Настоящее изобретение относится к способу производства металлического железа и, более конкретно, к способу производства металлического железа, который применяется для производства металлического железа путем подачи смеси, содержащей углеродосодержащий восстановитель, такой как уголь, и оксиды железа, такие как железная руда, на подвижный под восстановительной плавильной печи, относящейся к числу печей с подвижным подом, нагрева смеси и восстановительного плавления оксидов железа, последующего охлаждения полученного таким образом металлического железа и который усовершенствован таким образом, чтобы обеспечить непрерывность указанного производственного процесса наряду со стабильностью, одновременно сведя к минимуму повреждения пода или выполняя ремонт поврежденных участков поверхности пода в процессе работы.
В качестве способа производства восстановленного железа известен процесс загрузки смеси оксидов железа, таких как железная руда, и углеродосодержащего восстановителя, такого как уголь, на под вращающейся печи или восстановительной печи с подвижным подом, например печи с прямым подом, нагрева смеси в печи за счет теплотой излучения при движении смеси в печи и последующей выгрузки восстановленного железа, полученного путем восстановления оксидов железа углеродосодержащим восстановителем из печи с помощью любого подходящего разгрузочного устройства, такого как шнековый механизм.
Однако в случае применения окускованной смеси в форме, например, окатышей, образующиеся при ударных воздействиях во время загрузки окускованной смеси на под, пыль и мелочь накапливаются на поверхности пода. Накопившийся порошок нагревается и восстанавливается наряду с окускованной рудой, так что накопившийся порошок переходит в порошковое восстановленное железо, а окускованная смесь переходит в гранулированное восстановленное железо. Гранулированное восстановленное железо выгружают из печи с помощью разгрузочного шнека, в то время как порошковое восстановленное железо вдавливается разгрузочным шнеком в поверхность пода. При непрерывном производственном процессе, таким образом, возникает проблема, заключающаяся в том, что возрастает количество восстановленного железного порошка, вдавленного в под печи, порошок слипается под воздействием сжимающих усилий, периодически прилагаемых разгрузочным шнеком, образуя на поверхности пода слой железа. В восстановительной печи с подвижным подом, в которой в зонах нагрева и восстановления имеется высокая температура в то время как в зоне загрузки сырья и зоне выгрузки - относительно низкая температура, сформировавшийся на поверхности пода слой железа проявляет тенденцию к растрескиванию и короблению из-за температурных перепадов между зонами. Затем, в случае захвата разгрузочного шнека деформированным слоем железа, возникают проблемы, такие как приостановка производственного процесса.
Способы решения указанной проблемы уже предлагались изобретателями (Японский патент №3075721). Согласно предлагаемому решению порошок, попадающий в печь вместе с окускованной смесью и выделяемый окускованной смесью, накапливается на поверхности пода, образуя на поде слой оксида железа, а разгрузочное устройство периодически или постоянно сдвигается в направлении свода печи, регулируя величину зазора между разгрузочным устройством и слоем оксида железа, формирующимся на поверхности подвижного пода. Это позволяет сдерживать вдавливание порошкового восстановленного железа в поверхность пода разгрузочным устройством и препятствовать формированию на поде слоя железа. Кроме того, накопившийся слой восстановленного железного порошка периодически соскабливают, что обеспечивает непрерывность процесса. Предлагаемое решение направлено на то, чтобы обеспечить продолжение процесса путем соскабливания слоя железа, образовавшегося на поверхности пода, и периодического обновления и ремонта поверхности пода, но не направлено на соскабливание самого пода. В качестве способа производства металлического железа известен процесс загрузки смеси оксидов железа и восстановительного материала в восстановительную плавильную печь с подвижным подом, такую как печь со вращающимся подом; нагрева смеси в печи за счет теплоты излучения при движении смеси в печи; восстановления оксидов железа восстановительным материалом; отделения науглероженного, расплавленного и конденсированного шлака; охлаждение восстановленного железа с целью его затвердевания в форме гранулированного твердого металлического железа; последующей выгрузки гранулированного твердого металлического железа из печи. В этой связи изобретатели ранее предлагали, например в Японской публикации не рассмотренной патентной заявки №2000-144224, способ формирования стекловидного слоя, образованного из смеси оксидов железа, углерода и кремнезема на поверхности пода печи с вращающимся подом, не допуская таким образом повреждений пода, причиняемых расплавленным железом. Однако, поскольку стекловидный слой изнашивается под воздействием инфильтрации (проникновения) шлака и подвергается эрозии при продолжительном производственном процессе, сохраняется возможность для внесения усовершенствований с целью реализации устойчивого и непрерывного производственного процесса.
Исходя из описанного существующего уровня техники целью настоящего изобретения является предложение способа производства металлического железа, который позволяет легко удалять или ремонтировать поверхность пода даже при проникновении порошка металлического железа в поверхность пода, или даже тогда, когда поверхность пода подвергается инфильтрации шлака и эрозии, что позволяет повысить коэффициент готовности и ремонтопригодность пода, и который применим при долговременной непрерывной работе.
Настоящее изобретение, позволяющее решить описанные выше проблемы, заключается в способе производства металлического железа, включающем подачу смеси, содержащей углеродсодержащий восстановитель и оксиды железа, на под восстановительной плавильной печи с подвижным подом, нагрев смеси для восстановительного плавления оксидов железа, охлаждение полученного таким образом металлического железа и шлака и выгрузку их из восстановительной печи, характеризующийся тем, что на подвижный под перед подачей смеси укладывают материал защитного слоя, формируя возобновляемый защитный слой и металлическое железо производят одновременно с обновлением части или всего изнашивающегося в процессе эксплуатации возобновляемого защитного слоя.
Кроме того, настоящее изобретение заключается в способе производства металлического железа, включающем подачу смеси, содержащей углеродсодержащий восстановитель и оксиды железа, на под восстановительной плавильной печи с подвижным подом, нагрев смеси для восстановительного плавления оксидов железа, охлаждение полученного таким образом металлического железа и шлака и выгрузку их из восстановительной печи, в котором на подвижный под перед подачей смеси укладывают материал защитного слоя, формируя возобновляемый защитный слой, и металлическое железо производят одновременно с обновлением изношенной в процессе эксплуатации поверхности возобновляемого защитного слоя, при этом обновление поверхности возобновляемого защитного слоя осуществляют путем укладки или путем подачи материала защитного слоя на поверхность изношенного возобновляемого защитного слоя.
При практическом применении способа, являющегося предметом настоящего изобретения, металлическое железо может производиться при заполнении выбоин, образовавшихся в процессе эксплуатации восстановительных плавильных печей, с целью устранения этих выбоин.
Согласно настоящему изобретению рекомендуется периодически или постоянно удалять полностью или частично защитный слой, который изнашивается в процессе эксплуатации. Предпочтительно следует регулировать толщину слоя. В предпочтительном варианте реализации настоящего изобретения защитный слой обновляют путем подачи материала защитного слоя после удаления изношенного слоя. Материал защитного слоя предпочтительно содержит вещество, обладающее высокой температурой плавления и устойчивостью к разъеданию образующимся шлаком. Кроме того, материал защитного слоя предпочтительно содержит также углеродсодержащее вещество. Рекомендуется, чтобы вещество с высокой температурой плавления содержало оксиды, включая глинозем, и/или магнезит, или же карбид кремния. В предпочтительном варианте реализации настоящего изобретения к материалу защитного слоя примешивают катализатор для спекания.
В настоящем изобретении предпочтительно после укладки материала защитного слоя укладывают в виде слоя модификатор атмосферы, содержащий порошковый углеродосодержащий материал, после чего подают смесь. Кроме того, в предпочтительном варианте реализации настоящего изобретения материал защитного соля смешивают с модификатором атмосферы. В настоящем изобретении предпочтительно, что после подачи охладителя на защитный слой, изношенный в процессе эксплуатации, с целью обеспечить затвердевание расплавленного железа, остающегося на поверхности слоя, защитный слой удаляют вместе с остатками железа, а металлическое железо производится одновременно с обновлением всего или части защитного слоя.
В настоящем изобретении защитный слой может размягчиться перед обновлением. Кроме того, возможна укладка двух или более слоев модификатора атмосферы. При практическом применении настоящего изобретения между подвижным подом и защитным слоем или между защитным слоем и другим защитным слоем, уложенным на прежний защитный слой, возможна укладка слоя углеродосодержащего материала.
