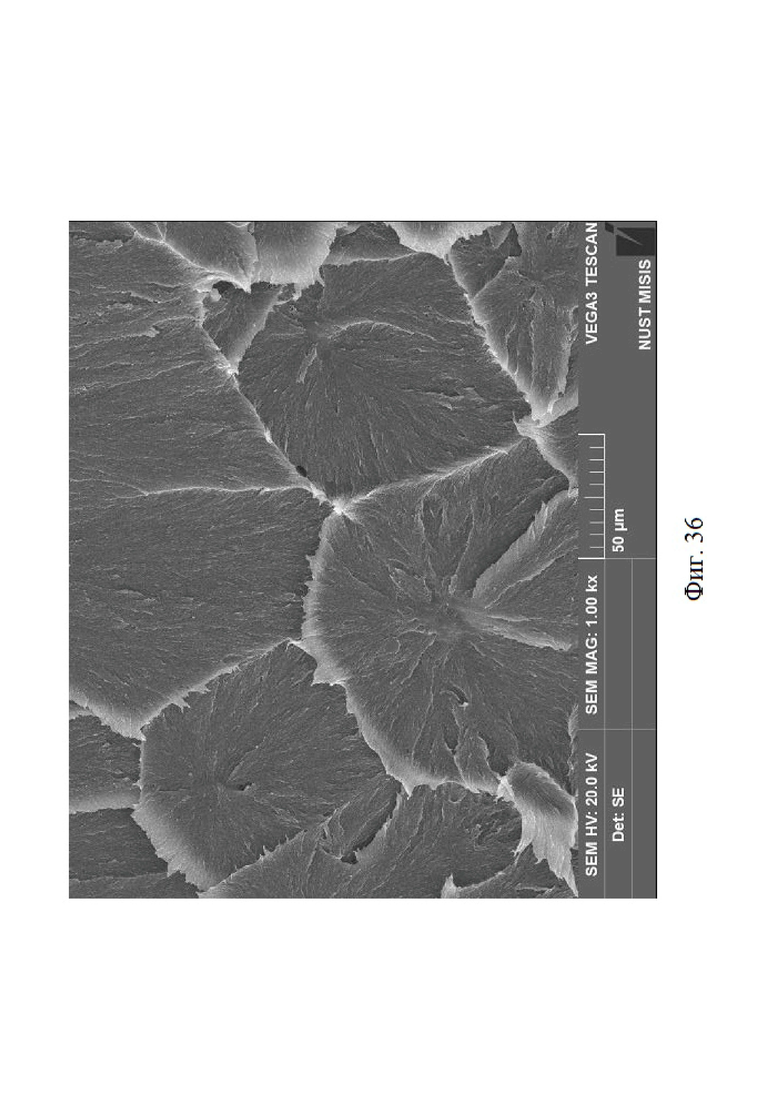
На фиг. 36 - структура материала, полученного на шнековом экструзионном прессе крупногабаритного стержневого изделия диаметром 120 мм, площадь сечения которого на 40% больше площади сечения шнекового тракта пресса (увеличение х1000). изображение получено с помощью сканирующего электронного микроскопа VEGA3 TESCAN, ускоряющее напряжение 20,0 кВ, увеличение х1000, детектор сканирующих электронов, шкала 50 мкм.
