Изобретение относится к способу изготовления бесшовных стальных труб с помощью непрерывного стана для прокатки бесшовных труб на оправке, с применением которого можно уменьшить отклонения или неровности толщины стенки по окружности (далее - «отклонения по толщине»).
В производстве бесшовных стальных труб необходимо, чтобы отклонения по толщине были как можно меньшими, чтобы (1) можно было повысить процент продукции, приемлемой с точки зрения результатов контроля толщины стенки; (2) можно было повысить производство тонкостенной продукции в пределах определенного допуска; и (3) увеличить сбыт этой продукции за счет освоения производства этой продукции с более узкими пределами допусков по габаритам. Например, из публикации патента Японии № Н05-75485 известен способ изготовления бесшовных стальных труб на непрерывном стане для прокатки бесшовных труб на оправке с 2-валковыми клетями, предназначенный для решения указанной выше задачи.
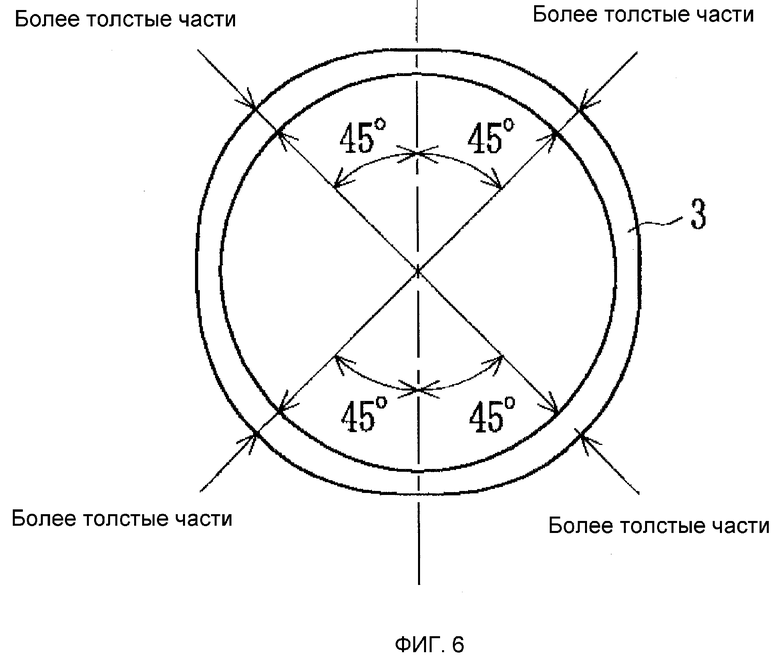
Способ, предлагаемый в указанном документе Японии № Н05-75485, заключается в том, что, поскольку в стане для прокатки бесшовных труб на оправке, в котором направления обжатия двух соседних 2-валковых клетей пересекаются друг с другом под углом 90°, и финишные клети не обжимают трубы, поскольку обжатие заканчивают предыдущие 2-4 клети перед финишными, отклонения по толщине происходят в направлениях вершины калибра и в направлениях, отклоненных на 45° от вершины калибра, согласно Фиг.6; и рабочие стороны и приводные стороны финишных клетей с 2 по 4 в непрерывном стане для прокатки бесшовных труб на оправке должны работать с разным раствором валков, в результате чего отклонения по толщине стенки по окружности можно свести к минимуму геометрически.
Причина появления этих отклонений по толщине в направлениях к вершинам калибра и в направлениях, образующих угол 45° с ними в стане для непрерывной прокатки бесшовных труб на оправке, в котором направления обжатия двух соседних 2-валковых клетей пересекаются под углом 90°, согласно Фиг.6, является следующей.