Краткое описание чертежей
На фиг.1 показано схематичное изображение восстановительной плавильной печи с круговым подвижным подом, на которой применяется настоящее изобретение;
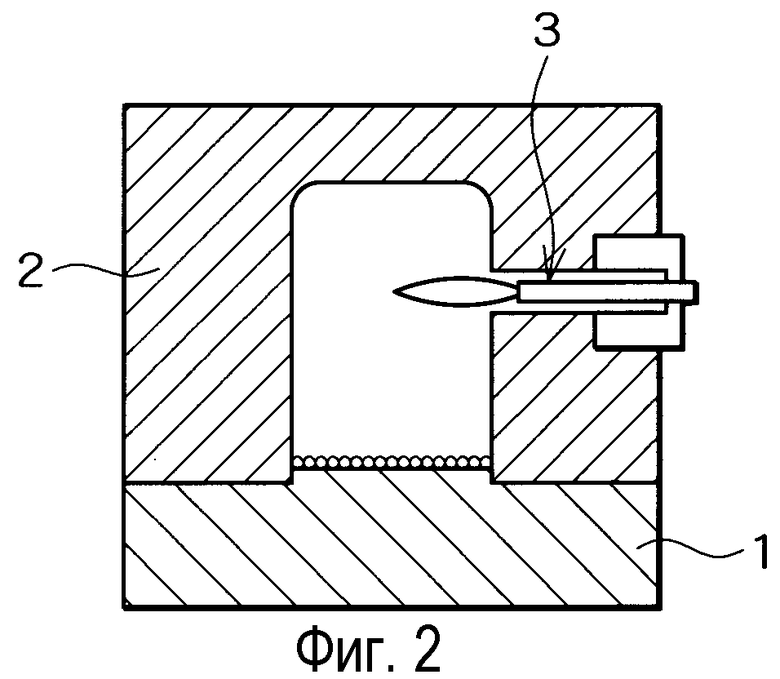
на фиг.2 показан разрез, выполненной по линии А-А на фиг.1;
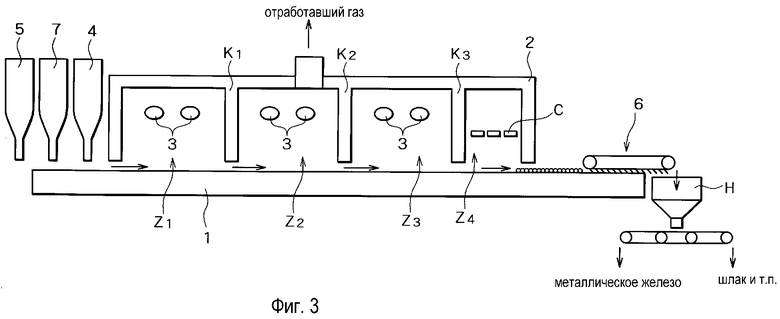
на фиг.3 показан разрез восстановительной плавильной печи в развернутой форме при наблюдении в направлении вращения подвижного пода на фиг.1;
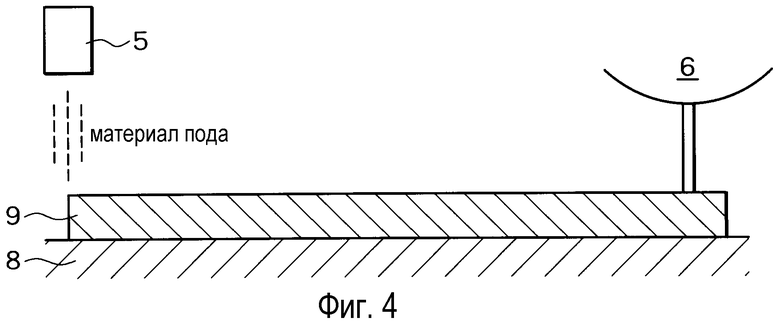
на фиг.4 показано схематичное изображение первоначального формирования возобновляемого пода;
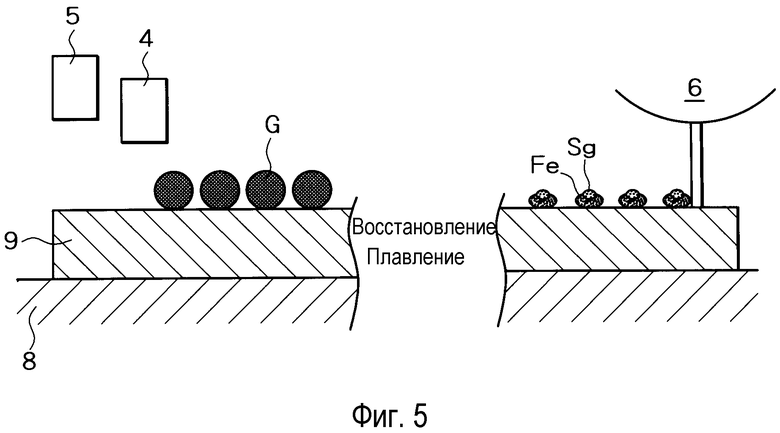
на фиг.5 показано схематичное изображение, демонстрирующее обычный производственный процесс;
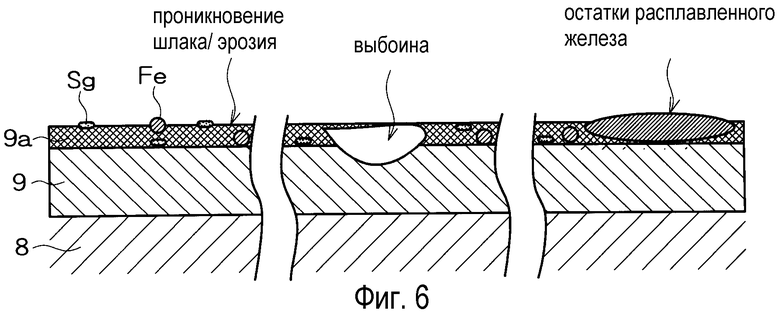
на фиг.6 показано схематичное изображение, демонстрирующее износ возобновляемого пода;
на фиг.7 показано схематичное изображение, демонстрирующее состояние, при котором происходит обновление возобновляемого пода;
на фиг.8 показано схематичное изображение, демонстрирующее состояние, при котором происходит обновление возобновляемого пода;
на фиг.9 показано схематичное изображение, демонстрирующее состояние, при котором происходит обновление возобновляемого пода;
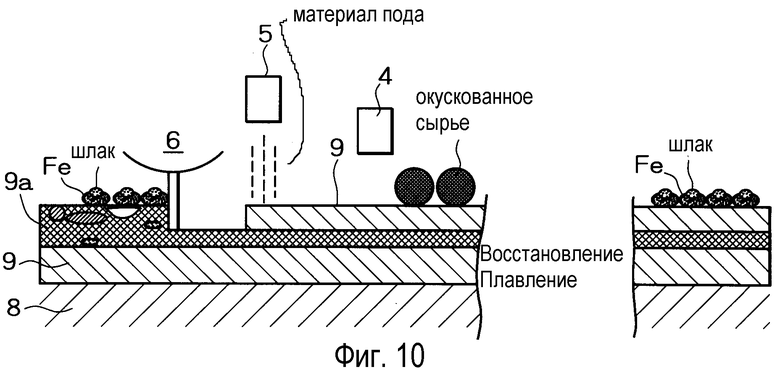
на фиг.10 показано схематичное изображение, демонстрирующее состояние, при котором происходит обновление возобновляемого пода;
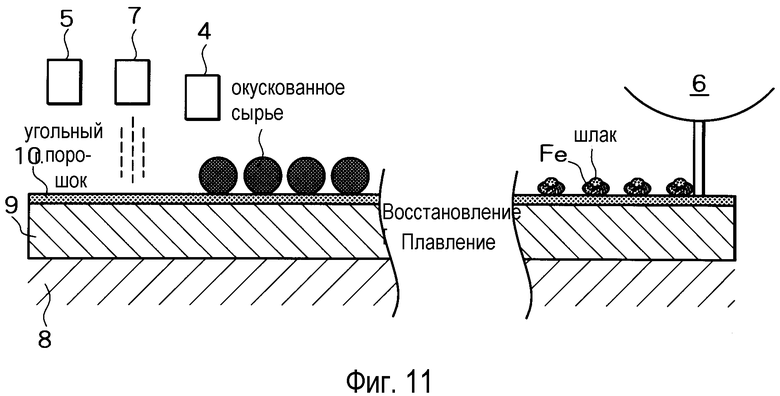
на фиг.11 показано схематичное изображение, демонстрирующее применение модификатора атмосферы;
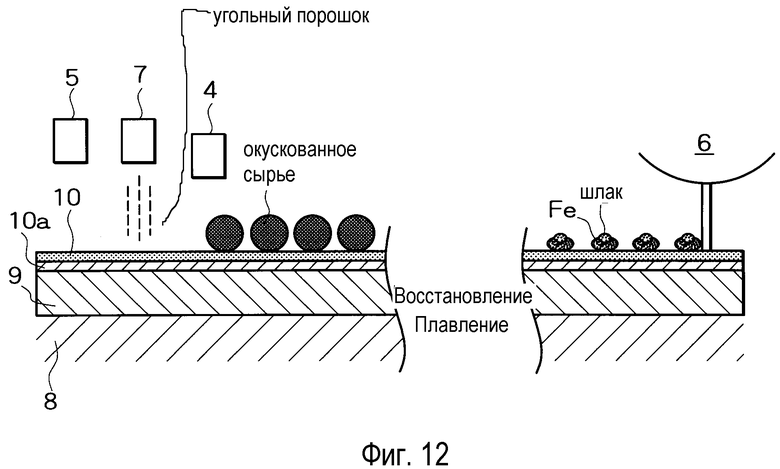
на фиг.12 показано схематичное изображение, демонстрирующее применение двух слоев модификатора атмосферы;
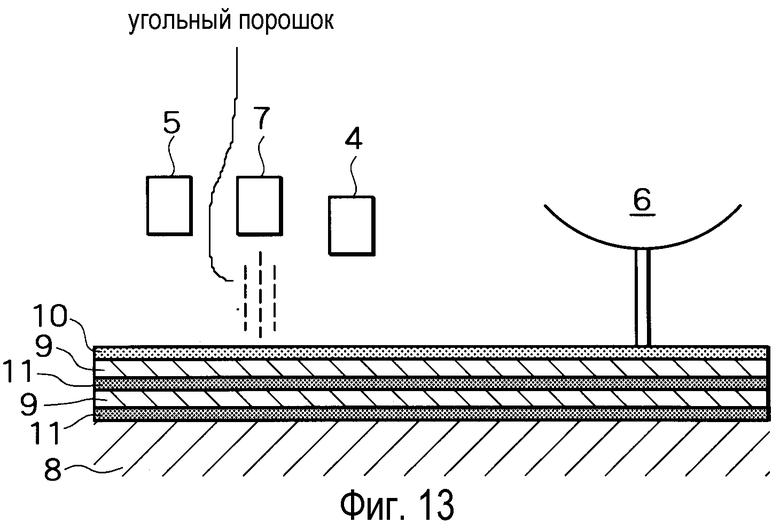
на фиг.13 показано схематичное изображение, демонстрирующее облегчение удаления обновляемого пода с помощью слоев углеродосодержащего материала.
Предпочтительный вариант реализации изобретения
Ниже будут подробно описаны варианты реализации настоящего изобретения со ссылкой на фигуру. Следует отметить, однако, что следующие варианты реализации приведены просто в качестве типичных примеров, и настоящее изобретение не ограничивается проиллюстрированными примерами.
На фиг.1-3 показаны схематичные изображения, демонстрирующие один пример восстановительной плавильной печи с подвижным подом (вращающейся печи). Печь представляет собой куполообразную структуру, имеющую вращающийся подвижный под тороидальной формы. В частности, на фиг.1 показано схематичное изображение в плане, а на фиг.2 показано изображение в вертикальной проекции в разрезе, выполненном по линии А-А на фиг.1, а на фиг.3 показан разрез восстановительной плавильной печи в развернутой форме при наблюдении в направлении вращения подвижного пода на фиг.1, предназначенный для облегчения понимания. На фигурах позицией 1 обозначается вращающийся под, а позицией 2 - корпус печи, накрывающий вращающийся под. Вращающийся под выполнен таким образом, что может приводиться во вращение с нужной скоростью приводным устройством (не показано).
Как показано на фиг.2 в качестве примера, в определенных местах на поверхности стенки корпуса 2 печи располагается множество горелок 3. Теплота сгорания и теплота излучения, которые генерируют горелки, передаются смеси, содержащей углеродосодержащий восстановитель и оксиды железа (которая далее упоминается как "шихтовая смесь"), которую размещают на вращающемся поде 1 с целью выполнения восстановления при нагреве шихты. Далее настоящее изобретение описано в связи со случаем применения в качестве шихтовой смеси окускованного материала, содержащего углеродосодержащий восстановитель и оксиды железа (который далее упоминается как "окускованное сырье"). Однако настоящее изобретение не ограничивается использованием только окускованного сырья, но может использовать также порошкообразную шихтовую смесь. Кроме того, окускованному сырью может быть придана различная форма, такая как окатыши или брикеты.