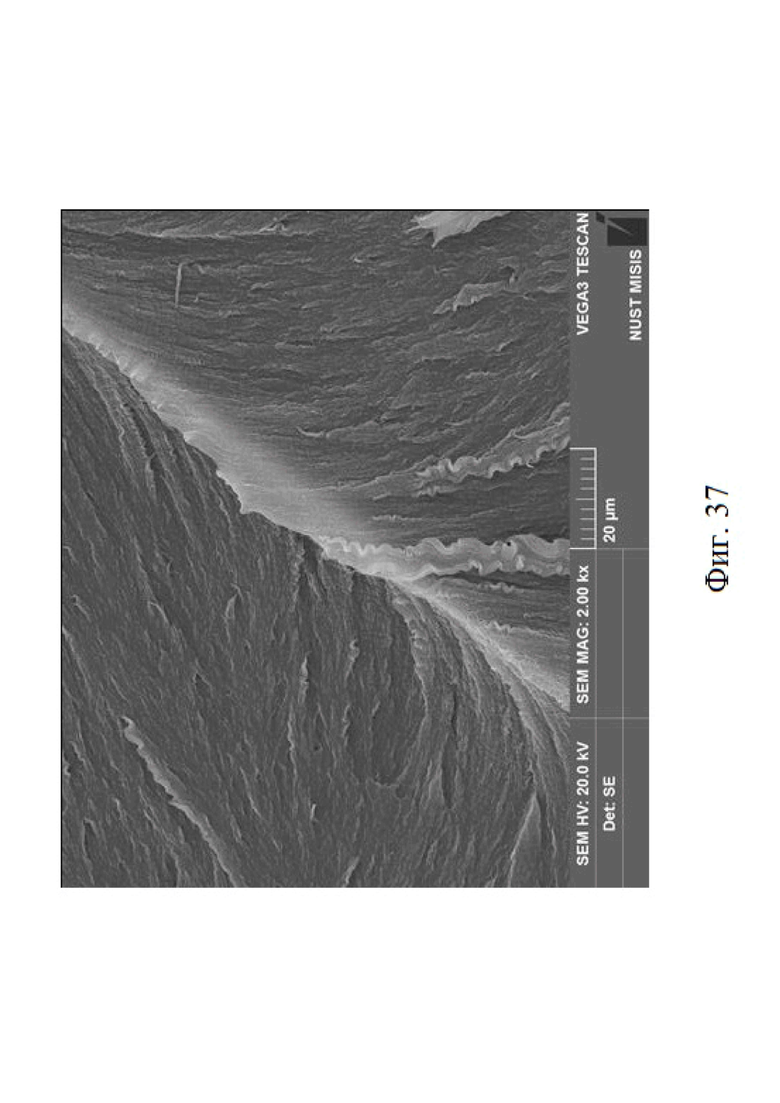
На фиг. 37 - структура материала, полученного на шнековом экструзионном прессе крупногабаритного стержневого изделия диаметром 120 мм, площадь сечения которого на 40% больше площади сечения шнекового тракта пресса, изображение получено с помощью сканирующего электронного микроскопа VEGA3 TESCAN, ускоряющее напряжение 20,0 кВ, увеличение х2000, детектор сканирующих электронов, шкала 20 мкм.
На фиг. 38 - торцы цилиндрических стержневых изделий диаметром 100 и 140 мм, полученные на шнековом прессе диаметром 100 мм.
Устройство для получения длинномерных стержневых изделий содержит последовательно соединенные друг с другом деформирующий элемент 1, формующий элемент 2 и калибрующий элемент 3, имеющие соосные деформирующий канал 11, формующий канал 12 и калибрующий канал 13, соответственно. Устройство крепится к торцевой поверхности корпуса шнекового или плунжерного экструзионного пресса соосно с его внутренней поверхностью. Деформирующий элемент 1 может состоять из одной или нескольких последовательно соединенных друг с другом соосных частей. На фиг. 1 показан вариант выполнения устройства, в котором деформирующий элемент 1 состоит из двух частей 4. На каждой из частей на поверхности их деформирующих каналов расположена группа винтовых выступов 5. Возможен вариант выполнения, когда деформирующий элемент 1 выполнен как единый элемент, а поверхность деформирующего канала 11 имеет два участка, на каждом из которых расположена группа винтовых выступов 5, но такой вариант конструкции сложнее для изготовления, поэтому предпочтительнее выполнять деформирующий, формующий и калибрующий элементы 1, 2 и 3 из соединенных друг с другом частей, как это показано на фиг. 1.