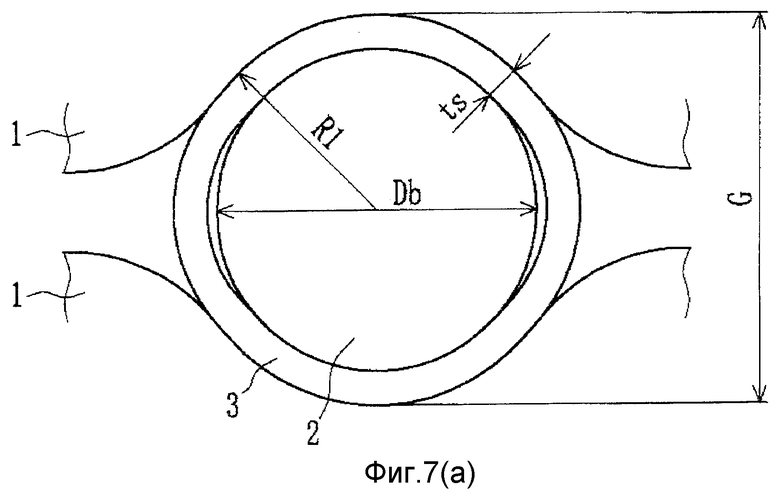
При осуществлении прокатки в стане для непрерывной прокатки бесшовных труб на оправке, в котором направления обжатия двух соседних 2-валковых клетей пересекаются под углом 90°, будет идеальной ситуация, при которой радиус калибра в обжимаемом валке 1 в 2-валковой клети представлен значением R1, наружный диаметр оправки 2 - как Db, и предполагаемая финишная толщина стенки стальной трубы 3 в прокате - как ts, и расстояние между вершинами калибров в клетях обжатия - как G, согласно Фиг.7 (а), при этом расстояние G между вершинами калибра будет представлено выражением G=2R1, и предполагаемая чистовая толщина стенки ts - как ts=(G-Db)/2. При этом геометрические отклонение по толщине отсутствуют.
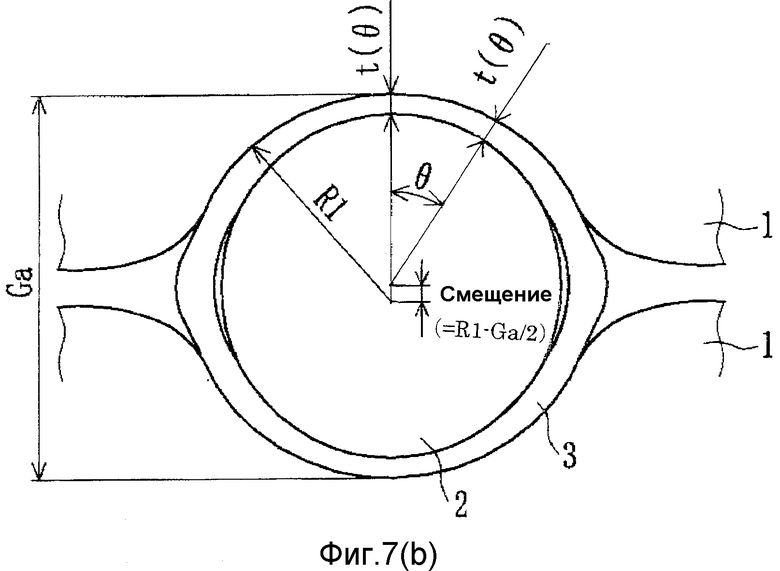
Но число оправок 2, которые может иметь данный завод, ограниченное, и на практике с помощью одной и той же оправки 2 с определенным наружным диаметром изготавливаются несколько видов стальных труб 3 с разной толщиной стенки. Например, когда труба изготавливается с помощью оправки 2, наружный диаметр которой отличается от идеального наружного диаметра, и каждый конец обжимающих валков закрыт в одинаковой степени, поэтому расстояние между вершинами калибра валков 1 может стать равным Ga, согласно Фиг.7(b), поскольку центр радиуса R1 смещается от центра калибра и R1 увеличивается на величину R1-Ga/2, а толщина t(θ) стенки будет представлена выражением t(θ)=R1-(2R1-Ga) cos(θ)/2-(Db/2).
Поэтому толщину стенки под углом 0° от вершины калибра можно выразить как t(0°)=(Ga/2)-(Db/2), и толщину под углом 45° - как t(45°)=(Ga/2)-(Db/2)+(20,5-1)·(2R1-Ga)/(2·20/5). Таким образом, геометрически изготавливаемая стальная труба должна иметь отклонение в толщине стенки, равное t(45°)-t(0°)=(20,5-1)·(2R1-Ga)/(2·20,5).