На фиг.3 показан предпочтительный пример корпуса 2 печи. Внутренний объем корпуса 2 печи делится разделительными стенками К1-К3 на множество зон, начиная от восстановительной зоны z1 и кончая зоной охлаждения z4. Устройство 4 загрузки окускованного сырья, устройство 7 загрузки модификатора атмосферы и устройство 5 загрузки материала пода располагаются напротив вращающегося пода 1 со стороны входа в направлении вращения корпуса 2 печи. Разгрузочное устройство 6 располагается в крайнем положении по направлению вращения (другими словами, со стороны, непосредственно предшествующей загрузочному устройству 5, что обусловлено двигающейся по кругу структурой).
В процессе эксплуатации такой восстановительной плавильной печи вращающийся под 1 вращается с заданной скоростью, а окускованное сырье подается из загрузочного средства 4 на вращающийся под 1 таким образом, чтобы получился слой окускованного сырья нужной толщины. Окускованное сырье, загруженное на вращающийся под 1, нагревается за счет теплоты сгорания и теплоты излучения, генерируемых горелками 3, в процессе перемещения в восстановительной зоне и зоне плавления z1-z3. При нагревании происходит восстановление оксидов железа, входящих в состав окускованного сырья, с помощью окиси углерода, выделяющейся в процессе реакции между оксидами железа и углеродосодержащим восстановителем в окускованном сырье. Затем восстановленное железо, полученное в результате почти полного восстановления оксидов железа, подвергается дальнейшему нагреву в насыщенной углеродом атмосфере, в результате чего в ходе процесса, в котором происходит науглероживание, плавление и слипание восстановленного железа, получаются капли расплавленного металлического железа, которое отделяется от шлака, получаемого в качестве побочного продукта. Далее металлическое железо охлаждают с помощью любого охлаждающего средства С в зоне охлаждения z4 c целью его застывания и последовательно выгребается разгрузочным устройством 6, расположенным за зоной охлаждения z4. Одновременно происходит также выгрузка шлака, полученного в качестве побочного продукта. После прохождения бункера Н гранулированное металлическое железо и шлак отделяют друг от друга с помощью подходящего разделяющего средства (такого как сито или магнитное просеивающее устройство). В результате можно получить гранулированное металлическое железо, в котором содержание железа составляет не менее чем 95%, более предпочтительно не менее чем 98% при очень низком содержании компонентов шлака.
Согласно настоящему изобретению при производстве металлического железа с высокой степенью чистоты с использованием восстановительной плавильной печи с подвижным подом описанного выше типа, основной задачей является защита пода, представленного как вращающийся под 1. Следующее описание относится, таким образом, в первую очередь к способам ремонта и обновления пода. Конечно, конструкция восстановительной плавильной печи с подвижным подом, к которой применяется настоящее изобретение, не ограничивается формой и конструкцией, показанными на фиг.1-3. При условии, что восстановительная плавильная печь включает в себя в качестве конструкционного элемента подвижной под, настоящее изобретение можно также эффективно использовать для различных восстановительных плавильных печей с подвижным подом, имеющим любую другую конструкцию, например с прямой решеткой.