Примыкающий к деформирующему элементу 1 формующий элемент 2, формующий канал 12 которого имеет на входе гладкую осесимметричную поверхность, а площадь его поперечных сечений (ортогональных к оси канала) по длине формующего элемента 2 последовательно увеличивается и уменьшается один раз (как показано на фиг. 1) или более раз с последующим переходом формы сечения формующего канала от осесимметричной на входе в него до формы и размера поперечного сечения готового изделия к выходу из формующего канала 12. В калибрующем канале 13 калибрующего элемента 3 форма и площади поперечных сечений калибрующего канала 13 остаются неизменными и соответствуют площади и форме поперечного сечения формующего канала 12 на выходе из формующего элемента 2.
Каждый участок деформирующего канала 11 (или деформирующий канал 11, если деформирующий элемент 1 представляет собой единый элемент) имеет на своей поверхности группу из не менее двух винтовых выступов 5, расположенных с равным окружным шагом. На чертежах представлены варианты выполнения устройства, в котором каждая группа включает три винтовых выступа 5. Это число выступов 5 является оптимальным, но не единственно возможным. Выступов может быть два, четыре и более. Угол подъема винтовых выступов 5 имеет значения не менее 45°, так как меньшие значения этого угла блокируют, практически, вращение материала заготовки в деформирующем канале. Суммарная высота винтовых выступов 5 в любом поперечном сечении деформирующего канала (фиг. 3) не превышает 1/2 диаметра D1 деформирующего канала. Дальнейшее увеличение высоты винтовых выступов 5 ведет к значительному уменьшению проходного сечения деформирующего канала (нелинейная функция) и соответствующему его уменьшению росту давлений прессования, а также к увеличению объема материала заготовки во впадинах между винтовыми выступами 5, что приведет к тому, что разность в степени и характере деформационной обработки материала этих зон от деформационной обработки материала в центральных зонах стержневой заготовки может увеличиваться до критических величин. Выбор числа, геометрии и габаритов винтовых выступов 5 зависит от выбора оптимальных соотношений между деформациями кручения, продольного разнознакового изгиба, осадки и вытяжки заготовки в продольных и радиальных направлениях в процессе ее перемещения по длине деформирующего канала.
Винтовые выступы 5 каждой группы могут иметь одинаковую высоту H, но могут и различаться по высоте, при этом соотношение высот двух винтовых выступов 5 или любых двух винтовых выступов 5 из их общего числа имеет значение от 1 до 3.
Винтовые выступы 5 могут иметь различную форму. Варианты поперечных сечений, ортогональных к оси деформирующего канала 11, деформирующего элемента 4 представлены на фиг. 3. В одном варианте плоские боковые поверхности винтовых выступов 5 в поперечных сечениях деформирующего элемента 1 параллельны друг другу (на фиг. 3 внизу слева). В другом варианте в этих поперечных сечениях образующие боковых поверхностей винтовых выступов пересекаются под углом α до 140° (на фиг. 3 внизу справа). В третьем варианте боковые поверхности винтовых выступов 5 плавно сопрягаются с вершиной и с поверхностью деформирующего канала 11, в этом случае касательные к боковым поверхностям винтовых выступов 5 на ½ их высоты в поперечных сечениях деформирующего элемента 1 пересекаются под углом α до 140° (на фиг. 3 наверху). На других чертежах показан третий вариант винтовых выступов 5.
На фиг. 4 показана форма поверхности заготовки 6 в деформирующем элементе 1, имеющем винтовые выступы 5, размеры и угол подъема которых постоянны по длине деформирующего элемента 1. На фиг. 5-9 показана схема расположения ортогональных к оси канала сечений заготовки 6 и их трансформация в процессе ее перемещения вдоль деформирующего канала 11 деформирующего элемента 1.