Согласно способу, предлагаемому в указанном документе Японии № Н05-75485, отклонения по толщине уменьшают путем геометрического согласования. Но на практике более значительные отклонения по толщине, по сравнению с расчетными, происходят по причине отклонений в монтаже оборудования и из-за неравномерного износа обжимающих валков. Помимо этого указанный способ, согласно Н05-75485, совсем не учитывает отклонения по толщине, вызываемые монтажом непрерывного стана для прокатки бесшовных труб на оправке.
Из документа JP №8-71616, В 21 В 17/04, 1996 «Способ прокатки труб» известен способ изготовления бесшовных стальных труб, включающий измерение толщины стенки по окружности бесшовной стальной трубы, прокатываемой в производственной линии, включающей непрерывный стан для прокатки бесшовных труб на оправке, в котором совокупность обжимных клетей с обжимными валками расположена сообразно разным направлениям обжатия, и сведение к минимуму отклонений по толщине путем геометрического согласования на основе результатов указанных измерений. Данный документ может рассматриваться в качестве ближайшего аналога заявленного изобретения.
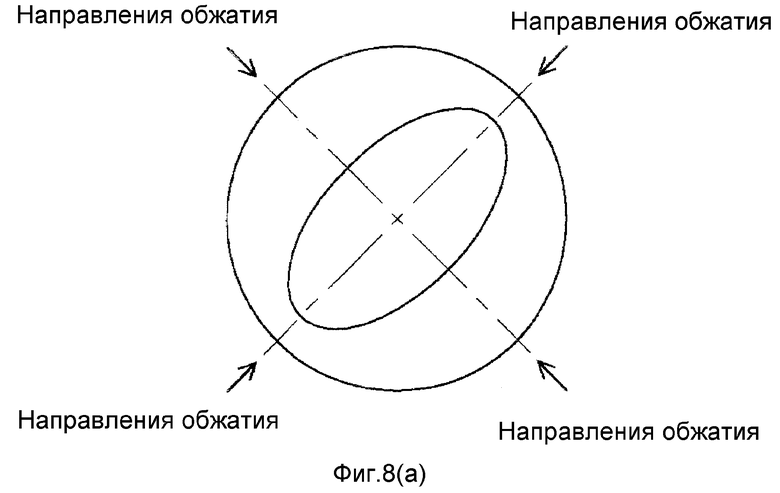
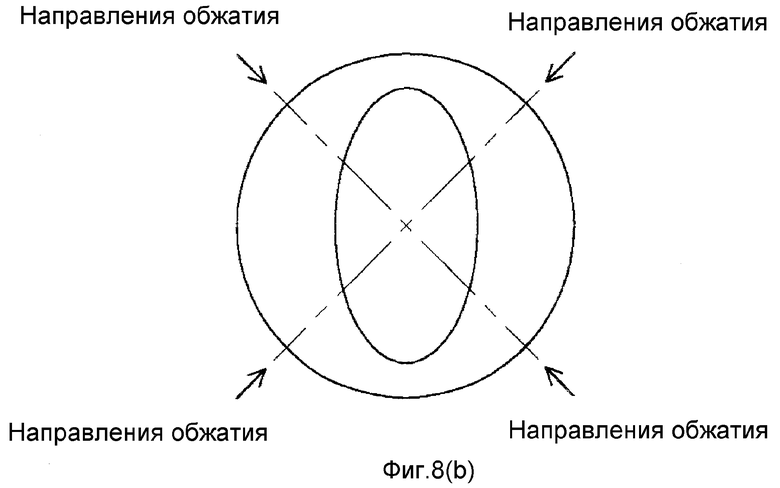
Соответственно, задача настоящего изобретения, которое разработано ввиду упомянутых проблем известного уровня техники, заключается в обеспечении способа изготовления бесшовных стальных труб, согласно которому можно исключить не только отклонения по толщине, происходящие в направлении обжатия в стане для прокатки бесшовных труб на оправке (см. Фиг.8(а)), но также и отклонения по толщине, происходящие в других направлениях обжатия (см. Фиг.8(b)).