Настоящее изобретение внедряется на установке по производству металлического железа, на которой смесь, содержащую оксиды железа, например железную руду, в качестве источника железа и углеродосодержащий восстановитель, например уголь, служащий восстановителем оксидов железа, подают на под восстановительной плавильной печи с подвижным подом и нагревают для восстановительного плавления оксидов железа, а полученное таким образом металлическое железо охлаждают и выгружают из печи. Далее, настоящее изобретение предназначено для защиты пода, который служит опорным слоем при последовательном получении металлического железа в ходе операций нагрева, восстановления, науглероживания и плавления, и для обеспечения продолжения стабильной работы путем обновления поверхности пода, формируемой при загрузке сырьевой смеси.
Основная идея настоящего изобретения заключается в способе производства металлического железа, включающем подачу смеси, содержащей углеродосодержащий восстановитель и оксиды железа, на под восстановительной плавильной печи с подвижным подом, нагрев смеси для восстановительной плавки оксидов железа, охлаждение полученного таким образом металлического железа и выгрузку металлического железа из восстановительной печи, причем материал пода укладывают на подвижный под в виде слоя перед подачей смеси, формируя таким образом возобновляемый под, и металлическое железо производится одновременно с обновлением материалом пода части или всего возобновляемого пода, изнашивающегося в процессе эксплуатации.
На фиг.4 и 5 показан разрез, демонстрирующий один вариант реализации настоящего изобретения. В начале процесса материал пода укладывают в виде слоя на огнеупорную футеровку пода 8 восстановительной плавильной печи с подвижным подом до подачи окускованного сырья, формируя таким образом возобновляемый под 9, который можно обновлять в зависимости от необходимости. Способ загрузки материала пода не ограничивается каким-либо одним вариантом, рекомендуется загружать материал пода таким образом, чтобы он ложился на огнеупорную футеровку пода слоем равномерной толщины за счет использования устройства 5 подачи материала пода в процессе вращения пода. Рекомендуется также выравнивать и уплотнять материал пода за счет применения разгрузочного устройства 6 в процессе вращения пода после загрузки материала пода на огнеупорную футеровку пода. Это позволяет сформировать возобновляемый под, обладающий достаточной прочностью и гладкостью при любой желательной толщине. С другой стороны, вместо разгрузочного устройства 6 возможно использование отдельного выравнивающего устройства (не показано).
Толщина возобновляемого пода не ограничивается каким-либо определенным значением, но рекомендуется, чтобы толщина возобновляемого пода предпочтительно составляла не менее 5 мм, более предпочтительно не менее 10 мм, если учитывать необходимость сдерживания инфильтрации расплавленного шлака в огнеупорную футеровку пода и придание возобновляемому поду достаточной прочности, позволяющей выдерживать операции загрузки окускованного сырья или выгрузки металлического железа в качестве продукта и шлака.
После формирования возобновляемого пода окускованное сырье G подается на возобновляемый под с помощью устройства 4 для подачи сырья в процессе движения пода. Как описано выше со ссылкой на фиг.1-3, окускованное сырье нагревается за счет теплоты сгорания и теплоты излучения, генерируемой горелками во время движения от зоны z1 к зоне z3 восстановительной плавильной печи, в результате чего происходит восстановление оксидов железа в окускованном сырье в твердой фазе и их превращение в восстановленное железо. Далее восстановленное железо нагревается дополнительно, при этом происходит его науглероживание со снижением температуры плавления и последующее плавление. Расплавленное железо слипается между собой, образуя относительно крупные капли металлического железа Fe при одновременном отделении от шлака, который получается в качестве побочного продукта и собирается в форме образующего побочный продукт шлака Sg. Затем капли металлического железа Fe и побочный шлак Sg подвергают охлаждению непосредственно перед разгрузочным устройством, описанным выше, и перемещают на участок, на котором установлено разгрузочное устройство. После этого гранулированное металлическое железо Fe и побочный шлак Sg, застывшие при охлаждении, выгребают из печи при помощи разгрузочного устройства.
Производство металлического железа продолжается таким же образом. Однако при продолжении работы в течение длительного времени возобновляемый под постепенно изнашивается и оказывается невозможным продолжать стабильное производство металлического железа. На фиг.6 показаны примеры износа возобновляемого пода. Так, например, частица расплавленного шлака, образующегося в качестве побочного продукта в ходе описанного выше восстановительного плавильного процесса, соприкасается с возобновляемым подом и проникает в него. Кроме того, при продолжительной работе количество шлака, проникшего в возобновляемый под, возрастает, в результате чего возобновляемый под подвергается коррозии или размягчению из-за понижения его температуры плавления, что ведет к метаморфическому расширению. В результате возобновляемый под теряет прочность и гладкость, требующиеся от пода, что не позволяет продолжать стабильное производство металлического железа. При дальнейшем продолжении инфильтрации шлака распространение инфильтрации шлака и эрозии достигает огнеупорной футеровки пода. Это в конечном счете ведет к необходимости остановки печи и выполнению ремонта футеровки пода.
Кроме того, при выполнении выгрузки застывших гранулированного металлического железа Fe и шлака Sg металлическое железо Fe и шлак Sg часто погружаются в возобновляемый под при нажиме разгрузочного устройства. В особенности гранулированное металлическое железо Fe и шлак Sg могут легко погружаться в возобновляемый шлак в случае его размягчения по механизму, описанному выше. Шлак Sg, погруженный в возобновляемый под, возвращается обратно в печь при вращении пода и плавится снова под воздействием высокой температуры. Поэтому погруженный шлак Sg проникает в возобновляемый под подобно описанному выше расплавленному шлаку. Металлическое железо Fe, погруженное в возобновляемый под, также возвращается обратно в печь при вращении пода и плавится под воздействием высокой температуры. Поэтому частицы погруженного металлического железа слипаются между собой или с металлическим железом Fe, полученным из вновь поступившего окускованного сырья G, образуя укрупненные частицы металлического железа. При дальнейшем увеличении размеров частиц металлического железа выросшие в такой степени частицы металлического железа не могут быть в достаточной степени охладиться и застыть под воздействием средств охлаждения, имеющихся в зоне охлаждения, и поэтому достигают участка выгрузки в форме расплавленного железа. Выгрузка металлического железа из печи с помощью разгрузочного устройства в такой форме затруднена. В зависимости от типа применяемого разгрузочного средства металлическое железо Fe и шлак Sg, которые могут легко погружаться в возобновляемый шлак, часто представлены в форме мелких частиц металлического железа Fe и шлака Sg, в недостаточной степени слипшихся и выросших в ходе описанного выше процесса плавления.
Кроме того, в ходе операции выгрузки подвергшийся метаморфическому расширению возобновляемый под иногда захватывается разгрузочным устройством и частично обдирается. В других случаях увеличенные частицы металлического железа, остающиеся в возобновляемом поде, удаляются с образованием на их месте выбоин. Металлическое железо Fe и шлак Sg имеют тенденцию к оседанию в таких выбоинах, ускоряя таким образом инфильтрацию шлака в возобновляемый под и придавая металлическому железу тенденцию к увеличению размеров и сохранению жидкого состояния.
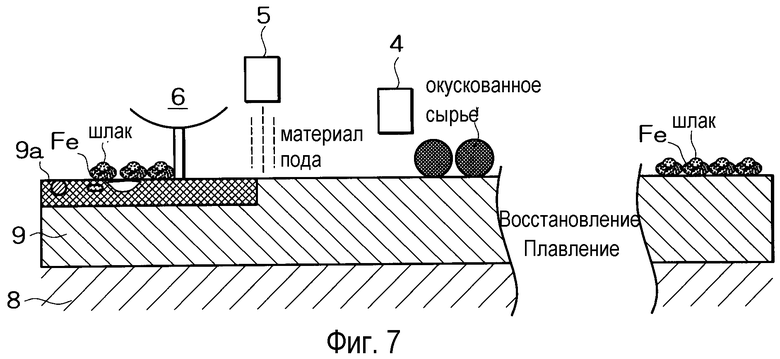
Обновление возобновляемого пода, выполняемое в настоящем изобретении, направлено на восстановление функции возобновляемого пода и на продолжение стабильного производства металлического железа. Примеры способов обновления показаны на фиг.7-10.