Возможен вариант, когда по длине деформирующего канала 11 знак угла подъема винтовых выступов 5 изменяется по меньшей мере один раз. На фиг. 11 представлена форма поверхности заготовки 7, которую формируют в деформирующем канале 11 винтовые выступы 5 деформирующего элемента 1, которые показаны на фиг. 1. На фиг. 12 показана схема расположения ортогональных к оси канала сечений заготовки, а на фиг. 13-16 показана схема их трансформации в заготовке 7 при перемещении ее вдоль деформирующего канала 11, в котором направление вращения поверхности заготовки 7 изменяется на противоположное один раз. При этом винтовые выступы 5 имеют постоянную высоту по длине деформирующего канала 11 на большей части своей длины, и только к его торцам их высота плавно снижается до нуля. На фиг. 17 условно показаны срединные сечения I-I, II-II и III-III впадин заготовки 7, сформированные винтовыми выступами деформирующего канала 11. Под срединными сечениями понимаются поверхности, образующие которых ортогональны к оси деформирующего канала 11 и проходят через винтовые выступы 5, расположенные на его поверхности, симметрично относительно их боковых поверхностей. На фиг. 18 показаны развертки на плоскость срединных сечений I-I, II-II и III-III впадин материала заготовки 7, форма которых соответствует форме винтовых выступов 5 с постоянной по длине высотой.
Возможно также выполнение винтовых выступов 5 с переменной высотой по длине деформирующего канала 11. В частности, каждый винтовой выступ 5 может иметь участок с постоянной базовой высотой и участок, высота которого может плавно увеличиваться по длине деформирующего канала 11, а затем уменьшаться при соотношении максимальной и базовой высот до 2,5. На фиг. 19 представлена форма поверхности заготовки 8, которую формируют в деформирующем канале 11 устройства винтовые выступы 5, имеющие переменную по длине высоту. На фиг. 20 показана схема расположения по длине деформирующего канала 11 сечений заготовки 8, ортогональных к его оси, а на фиг. 21-24 показана схема трансформации геометрии этих ортогональных к оси канала сечений заготовки 8 при перемещении ее вдоль деформирующего канала, в котором направление вращения поверхности заготовки 8 изменяется на противоположное один раз, а высота каждого винтового выступа 5 плавно увеличивается и затем уменьшается по длине деформирующего канала 11. При этом изменение высоты каждого винтового выступа 5 идет поэтапно от выступа к выступу со смещением поперечного сечения каждого винтового выступа 5, в котором его высота максимальна, по длине деформирующего канала 11 относительно такого же сечения соседнего винтового выступа 5 на расстояние не менее чем половина приращения их высоты. На фиг. 25 показаны развертки на плоскость срединных сечений впадин материала заготовки 8 I-I, II-II и III-III (см. схему на фиг. 17), форма которых соответствует указанному характеру изменения форм винтовых выступов с переменной высотой. Возможен вариант, при котором их максимальные и минимальные высоты располагаются в одних и тех же поперечных сечениях деформирующего элемента 1.
Также возможен вариант выполнения, при котором по длине деформирующего канала 11 высота каждого винтового выступа 5 изменяется по гладкой периодической функции, одинаковой для всех винтовых выступов 5 группы, с амплитудой до 1,5 от его базовой высоты, равной полусумме максимальной и минимальной высот винтового выступа 5. Максимальные и, соответственно, минимальные высоты винтовых выступов 5 могут быть расположены в одних и тех же поперечных сечениях деформирующего элемента 1, либо они могут быть расположены в поперечных сечениях деформирующего элемента 1, смещенных друг относительно друга на величину до половины периода этой периодической функции. На фиг. 26 показаны развертки на плоскость срединных сечений I-I, II-II и III-III впадин заготовки (см. схему на фиг. 17), соответствующих винтовым выступам, высота которых изменяется по гладкой периодический функции, с расположением максимумов и минимумов в одних и тех же поперечных сечениях. На фиг. 27 показаны развертки на плоскость срединных сечений I-I, II-II и III-III впадин заготовки, соответствующих винтовым выступам, высота которых изменяется по гладкой периодический функции, а поперечные сечения, в которых расположены максимумы и минимумы периодической функции смещены друг относительно друга.
На фиг. 28 представлена схема расположения продольных сечений заготовки 9, проходящих через ось деформирующего канала 11, на условном поперечном сечении заготовки в виде круга. На фиг. 29-35 показаны эти продольные сечения формуемой заготовки 9 в деформирующем элементе 1, в котором высота всех винтовых выступов 5 одинакова и постоянна.