Способ изготовления бесшовных стальных труб, согласно которому измеряют толщину стенок по окружности бесшовной стальной трубы, прокатываемой в производственной линии, содержащей непрерывный стан для прокатки бесшовных труб на оправке, в котором совокупность обжимных клетей с обжимными валками расположена сообразно разным направлениям обжатия, и на основании результатов указанных измерений регулируют отдельно и индивидуально положения обоих концов каждой оси обжимающих валков по меньшей мере в последних обжимающих клетях непрерывного стана для прокатки бесшовных труб на оправке, чтобы свести к минимуму отклонения по толщине.
За счет этого технического решения обеспечивается возможность эффективного регулирования отклонений по толщине в любом положении по окружности независимо от направления обжатия.
Далее изобретение поясняется графически, на фигурах, которые показывают:
Фиг.1 - способ изготовления бесшовных стальных труб согласно изобретению, согласно которому производственная линия имеет стан для непрерывной прокатки бесшовных труб на оправке, состоящий из совокупности обжимных клетей с сообразно расположенными валками;
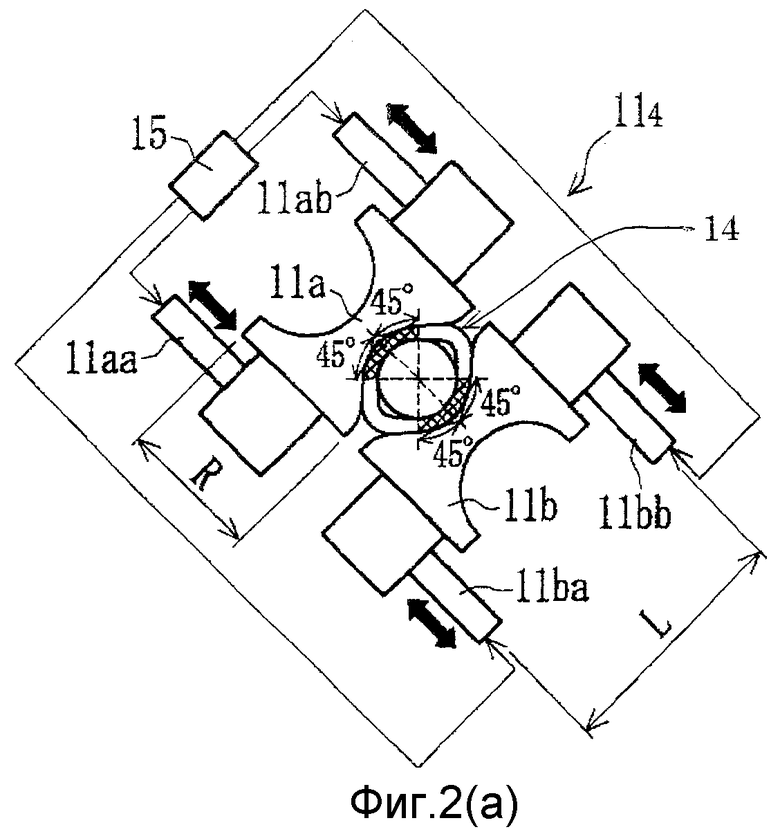
Фиг.2(а) показывает клеть №4 в непрерывном стане для прокатки бесшовных труб на оправке, изображенном на Фиг.1;
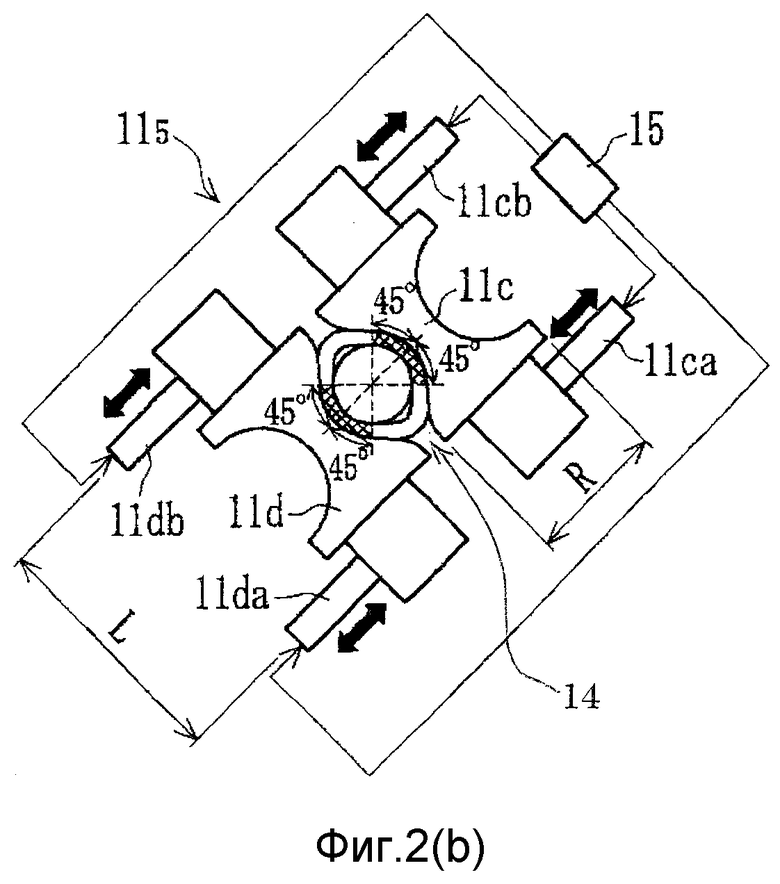
Фиг.2(b) показывает клеть №5 в том же стане; и
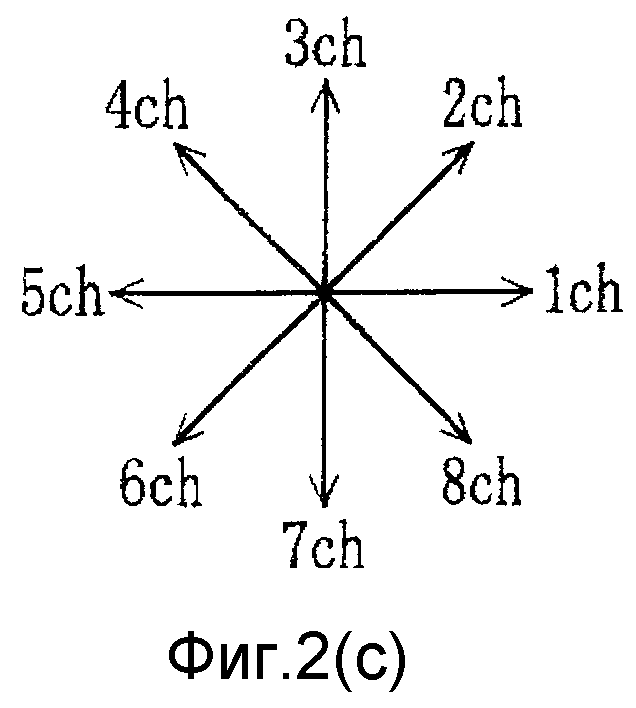
Фиг.2(с) показывает направления каналов измерителя толщины горячей стенки в стане для прокатки бесшовных труб на оправке;
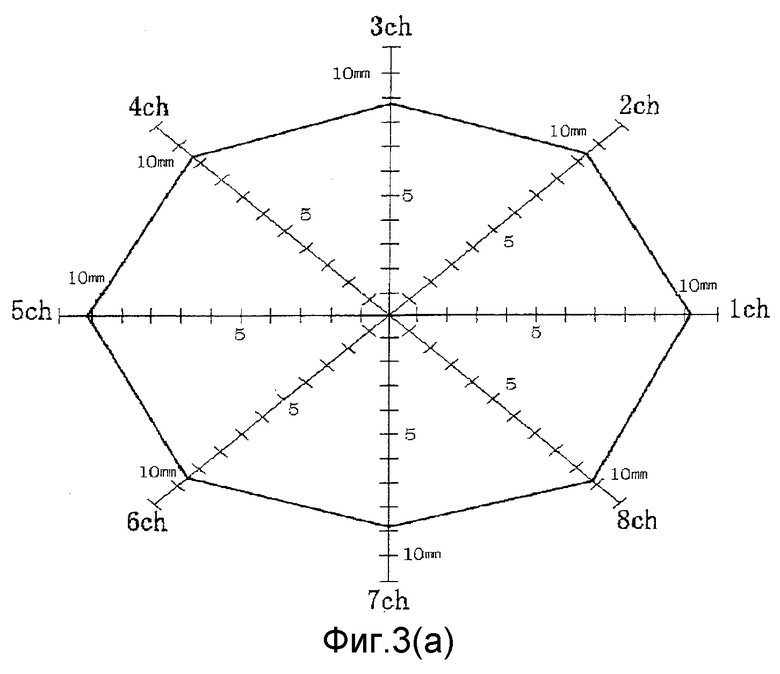
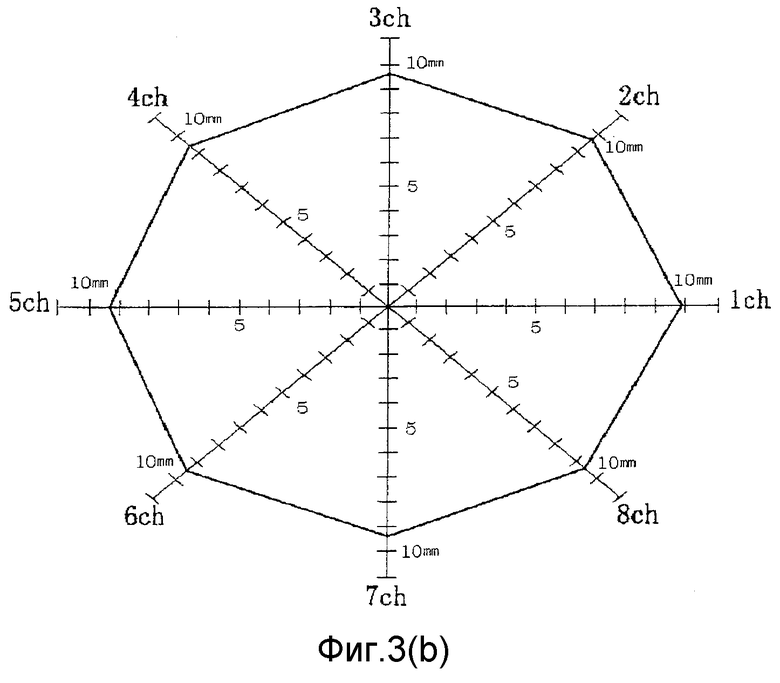
Фиг.3 показывает типичные примеры результатов измерения с помощью измерителя толщины горячей стенки;
Фиг.3(а) представляет указанные результаты в примере, в котором способ согласно настоящему изобретению не применялся; и
Фиг.3(b) представляет результаты в примере, в котором применялся способ согласно настоящему изобретению;
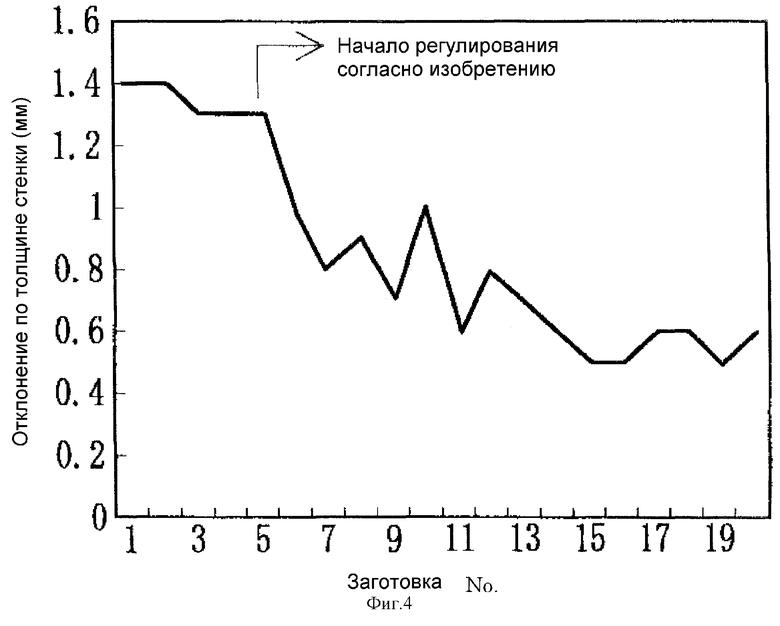
Фиг.4 графически представляет изменения отклонения по толщине с начала регулирования цилиндров в соответствии с данным изобретением;
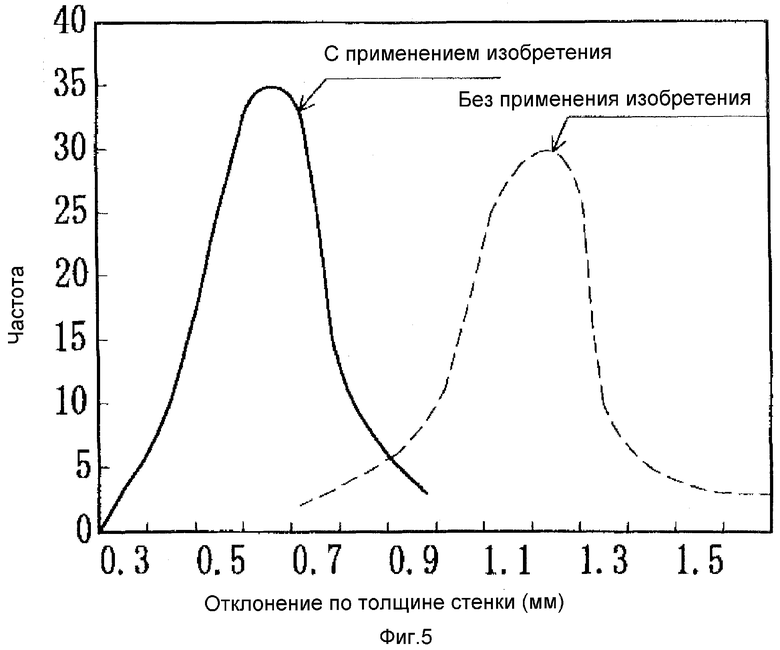
