Известен сиособ об работки цфуговы-х зубьев колес цилиндрических и винто-вых передач инструменто.м, вращающимся вокруг собспвенной оси, нерекрещивающейся в пространстве с осью В ращающейся заготовки. В качестве ийструмента используют торцовую резцовую головку или абразивный чашечный круг. Обработку производят по методу обкатки, причем двИжение обкатки является прерывистым, то есть после обработки каждой впадины между зубьями нарезаемого колеса движение обкат:/ прСАра.щается, (п;р.оиз води:т;ся и вюрот заготовки па один угловой шаг зубьев и процесс повторяют вновь.
Известный способ характеризуется принципиальной невозмоЖИОСтью совмещения движеНий деления и обкатки, что влечет за собой сравиительно низкую производительность зуб.ообработки; повышенными требованиями к точности механизма деления при пол чении достаточио высокой точности нарезаемых зубчатых колес; дополнительными динамическими нагрузками на станок из-за наличия холостого хода припрерывистом делении и, как следствие, необходимостью ужесточения и утяжеления конструкции станка для зубо.обрабоБКИ, а также .малой точности обрабатываемых коле. при недостаточной жесткости станка.
деления инструменто м со спиральной фор.мообразуюшей повер.хностью, нр-и это.м угол скрещивания осей инструмента заготовки выбирают равным 90°. Это повышает точность нарезания колес.
Кроме того, прИ нарезании колес ииструмеит (заготовку) могут приводить в относительно прямолинейное движение в направлении, нерпендикулярном оси заготовки (инстру.мента), или инстру.мент могут приводить во вращение вокруг оси производящего колеса.
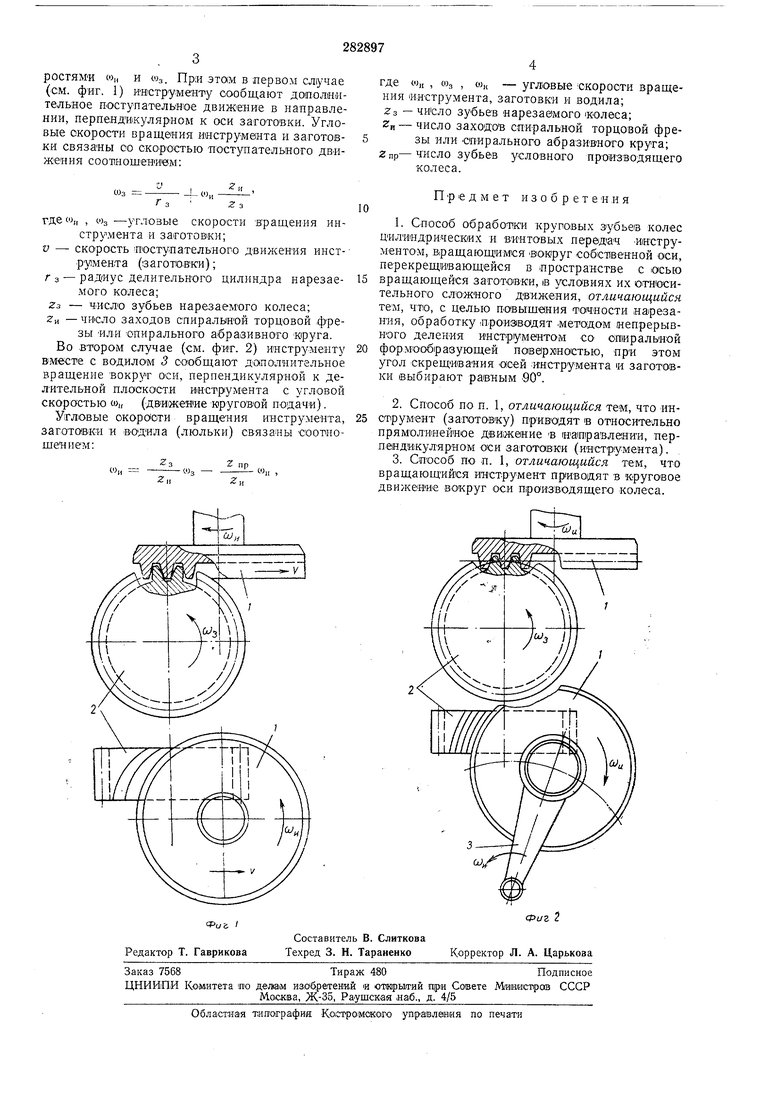
На фиг. 1 представлена схема установки инструмента и заготовки при изготовленин зубчатых колес, когда его приводят в относительное прямолинейное движение в направлении, перпендикулярном оси заготовки; на фиг. 2 - схема yiCTaiHQBKiH HiHCTip yмента и 1заго|Т01вки в моMeiHT .начала Вр1ащан1ия вокруг lOon производящего колеса.
Ин1С1тр(у,мент 1 уСта1на1вли1ва1Ют относительно заготовки 2 так, что осн инструмента и заготовки перекрещиваются под прямым углом, а делительная олосиость инструмента касается делительного цилиндра заготовки. ,Инструмент устанавливают в опорах таким образом, что он имеет возможность вращаться вокруг собственной оси.
При осуществлении предложенного способа инструменту и заготовке сообщают согласован ные вращения вокруг их осей с угловьпии око
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2004 |
|
RU2275277C1 |
| Способ изготовления зубчатых колёс | 2024 |
|
RU2840513C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС НА СТАНКЕ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС МЕТОДОМ ОБКАТКИ | 1993 |
|
RU2088386C1 |
| Способ изготовления зубьев цилиндрических шестерен многопрофильным сферическим инструментом | 1949 |
|
SU84959A1 |
| Способ нарезания конических зубчатых колес | 1960 |
|
SU138135A1 |
| Способ обработки зубчатых колес | 1983 |
|
SU1093443A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2009 |
|
RU2404030C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Способ обработки зубьев шестерен обкаткой путем фрезерования, долбления, протягивания и т.п. | 1959 |
|
SU129461A1 |
| Способ изготовления гиперболоидных зубчатых колес | 1991 |
|
SU1819196A3 |