На фиг.7 позицией 9а обозначен изношенный участок возобновляемого пода 9. После выгрузки металлического железа Fe и шлака Sg из печи с помощью разгрузочного устройства 6 материал пода загружают на поверхность изношенного участка возобновляемого пода перед подачей окускованного сырья G, так что может продолжаться стабильный процесс производства металлического железа. В это время нижний конец лезвия разгрузочного устройства располагается на поверхности изношенного участка 9а возобновляемого пода, и при вращении пода он удаляет часть металлического железа Fe и шлака Sg, остающихся в поверхностном слое изношенного участка возобновляемого пода, и вдавливает материал пода, поступивший на поверхность изношенного участка возобновляемого пода, в поверхностный слой возобновляемого пода, восстанавливая таким образом функционирование изношенного участка возобновляемого пода. Загрузка материала пода необязательно продолжается постоянно и может быть приостановлена после восстановления функционирования изношенного участка возобновляемого пода. Затем аналогичная операция обновления может быть повторена на стадии повторного развития износа возобновляемого пода при дальнейшем продолжении работы.
Прекращение производства металлического железа с целью выполнения операции обновления возобновляемого пода ведет к снижению коэффициента готовности. Однако при сильном износе возобновляемого пода, например при образовании в возобновляемом поде больших выбоин, это ведет к заметному ускорению инфильтрации шлака в возобновляемый под и вызывает увеличение размеров частиц металлического железа и сохранение его жидкого состояния, как это было описано выше. Соответственно иногда возможна приостановка производства металлического железа.
При описанном выше способе обновления, поскольку нижний конец лезвия разгрузочного устройства располагается на поверхности изношенного участка 9а возобновляемого пода, большая часть материала пода, за исключением его части, вдавленной в изношенный участок возобновляемого пода, выгружается из печи разгрузочным устройством. Это ведет к увеличению расхода материала пода.
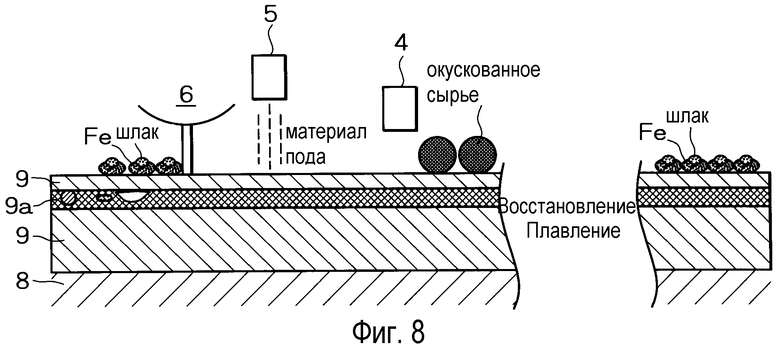
На фиг.8 показан другой пример способа обновления. После выгрузки металлического железа Fe и шлака Sg из печи с помощью разгрузочного устройства 6 материал пода загружают таким образом, чтобы он лег в виде слоя на поверхность изношенного участка возобновляемого пода перед подачей окускованного сырья G, так что может продолжаться стабильный процесс производства металлического железа. В это время нижний конец лезвия разгрузочного устройства располагается на уровне несколько выше поверхности изношенного участка 9а возобновляемого пода. Поэтому часть металлического железа Fe и шлака Sg, остающихся в поверхностном слое изношенного участка возобновляемого пода, не может быть удалена, но на изношенном участке возобновляемого пода из вновь загруженного материала пода формируется новый слой возобновляемого пода, восстанавливая таким образом функционирование изношенного участка возобновляемого пода. Загрузка материала пода необязательно продолжается постоянно и может быть приостановлена после формирования нового слоя возобновляемого пода.
Толщина нового слоя возобновляемого пода, уложенного на изношенный участок возобновляемого пода, не ограничивается определенным значением, но предпочтительно не должна быть менее 2 мм, чтобы не допустить отрицательного воздействия на новый слой возобновляемого пода со стороны изношенного участка возобновляемого пода. Затем аналогичная операция обновления может быть повторена на стадии повторного развития износа возобновляемого пода при дальнейшем продолжении работы.
Описанный способ обновления позволяет уменьшить расход материала пода за счет прекращения загрузки материала пода после формирования нового слоя возобновляемого пода. Кроме того, как и в случае, показанном на фиг.7, иногда возможна приостановка производства металлического железа с целью выполнения операции обновления возобновляемого пода.
Согласно другому способу обновления материал пода может заполнять выбоины, образующиеся в поверхности слоя пода в процессе эксплуатации восстановительной плавильной печи.
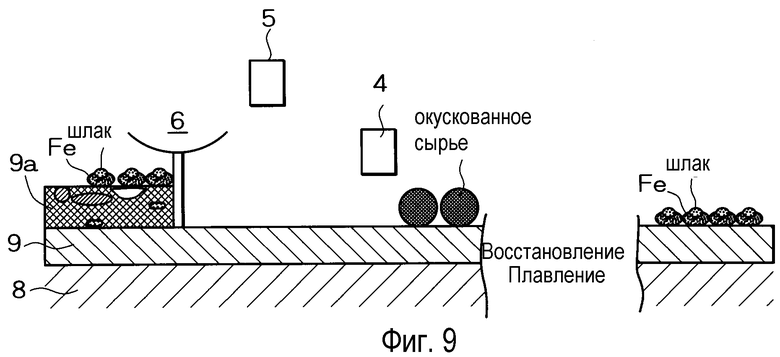
На фиг.9 показан еще один пример способа обновления. После выгрузки металлического железа Fe и шлака Sg из печи с помощью разгрузочного устройства 6 изношенный участок 9а возобновляемого пода удаляют полностью или частично до подачи окускованного сырья G с целью открытия новой поверхности возобновляемого пода с меньшим износом или с видимым полным отсутствием износа, так чтобы восстановить функционирование возобновляемого пода и продолжать стабильный процесс производства металлического железа. Способ удаления изношенного участка возобновляемого пода не ограничивается каким-либо определенным вариантом, и возможно использование любого подходящего средства удаления (не показано). При использовании разгрузочного устройства 6 для удаления изношенного участка возобновляемого пода можно выгружать из печи металлическое железо Fe и шлак Sg, одновременно удаляя изношенный участок возобновляемого пода. Затем аналогичную операцию обновления можно повторить на стадии повторного развития износа возобновляемого пода с дальнейшим продолжением работы. Далее, на той стадии, когда толщина возобновляемого пода достигает минимального значения, может производится загрузка материала пода с целью восстановления толщины возобновляемого пода до заданных предельных значений. Хотя это и не показано, но при любом способе удаления изношенного участка возобновляемого пода материал пода может быть использован вновь для восстановления заданной толщины возобновляемого пода.
При описанном способе обновления расход материала пода уменьшается, как и в случае, показанном на фиг.8. Однако в некоторых случаях возникают трудности с удалением изношенного участка возобновляемого пода и с сохранением при этом плоской и однородной поверхности, причем добавление материала пода меняется в зависимости от характера или степени износа возобновляемого пода, например при неравномерном износе возобновляемого пода или в тех случаях, когда в некоторых местах износ развивается на большую глубину. Кроме того, как и в случае, показанном на фиг.7, возможна приостановка производства металлического железа с целью выполнения операции обновления возобновляемого пода.
На фиг.10 показан еще один пример способа обновления. После выгрузки металлического железа Fe и шлака Sg из печи с помощью разгрузочного устройства 6 изношенный участок 9а возобновляемого пода удаляют полностью или частично до подачи окускованного сырья G, и материал пода загружают и укладывают в виде слоя на обнажившуюся поверхность обновляемого пода после удаления, что дает возможность восстановить функционирование изношенного участка возобновляемого пода и продолжать стабильный процесс производства металлического железа. Как и в случае, показанном на фиг.9, способ удаления изношенного участка возобновляемого пода не ограничивается каким-либо одним вариантом. Кроме того, как и в случае, показанном на фиг.8, толщина нового слоя возобновляемого пода, который укладывают на обнажившуюся поверхность обновляемого пода после удаления, не ограничивается каким-либо одним значением, но предпочтительно не должна быть менее 2 мм, чтобы не допустить отрицательного воздействия на новый слой возобновляемого пода со стороны изношенного участка возобновляемого пода. Затем аналогичная операция обновления может быть повторена на стадии повторного развития износа обновляемого пода при дальнейшем продолжении работы.