Фиг.5 графически представляет распределение отклонений по толщине до и после начала регулирования цилиндров согласно настоящему изобретению;
Фиг.6 иллюстрирует распределение толщины в бесшовной стальной трубе, изготавливаемой в непрерывном стане для прокатки бесшовных труб на оправке, в котором направления обжатия соседних 2-валковых клетей пересекаются под углом 90°;
Фиг.7 иллюстрирует состояния проката после стана для прокатки бесшовных труб на оправке, в котором направления обжатия соседних 2-валковых клетей пересекаются под углом 90°;
Фиг.7(а) показывает идеальный случай проката, при котором отклонений по толщине нет;
Фиг.7(b) иллюстрирует случай, когда отклонения по толщине появляются;
Фиг.8(а) иллюстрирует появление отклонений по толщине в направлении обжатия в непрерывном стане для прокатки бесшовных труб на оправке; и
Фиг.8(b) иллюстрирует случай, когда отклонения по толщине появляются в местах отклонения от направления обжатия.
Способ изготовления бесшовных стальных труб, согласно которому измеряют толщину стенок по окружности бесшовной стальной трубы, прокатываемой в производственной линии, содержащей непрерывный стан для прокатки бесшовных труб на оправке, в котором совокупность обжимных клетей с обжимными валками расположена сообразно разным направлениям обжатия, и на основании результатов указанных измерений регулируют отдельно и индивидуально положения обоих концов каждой оси валков по меньшей мере в последних обжимных клетях непрерывного стана для прокатки бесшовных труб на оправке, в результате чего обеспечивается возможность сведения к минимуму отклонений по толщине.
В соответствии со способом изготовления бесшовных стальных труб согласно настоящему изобретению измеряют значение толщины стенки изготавливаемой стальной трубы во многих положениях по окружности и положения обоих концов каждой оси валков обжатия регулируют отдельно и индивидуально по методу обратной связи по меньшей мере в последних обжимных клетях непрерывного стана для изготовления бесшовных стальных труб на оправке, чтобы тем самым утончить более толстые части и утолщить более тонкие части, в результате чего отклонения по толщине в любом месте в круговом направлении можно эффективно регулировать независимо от направления обжатия.