При выполнении деформирующего элемента 1 с двумя или более группами винтовых выступов 5, которые могут быть идентичными по числу, форме и размерам винтовых выступов 5, как показано на фиг. 1, а могут отличаться по числу, форме и размерам винтовых выступов. Кроме того, в таком деформирующем элементе 1 винтовые выступы 5 каждой группы могут быть смещены в окружном направлении относительно выступов соседней группы на угол до половины окружного угла между винтовыми выступами 5, как показано на фиг. 1.
Устройство для получения стержневых изделий на экструзионных прессах работает следующим образом. Исходный пластифицированный или дискретный материал, в качестве которого могут использоваться порошковые или гранулированные материалы, а также дробленные на мелкие фракции вторичные продукты, продавливается плунжером или шнеком в деформирующий канал 11 деформирующего элемента 1 устройства, в котором поддерживается такой уровень сжимающих напряжений в деформируемом материале, при котором величина напряжений, ортогональных к его поверхностям сдвига, блокирует разрыхление и рост дефектов в материале в процессе деформационной обработки заготовки. В деформирующем канале 11 деформирующего элемента 1 заготовка, имеющая остаточную пористость и другие дефекты структуры, получает в процессе ее перемещения по длине деформирующего канала 11 локальные радиальные осадки (деформации сжатия) при внедрении в ее поверхность распределенных по внутренней цилиндрической поверхности деформирующего канала 11 винтовых выступов 5 (фиг. 1), с уменьшением площади ее сечения до 40 и более процентов и с сопутствующей уменьшению площади сечения заготовки ее вытяжкой (деформацией растяжения материала) вдоль оси канала, которая в каждом из продольных сечений заготовки является функцией угла их наклона к винтовым выступам на входе в деформирующий канал 11 и, кроме этого, переменна по его длине. От сочетаний этих видов деформационной обработки заготовки ее материал получает разнонаправленные и различные по величине деформации сдвига вдоль соответствующей такой деформационной обработке системе поверхностей скольжения, а относительные смещения потоков материала при достаточной величине сжимающих напряжений обеспечивают эффективное уплотнение материала с увеличением прочности связей между сжатыми и движущимися относительно друг друга поверхностями структурных элементов материала.
При этом при перемещении заготовки по деформирующему каналу 11 расположенные на его поверхности винтовые выступы 5 вызывают вращение заготовки вокруг оси деформирующего канала 11 за счет вращения винтовых впадин на ее поверхности, т.е. вызывают деформацию кручения заготовки. Вызванная деформацией кручения заготовки 6 (фиг. 4) трансформация формы ортогональных к оси деформирующего канала 11 сечений (фиг. 5) приведена на фиг. 6-9. Как следствие, в материале заготовки 6 в соответствии с принципом независимости действия сил дополнительно формируется и соответствующая деформации кручения система поверхностей сдвига, вдоль которых также проходят описанные выше процессы перестройки структуры материала заготовки 6, и, поскольку вдоль этих поверхностей сдвига материал также подвергается интенсивной разнонаправленной деформационной обработке, то это в результате обеспечивает более полную объемную проработку материала заготовки 6.
Показанное на фиг. 1, 10 изменение знака углов подъема винтовых выступов 5, расположенных на поверхности деформирующего канала 11, приводит к изменению по длине деформирующего элемента 1 и направления деформации кручения заготовки 7 (фиг. 11). Отражающая этот процесс трансформация формы ортогональных к оси канала сечений заготовки 7 (фиг. 12) при перемещении ее вдоль деформирующего канала 11 приведена на фиг. 13-16. Изменение направления деформации кручения заготовки 7 вызывает изменения не только направлений поверхностей сдвига в ее материале, но и направлений относительных скольжений элементов структуры материала в полосах сдвига, формирующихся вдоль поверхностей сдвига в структурно неоднородных средах, в которых каждому направлению относительного скольжения структурных составляющих материала соответствует и своя система микроповерхностей сдвига внутри этих полос. Каждая такая перестройка системы микроповерхностей сдвига включает в зону интенсивных деформаций новые объемы материала.