При описанном способе обновления возникают трудности с удалением изношенного участка возобновляемого пода и с сохранением при этом плоской и однородной поверхности, как и в случае, показанном на фиг.9, но это не является серьезной проблемой, поскольку на обнажившейся поверхности лежащего снизу возобновляемого пода формируется новый слой возобновляемого пода.
Кроме того, как и в случае, показанном на фиг.7, возможна приостановка производства металлического железа с целью выполнения операции обновления возобновляемого пода. Далее, в случаях, показанных на фиг.9 и 10, при полном или частичном удалении изношенного участка возобновляемого пода вместе с ним может быть удалена часть возобновляемого пода, не подвергшаяся износу.
Для операции удаления металлического железа и шлака, остающихся в поверхностном слое возобновляемого пода, или для вдавливания нового материала пода в поверхностный слой изношенного участка возобновляемого пода, или же в качестве устройства для удаления изношенного участка возобновляемого пода могут использоваться не только разгрузочные устройства, такие как устройства скребкового или шнекового типа, но и другие устройства, например фрезерная зачистная машина.
Далее, средство регулирования толщины возобновляемого пода не ограничивается каким-то одним вариантом, но может быть представлено разгрузочным устройством, применяемым для удаления металлического железа и шлака, остающихся в поверхностном слое возобновляемого пода, или убирающим устройством, предназначенным для удаления изношенного возобновляемого пода, или выравнивающим устройством. В любом случае толщину возобновляемого пода можно регулировать путем регулирования просвета между нижним краем (например предельным положением края лезвия) такого устройства, установленного в печи, и возобновляемым подом.
Кроме того, способ подъема и опускания разгрузочного устройства или уборочного средства не ограничивается каким-то одним варантом, но может быть реализован с использованием лебедки, гидравлического или пневматического цилиндра и т.д.
Кроме описанных выше примеров способа обновления возобновляемого пода, может быть применен также любой подходящий способ обновления, отличающийся от проиллюстрированных выше, или же эти способы могут сочетаться между собой.
Поскольку возобновляемый под подвергается воздействию высокой температуры в печи и повергается инфильтрации и эрозии расплавленного шлака, как описано выше, материалом пода предпочтительно является вещество, обладающее высокой температурой плавления и устойчивое к воздействию расплавленного шлака. Такой материал пода содержит, например, оксиды, включая глинозем и/или магнезию, или же карбид кремния. Возможно также использование любого другого подходящего вещества при условии, что оно обладает перечисленными свойствами. Согласно настоящему изобретению материал пода может быть представлен одним или несколькими видами материалов в нужном сочетании; то есть не существует особых ограничений на количество применяемых видов материалов пода. Кроме того, применение упомянутого выше материала пода для формирования возобновляемого пода позволяет замедлить износ возобновляемого пода под воздействием эрозии расплавленным шлаком. В результате можно повысить коэффициент готовности установки и понизить расход материала пода.
Кроме того, когда материал пода содержит углеродсодержащее вещество (когда материал пода представляет собой смесь коррозионно-стойкого материала, обладающего высокой температурой плавления и содержащего углерод), возобновляемый под может иметь пористую структуру в результате выгорания углеродосодержащего вещества в печи, что позволяет подавить метаморфическое расширение, связанное с инфильтрацией расплавленного шлака, а поверхность возобновляемого пода может поддерживаться в плоском и однородном состоянии в течение более длительного периода. Пористая структура возобновляемого пода является также предпочтительной с точки зрения облегчения удаления изношенного участка возобновляемого пода при обновлении возобновляемого пода и уменьшения износа края лезвия устройства удаления изношенного участка возобновляемого пода, например разгрузочного устройства.
Отношение содержания материала с высокой температурой плавления к содержанию углеродосодержащего вещества не ограничивается определенным значением, но рекомендуется, чтобы она находилось предпочтительно в пределах от 20:80 до 80:20 и более предпочтительно от 70:30 до 30:70. Если количество углеродосодержащего вещества слишком мало, произойдет уменьшение количества пор в возобновляемом поде, что ведет к уменьшению эффекта подавления метаморфического расширения, связанного с инфильтрацией расплавленного шлака, и к трудностям с удалением изношенного участка возобновляемого пода. И наоборот, если содержание углеродосодержащего вещества слишком велико, возобновляемый под может не обладать необходимой прочностью и потребуется непрерывная подача материала пода в связи с выгоранием и износом углеродосодержащего вещества в печи, что ведет к получению нежелательного результата в виде повышения издержек. Использование в качестве углеродосодержащего вещества угля является более предпочтительным, поскольку угольная зола дополнительно создает эффект связующего для скрепления материала с высокой температурой плавления и поэтому придает возобновляемому поду достаточную прочность, позволяющую выдерживать операцию загрузки окускованного сырья или операцию выгрузки в качестве продукта металлического железа и шлака Sg. При применении угля с целью в первую очередь использовать связующий эффект золы, содержащейся в угле, отношение содержания материала с высокой температурой плавления к содержанию углеродосодержащего вещества может быть подобрано таким образом, чтобы развить связующий эффект, не ограничиваясь упомянутой долей углеродсодержащего вещества.
Согласно настоящему изобретению материал пода может содержать катализатор для спекания. Подмешивание катализатора к материалу пода является предпочтительным, поскольку катализатор для спекания увеличивает эффект связующего для скрепления материала, обладающего высокой температурой плавления и придает возобновляемому поду достаточную прочность, позволяющую выдерживать операцию загрузки окускованного сырья или операцию выгрузки металлического железа в качестве продукции или шлака. Катализатором для спекания служат, например, соединения кварца, такие как каолин. Однако возможно также использование любого другого подходящего вещества при условии, что оно обладает эффектом связующего.
Доля содержания катализатора для спекания не ограничивается определенной величиной, пока он может увеличивать эффект связующего, и находится обычно в диапазоне от приблизительно 3 до 15%. Поскольку соединения кварца и подобные им соединения, приведенные в качестве примера катализатора для спекания, обладают низкой коррозионной стойкостью по отношению к расплавленному шлаку, не желательно подмешивать катализатор к материалу пода в большом количестве.
Размер зерен материала с высокой температурой плавления, углеродосодержащего вещества и катализатора для спекания, которые содержатся в материале пода, не ограничивается определенным значением, но рекомендуется, чтобы предпочтительно он не превышал в среднем 4 мм, более предпочтительно не превышал в среднем 2 мм, что позволяет подавлять инфильтрацию расплавленного шлака и добиться нужного баланса между прочностью, позволяющей выдерживать операцию загрузки окускованного сырья или операцию выгрузки металлического железа в качестве продукции или шлака, и легкостью удаления изношенного участка возобновляемого пода.
Как показано на фиг.11, модификатор атмосферы, содержащий порошкообразное углеродистое вещество, может быть уложен в виде слоя на возобновляемый под 9 перед подачей окускованного сырья, после чего на этот слой может быть загружено окускованное сырье G. Формирование слоя модификатора атмосферы 10 обеспечивает эффективную нейтрализацию отрицательного воздействия окислительных газообразных продуктов сгорания топлива горелки, которые содержат СО2 и Н2О, на восстановительную атмосферу, окружающую окускованное сырье G, и эффективное осуществление восстановления, науглероживания и плавления окускованного сырья G. Другой эффект заключается в том, что количество FeO, остающегося в расплавленном шлаке, уменьшается, что позволяет подавить инфильтрацию расплавленного шлака и эрозию возобновляемого пода. Кроме того, поскольку модификатор атмосферы способствует созданию восстановительной атмосферы вокруг окускованного сырья G и служит затем топливом, сгорающим в печи, существует возможность уменьшить расход топлива в горелках, такого как природный газ. Кроме того, модификатор атмосферы служит для подавления инфильтрации расплавленного шлака в возобновляемый под, облегчения удаления металлического железа Fe и шлака Sg с возобновляемого пода и более плавной их выгрузки из печи.