В зоне изменения знака угла подъема винтовых выступов 5 материал заготовки 7 получает также деформации сдвига и в плоскостях, ортогональных к оси заготовки, что также способствует устранению дефектов и совершенствованию структуры материала внутри полос сдвига, формирующихся в этой зоне при этом типе деформации заготовки.
Как показано на фиг. 17-22, последовательное увеличение высоты винтовых выступов 5 с поэтапным смещением изменения их высоты вдоль деформирующего элемента от одного выступа к другому ведет к дополнительному поэтапному внедрению винтовых выступов в поверхность деформируемой заготовки 8 (фиг. 19) и к приращению степени получаемой материалом заготовки деформаций сжатия, направления которых, соответственно, также последовательно изменяются в окружном относительно оси деформирующего канала 11 направлении. Изменение направлений дополнительных радиальных осадок заготовки 8 по длине деформирующего канала 11 ведет к изменению по длине канала формы его поперечных сечений, а также к последовательному изменению эпюры распределения скоростей течения материала вдоль его оси и к увеличению градиентов скоростей его течения а также, как следствие, к дополнительному приращению получаемых материалом деформаций сдвига и к изменению направлений относительного скольжения частиц в зонах, прилегающих к поверхностям сдвига в материале заготовки 8. Дополнительные разнонаправленные ортогональные к оси деформирующего канала 11 осадки заготовки, вызванные изменениями высот винтовых выступов 5, вызывают и поэтапное разнонаправленное смещение центра тяжести сечений заготовки 8 в направлениях этих дополнительных осадок относительно оси их вращения, совпадающей с осью деформирующего канала, что перемещает материал центральных зон заготовки в зоны, в которых деформация кручения заготовки вызывает более интенсивные деформации сдвига в ее материале, что увеличивает интенсивность деформационной обработки материала центральной зоны заготовки.
Как показано на фиг. 26-27, изменение высоты каждого винтового выступа 5 по длине деформирующего канала 11 по гладкой периодической функции, одинаковой для всех винтовых выступов 5 группы, при расположении их максимальных и минимальных высот в одних и тех же поперечных сечениях деформирующего элемента 1, либо со смещением по длине элемента 1 относительно друг друга на величину до половины периода этой периодической функции, позволяет по мере перемещения заготовки по длине деформирующего элемента 1 обеспечить циклическое изменение величин радиальных осадок заготовки и, соответственно, реализовать циклический переход деформаций ее осевой осадки к деформации осевой вытяжки, а при смещении расположения их максимальных и минимальных высот по длине элемента 1 относительно друг друга на величину до половины периода этой периодической функции, вызывает также дополнительные циклические смещения центра тяжести сечений заготовки в соответствии со смещениями относительно друг друга максимальных значений высот винтовых выступов. Поскольку каждое изменение напряженно-деформационного состояния материала ведет к перестройке системы поверхностей сдвига в материале заготовки, то такое циклическое деформационное воздействие на заготовку способствует однородной деформационной проработки материала по ее объему.
Как показано на фиг. 28-35, в зависимости от величины окружного угла между сечениями заготовки 9 (фиг. 28) плоскостями, проходящими через ось деформирующего канала 11, и осевыми плоскостями, проходящими через винтовые выступы 5 на входе в деформирующий канал 11, процесс перетекания материала заготовки 9 через расположенные на поверхности деформирующего канала 11 винтовые выступы 5 вызывает в заготовке 9 ортогональные к ее оси осадки и деформации разнознакового изгиба, а также циклически переходящие друг в друга деформации продольной осадки и вытяжки заготовки с сопутствующим таким переходам изменением направлений максимальных сжимающих напряжений в материале заготовки 9 на ортогональные.