Примеры модификатора атмосферы включают угольный порошок, нефтяной кокс в порошке и коксовую мелочь. Толщина слоя модификатора атмосферы не ограничивается определенным значением, и очень тонкого слоя модификатора атмосферы бывает достаточно для эффективного развития эффекта создания восстановительной атмосферы вокруг окускованного сырья и более плавной выгрузки металлического железа и шлака. Обычно намеченных целей удается добиться даже при толщине слоя от приблизительно 1 до 10 мм. Кроме того, желательна непрерывная подача модификатора атмосферы в связи с его сгоранием и расходованием в печи.
Размер зерен модификатора атмосферы не ограничивается определенным значением, но рекомендуется, чтобы предпочтительно он не превышал в среднем 5 мм и более предпочтительно не превышал в среднем 2 мм.
Способ загрузки материала пода не ограничивается каким-то одним вариантом, но рекомендуется загружать материал пода таким образом, чтобы он ложился на огнеупорную футеровку пода слоем равномерной толщины, используя для этого устройство 5 подачи порошка при вращении пода.
Кроме того, подмешивание достаточного количества материала пода к модификатору атмосферы рекомендуется в качестве простого способа развития эффекта восстановления функционирования изношенного участка возобновляемого пода. Материал пода, подмешанный к модификатору атмосферы, перемещается при вращении пода в направлении разгрузочного устройства 6 и вдавливается в поверхностный слой изношенного участка возобновляемого пода при воздействии разгрузочного устройства, восстанавливая таким образом функционирование возобновляемого пода. Отношение содержания материала пода к содержанию модификатора атмосферы не ограничивается определенным значением, но рекомендуется, чтобы оно находилось предпочтительно в диапазоне от 30 до 70%. При слишком низком содержании материала пода возможно снижение эффекта восстановления изношенного участка возобновляемого пода. И наоборот, при слишком большом содержании материала пода возможно снижение эффекта регулирования атмосферы. Подмешивание материала пода к модификатору атмосферы требуется не всегда, и подмешивание может выполняться только при восстановлении функционирования возобновляемого пода. Кроме того, способ подмешивания материала пода к модификатору атмосферы является предпочтительным по той причине, что позволяет снизить заводские издержки и рабочие площади за счет того, что для подачи материала пода и модификатора атмосферы можно использовать только одну расходную установку.
На фиг.12 показан другой производственный процесс с использованием модификатора атмосферы. Модификатор атмосферы, содержащий порошкообразное углеродистое вещество, укладывают в форме двух слоев на возобновляемый под 9 перед подачей окускованного сырья, после чего на эти слои может быть загружено окускованное сырье G. В производственном процессе, не предусматривающем применения модификатора атмосферы, показанном на фиг.7, или в производственном процессе, в котором модификатор атмосферы укладывают в форме одного слоя, как показано на фиг.11, нижний край лезвия разгрузочного устройства 6 всегда соприкасается с поверхностью возобновляемого пода, который формируется из материала пода, содержащего материал с высокой температурой плавления, обладающий высокой абразивной способностью, такой как глинозем или магнезия, и поэтому край лезвия подвергается заметному износу. Однако в случае формирования двух слоев модификатора атмосферы край лезвия разгрузочного устройства нижней стороной располагается на верхней поверхности слоя модификатора атмосферы и удерживается от непосредственного контакта с возобновляемым подом, обладающим высокой абразивной способностью. Это позволяет увеличить срок службы лезвия и повысить коэффициент готовности установки. В данном случае выражение "формирование двух слоев" означает операции по формированию первого слоя модификатора атмосферы, выравниванию поверхности первого слоя и формированию затем другого (второго) слоя модификатора атмосферы для удобства производственного процесса. Благодаря формированию этих двух слоев модификатора атмосферы край лезвия разгрузочного устройства может оставаться в контакте с первым слоем модификатора атмосферы, когда не допускается непосредственного контакта с возобновляемым подом. Соответственно даже в том случае, когда модификатор атмосферы укладывают, например, в один слой, той же цели можно добиться, формируя из модификатора атмосферы слой такой толщины, при которой край лезвия может удерживаться в том положении, при котором он не соприкасается с возобновляемым подом, без формирования второго слоя. Кроме того, в случае формирования двух слоев модификатора атмосферы остается вопросом практического выбора должен ли состав модификатора атмосферы в первом и втором слоях быть одинаковым или различаться.
Хотя это и не показано, но способ обновления возобновляемого пода, основанный на процессе, предусматривающем использование модификатора атмосферы, может применяться на практике аналогично описанному выше способу обновления возобновляемого пода, основанному на процессе, не предусматривающем использование модификатора атмосферы.
Как было описано выше, при сильном износе возобновляемого пода иногда возникает ситуация, при которой увеличенные частицы металлического железа не могут в достаточной степени охладиться и застыть в зоне охлаждения и достигают участка выгрузки в расплавленном состоянии, так что производственный процесс невозможно продолжать из-за трудности выгрузки таких увеличенных частиц металлического железа из печи разгрузочным устройством. В этом случае за счет подачи охладителя на поверхность возобновляемого пода с целью обеспечить застывание расплавленного железа возникает возможность выдать расплавленное железо и продолжать работу. В настоящем изобретении охладитель не ограничивается жидкостью или газом, но может также быть материалом с высокой температурой плавления, таким как глинозем или магнезия. Расплавленное железо может охлаждаться и застывать, например, за счет подачи материала пода, содержащего материал с высокой температурой плавления, такой как глинозем или магнезия, на участок с расплавленным железом. С другой стороны, расплавленное железо может охлаждаться и застывать, например, за счет применения распылительного устройства для воды и подачи воды на участок с расплавленным железом.
В описанной выше операции удаления изношенного участка возобновляемого пода процедура выполняется с трудом из-за характера возобновляемого пода, однако в таком случае возобновляемый под можно легко удалить путем его размягчения. Способ размягчения возобновляемого пода не ограничивается каким-то одним вариантом, и возобновляемый под можно размягчить за счет усиления пламени горелок с целью повышения температуры в печи и, следовательно, температуры возобновляемого пода, или путем применения горелки, специально предназначенной для непосредственного нагрева возобновляемого пода с целью повышения температуры возобновляемого пода. Температура возобновляемого пода в этом случае не ограничивается определенным значением, но может быть установлена на определенном уровне в зависимости от характера возобновляемого пода. Однако на изношенном участке возобновляемого пода, где развивается инфильтрация расплавленного шлака, температура возобновляемого пода предпочтительно должна находиться в диапазоне от 1300 до 1550°С и более предпочтительно в диапазоне от приблизительно 1450 до 1550°С.
В качестве другого способа возобновляемый под можно размягчить путем внесения в него, например, присадки, обеспечивающей снижение температуры плавления возобновляемого пода. Примерами таких добавок являются оксид кальция, карбонат натрия и фторид кальция (плавиковый шпат).
С точки зрения облегчения удаления изношенного участка возобновляемого пода, как показано на фиг.13, слой 10а углеродосодержащего материала может быть сформирован путем укладки углеродосодержащего материала, например порошкообразного углеродного вещества, в виде слоя между огнеупорной футеровкой пода 8 и возобновляемым подом 9 или же между возобновляемым подом 9 и возобновляемым подом, уложенным на возобновляемый под 9. В любом случае изношенный участок возобновляемого пода удаляется путем опускания края лезвия разгрузочного устройства в любое нужное положение на слое углеродосодержащего материала. Поскольку слой углеродосодержащего материала обычно образует порошкообразный хрупкий слой, возобновляемый под можно легко удалить за счет разделения слоя углеродосодержащего материала.
В то время как в приведенном описании в качестве шихтовой смеси используют окускованное сырье в форме окатышей, преимущества настоящего изобретения могут также быть реализованы при использовании в качестве шихтовой смеси порошкообразного материала.
Далее настоящее изобретение будет подробно описано на следующем примере. Следует отметить, однако, что следующий пример не должен ограничивать рамки настоящего изобретения, и различные модификации, внесенные без отступления от целей настоящего изобретения, упомянутых выше и ниже, входят в технический объем настоящего изобретения.