Таким образом, изменяя форму, число и размеры винтовых выступов 5, а также угол подъема винтовых выступов 5, можно создавать в процессе перемещения заготовки вдоль оси деформирующего канала 11 сложные циклически изменяющиеся напряженно-деформированные состояния наиболее оптимальные для материала формуемой заготовки и обеспечивать высокое качество его всесторонней деформационной проработки.
Конструкция деформирующего элемента 1, состоящая, как показано на фиг. 1, из двух или более частей 4, позволяет смещать в окружном направлении расположение винтовых выступов 5 каждой группы относительно друг друга со сдвигом до половины шага между ними, что позволяет усреднять или выборочно концентрировать по объему заготовки степени и характер деформаций, получаемых как материалом заготовки, расположенном во впадинах между винтовыми выступами 5, так и материалом, расположенном в зонах внедрения этих выступов 5 в заготовку, а увеличение и последующее уменьшение площади сечения заготовки до 40% в зонах стыковки частей 4 деформационного элемента 1 вызывает деформации продольной осадки и последующей вытяжки заготовки, что после такой деформационной обработки также ведет к повышению качества ее материала.
Такое сочетание различных деформационных воздействий на материал формуемой заготовки создает переменную по длине деформирующего канала 11 систему разнонаправленных поверхностей сдвига в материале, вдоль которых формируются его свойства, что позволяет совершенствовать качество связи между фрагментами структуры материала, увеличивать равномерность его свойств и снижать уровень их анизотропии.
На фиг. 36 и 37 показаны структуры излома материала готовых изделий, площадь сечения одного из которых равна (фиг. 36) и другого в 1,44 раза больше (фиг. 37) площади сечения канала экструзионного пресса. Как следует из этих снимков, поверхность излома заготовки проходит не по границам между фрагментами структуры его материала, а непосредственно через частицы порошка сверхвысокомолекулярного полиэтилена (порошок GUR4150), а это свидетельствует о том, что прочность связи на границах между структурными элементами дискретного материала сопоставима или больше прочностных и деформационных характеристик материала частиц порошка. Такое высокое качество материала позволяет методом продольной осадки заготовки в формующем канале 12 формующего элемента 2 увеличивать без разрушения структуры материала площадь поперечного сечения заготовки 6 до четырех и более раз (фиг. 1, 2), что обеспечивает в последующем процессе продольной вытяжки заготовки в этом канале 12 с уменьшением площади ее поперечного сечения возможность получать изделия с площадью поперечного сечения до двух раз больше площади поперечного сечения канала экструзионного пресса (фиг. 38). При этом в формующем канале осесимметричное сечение формуемой заготовки 6 трансформируется до формы поперечного сечения готового изделия.
В калибрующем канале 13 калибрующего элемента 3 форма поперечных сечений формуемой заготовки 6 и ее площадь остаются постоянными и соответствуют форме и площади сечения изделия на выходе из формующего канала 12 формующего элемента 2.


Изобретение относится к устройству для получения длинномерных стержневых изделий. Техническим результатом является повышение равномерности свойств и снижение уровня анизотропии материала изделия. Технический результат достигается устройством для получения длинномерных стержневых изделий из дискретных или пластифицированных материалов, которое содержит последовательно соединенные соосно друг с другом деформирующий, формующий и калибрующий элементы с деформирующим каналом с профилированной поверхностью, формующим и калибрующим каналами. При этом деформирующий элемент имеет группу винтовых выступов, расположенных с равным окружным шагом на поверхности деформирующего канала. Причем угол подъема винтовых выступов имеет значения не менее 45°, а суммарная высота винтовых выступов в любом поперечном сечении деформирующего элемента не превышает 1/2 диаметра деформирующего канала. 11 з.п. ф-лы, 38 ил.
1. Устройство для получения длинномерных стержневых изделий из дискретных или пластифицированных материалов, содержащее последовательно соединенные соосно друг с другом деформирующий, формующий и калибрующий элементы с деформирующим каналом с профилированной поверхностью, формующим и калибрующим каналами, отличающееся тем, что деформирующий элемент имеет, по меньшей мере, одну группу винтовых выступов, расположенных с равным окружным шагом на поверхности деформирующего канала, при этом угол подъема винтовых выступов имеет значения не менее 45°, а суммарная высота винтовых выступов в любом поперечном сечении деформирующего элемента не превышает 1/2 диаметра деформирующего канала.