Примеры
Пример 1
Окускованное сырье (диаметром около 16 мм), содержащее железную руду и уголь, загрузили в восстановительную плавильную печь с подвижным подом, показанную на фиг.1, а затем подвергли восстановлению в твердой фазе с нагревом, вплоть до достижения степени восстановления не менее чем приблизительно 90%, в то время как температура атмосферы в печи поддерживалась на уровне около 1350°С. Окускованное сырье затем плавилось в зоне плавления (температура атмосферы 1450°С). Полученные таким образом металлическое железо и шлак, в качестве побочного продукта, охладили до 1000°С с целью застывания и затем выгрузили из печи с помощью разгрузочного устройства (время, прошедшее от загрузки сырья и до выгрузки составило приблизительно 12 минут). Полученное таким образом гранулированное металлическое железо (диаметр около 10 мм) имеет высокое содержание железа (железо около 97% и углерод около 3%).
Перед загрузкой окускованного сырья на под уложили материал пода в виде слоя толщиной 15 мм с помощью вспомогательного средства загрузки сырья (не показано), формируя таким образом возобновляемый под. Кроме того, на возобновляемый под был уложен (толщина 2 мм) модификатор атмосферы (первый слой материал уголь), который выровняли разгрузочным устройством. Затем на первый слой атмосферного модификатора был уложен атмосферный модификатор (толщина 3 мм). Затем был начат производственный процесс путем подачи окускованного сырья на два слоя модификатора атмосферы. После операций охлаждения и застывания металлическое железо и шлак извлекли с помощью разгрузочного устройства, расположенного в самом конце агрегата. При этом нижний край лезвия разгрузочного устройства установили на поверхности первого слоя модификатора атмосферы, а модификатор атмосферы, оставшийся во втором слое, выгрузили вместе с металлическим железом. Модификатор атмосферы, образующий второй слой, всегда загружали перед подачей сырья. Далее, один раз в день край лезвия разгрузочного устройства опускали на поверхность возобновляемого пода для того, чтобы выгрузить первый слой модификатора атмосферы и удалить металлическое железо и шлак, остающиеся на поверхности возобновляемого пода. Затем добавили материал пода с целью восстановления функционирования изношенного участка возобновляемого пода и вновь сформировали два слоя модификатора атмосферы (которые по существу соответствовали упомянутым ранее первому и второму слоям модификатора атмосферы в начале процесса). Процесс продолжался таким же образом путем повторения указанных операций. По истечении двух недель с начала производственного процесса край лезвия разгрузочного устройства опустили на 5 мм ниже поверхности обновляемого пода с целью удаления изношенного участка в поверхностном слое возобновляемого пода. Затем, после формирования обновляемого пода, первого слоя модификатора атмосферы и второго слоя модификатора атмосферы (которые по существу соответствовали сформированным в начале процесса), процесс продолжили таким же образом путем повторения указанных операций. В данном примере процесс продолжался в течение трех недель. В результате был реализован стабильный непрерывный производственный процесс при достижении высокого коэффициента готовности (91%).
Сравнительный пример
Металлическое железо было получено таким же образом, как и в примере, приведенном выше, за исключением того, что и возобновляемый под, и слои модификатора атмосферы формировались в начале процесса и не подвергались ни удалению, ни обновлению. По истечении двух дней после начала работы часть слоя возобновляемого пода размягчилась и образовалась ванна остатков расплавленного железа. Таким образом, возникла необходимость ремонта пода с прекращением работы, что не позволило добиться непрерывного стабильного процесса.
Применимость в промышленных масштабах
Согласно настоящему изобретению, выполненному так, как описано выше, можно резко повысить коэффициент готовности пода и добиться долговременного стабильного процесса производства металлического железа за счет загрузки материала пода в виде слоя на огнеупорную футеровку пода перед подачей шихтовой смеси, образуя таким образом возобновляемый под, с возможностью полного его обновления и путем полного или частичного удаления возобновляемого пода загрузки нового материала пода с целью восстановления функционирования возобновляемого пода, изношенного в течение продолжительного производственного процесса из-за инфильтрации расплавленного шлака, погружения металлического железа и шлака в возобновляемый под, или формирования выбоин, вызванных отслаиванием или образованием пустот.
Изобретение относится к металлургии, в частности к производству металлического железа. В способе предлагаются разные варианты ремонта пода восстановительной печи с подвижным подом, а именно: на подвижный под перед подачей смеси, содержащей углеродсодержащий восстановитель и оксиды железа, укладывают материал защитного слоя, формируя возобновляемый защитный слой, и металлическое железо производят одновременно с обновлением части или всего изнашивающегося в процессе эксплуатации возобновляемого защитного слоя. В одном варианте обновление поверхности возобновляемого защитного слоя осуществляют путем укладки или путем подачи материала защитного слоя на поверхности изношенного возобновляемого защитного слоя, а в другом - осуществляют подачу охладителя на возобновляемый защитный слой, изношенный в процессе эксплуатации, для затвердевания расплавленного железа, остающегося на поверхности возобновляемого защитного слоя, и удаляют возобновляемый защитный слой вместе с остатками железа. Изобретение позволяет легко удалить или отремонтировать поверхность пода даже в том случае, когда пыль металлического железа проникает в поверхность пода или когда поверхность пода изнашивается за счет инфильтрации шлака и эрозии, а также позволяет повысить коэффициент готовности и ремонтопригодность пода при долговременной непрерывной работе. 3 н. и 30 з.п. ф-лы, 13 ил.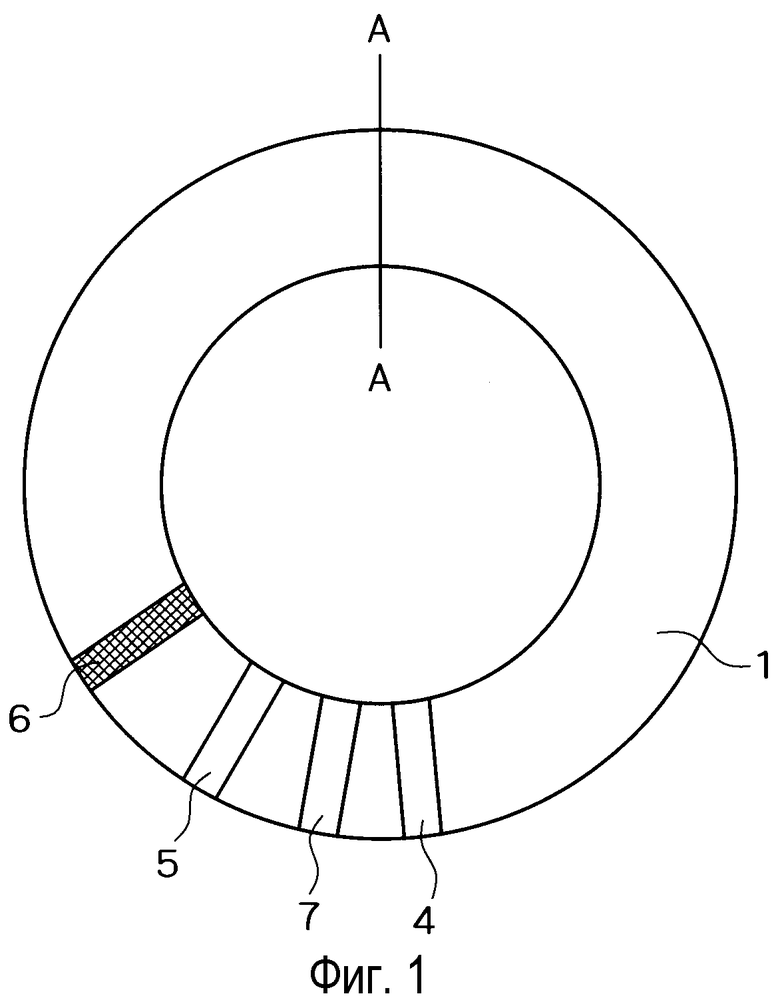
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| US 6036744 A1, 14.03.2000 | |||
| Способ изготовления улитки вихревой трубы | 1981 |
|
SU947586A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РУД И ОКИСЛОВ МЕТАЛЛОВ | 0 |
|
SU290546A1 |
| Способ получения металлизованных гранул из оксидов железа в шахтной печи и устройство для его осуществления | 1987 |
|
SU1674693A3 |