2. Устройство по п. 1, отличающееся тем, что боковые поверхности каждого винтового выступа в поперечных сечениях деформирующего элемента параллельны.
3. Устройство по п. 1, отличающееся тем, что касательные к боковым поверхностям каждого винтового выступа на 1/2 его высоты в поперечных сечениях деформирующего элемента пересекаются под углами до 140°.
4. Устройство по п. 1, отличающееся тем, что знак угла подъема всех винтовых выступов каждой группы изменяется по его длине, по меньшей мере, один раз на противоположный в одних и тех же поперечных сечениях деформирующего элемента.
5. Устройство по п. 1, отличающееся тем, что каждый винтовой выступ имеет по своей длине участок с постоянной базовой высотой и участок с переменной высотой, на котором высота каждого винтового выступа плавно увеличивается по его длине до размера, превышающего базовую высоту в число раз до 2,5, а затем уменьшается до размера базовой высоты, при этом поперечное сечение, в котором высота каждого из винтовых выступов группы максимальна, смещено по длине деформирующего элемента относительно такого же сечения соседних винтовых выступов на расстояние не менее чем половина приращения их высоты.
6. Устройство по п. 1, отличающееся тем, что высота каждого винтового выступа каждой группы изменяется по его длине по гладкой периодической функции, одинаковой для всех винтовых выступов группы, с амплитудой до 1,5 от базовой высоты этого винтового выступа, равной полусумме максимальной и минимальной высот винтового выступа.
7. Устройство по п. 6, отличающееся тем, что максимальные и минимальные высоты винтовых выступов каждой группы расположены в одних и тех же поперечных сечениях деформирующего элемента.
8. Устройство по п. 6, отличающееся тем, что поперечные сечения деформирующего элемента, в котором высоты винтовых выступов в каждой группе достигают максимальных и минимальных значений, смещены по длине деформирующего канала относительно друг друга на величину до половины периода этой периодической функции.
9. Устройство по п. 1, отличающееся тем, что деформирующий элемент имеет две или более группы винтовых выступов, аналогичных по числу, форме и размерам винтовых выступов.
10. Устройство по п. 9, отличающееся тем, что винтовые выступы каждой группы смещены в окружном направлении относительно винтовых выступов соседней группы на угол до половины окружного угла между винтовыми выступами.
11. Устройство по п. 1, отличающееся тем, что деформирующий элемент имеет две или более группы винтовых выступов, отличающихся по числу, форме и размерам винтовых выступов.
12. Устройство по п. 1, отличающееся тем, что площадь поперечных сечений формующего канала по его длине в направлении от входа увеличивается в число раз от 1,5 до 4, а затем уменьшается до площади поперечных сечений калибрующего канала, при этом форма поперечных сечений формующего канала по его длине изменяется от круга на входе в формующий канал до формы поперечного сечения калибрующего канала на выходе из формующего канала, а поперечное сечение калибрующего канала является одинаковым по форме и размеру по всей его длине и соответствует форме поперечного сечения формуемого изделия.
| СПОСОБ ЭКСТРУЗИИ ПЛАСТИФИЦИРОВАННЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2012 |
|
RU2489253C1 |
| СПОСОБ ЭКСТРУЗИИ ПЛАСТИЧНЫХ И ПЛАСТИФИЦИРОВАННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272707C2 |
| Способ формования на одношнековых прессах длинномерных стержневых изделий с максимальной площадью сечения, равной или большей площади сечения шнекового тракта, и устройство для его осуществления | 2017 |
|
RU2641798C1 |
| DE 10208752 B4, 09.02.2006 | |||
| Устройство для экструдирования заготовок из порошкообразной массы | 1985 |
|
SU1355495A1 |
| US 3130468 A1, 28.04.1964. | |||