При выполнении способа изготовления бесшовных стальных труб в соответствии с настоящим изобретением измерения значений толщины стенки по окружности изготавливаемой стальной трубы можно делать либо во время самого изготовления, либо дополнительно. Но измерения толщины во время самого изготовления желательны с точки зрения производительности. В случае выполняемых дополнительно измерений верх трубы, например, помечается во время проката и после отрезания толщину по окружности измеряют по этой пометке.
Отдельное и индивидуальное регулирование в способе изготовления бесшовных стальных труб согласно настоящему изобретению предусматривает не только случай, когда регулируются все положения обоих концов каждой оси каждого валка и верхнего и нижнего валков, но также и случай, когда регулируется по меньшей мере одно положение по меньшей мере одного конца или обоих концов оси по меньшей мере одного валка клети обжатия.
Разумеется направление регулирования включает в себя не только регулирование в противоположных направлениях на обеих сторонах валка, но также и регулирование в одном и том же направлении.
Далее способ изготовления бесшовных стальных труб согласно настоящему изобретению описывается на примерах, показанных на Фиг.1 и Фиг.2.
Фиг.1 схематически иллюстрирует производственную линию, содержащую непрерывный стан для прокатки бесшовных труб на оправке, имеющий совокупность обжимных клетей, каждая из которых оборудована парой калиброванных валков, сообразно расположенных. Фиг.2(а) показывает клеть №4 в непрерывном стане для прокатки бесшовных труб на оправке, изображаемом на Фиг.1, Фиг.2(b) иллюстрирует клеть №5 в непрерывном стане для прокатки бесшовных труб на оправке, и Фиг.2(с) иллюстрирует направления каналов в измерителе толщины горячей стенки в непрерывном стане для прокатки бесшовных труб на оправке.
На Фиг.1 ссылочное обозначение 11 показывает непрерывный стан для прокатки бесшовных труб на оправке, в котором клети (111-115) №№1-5 расположены последовательно, при этом направления обжатия в соседних клетях изменены на 90°, ссылочное обозначение 12 указывает калибровочный стан с клетями (121-1212) №№1-12. На выходной стороне клети №12 (1212) этого калибровочного стана 12 установлен измеритель 13 толщины горячей стенки, имеющий 8 измерительных каналов по окружности.
Согласно настоящему изобретению толщину стенки по окружности стальной трубы 14, изготавливаемой указанным непрерывным станом 11 для прокатки бесшовных труб на оправке и калибровочным станом 12, измеряют во время работы с помощью измерителя 13 толщины горячей стенки.
Данные по толщине, получаемые при этих измерения, передают в контроллер 15, и в этом котроллере 15, например, степень закрытия калибра для обоих концов осей обжимающих валков в направлениях, показанных жирными стрелками на Фиг.2(а) и 2(b) в спаренных клетях №4 (114) и №5 (115) - финишных клетях стана 11 для прокатки бесшовных труб на оправке, отдельно и индивидуально вычисляют в описываемом ниже порядке на основании измеренной толщины. Клеть №4 (114) и клеть №5 (115) регулируются по методу обратной связи.
Далее следует уточнение степени закрытия калибра для обоих концов осей обжимающих валков в клети №4 (114) и клети №5 (115) в непрерывном стане 11 для прокатки бесшовных труб на оправке, вычисляемое контроллером 15.
Степень закрытия калибра при помощи цилиндров 11aa и 11ab, расположенных на обеих сторонах верхнего валка 11а, показывающего обжимающие валки в клети №4 (114), регулируется по методу обратной связи с учетом результатов измерений толщины в направлениях каналов 3, 4 и 5 из числа каналов 1-8, показанных на Фиг.2(с), которые находятся в зоне обжатия указанного верхнего валка 11а. Степень закрытия калибра при помощи цилиндров 11ba и 11bb, расположенных на обеих сторонах нижнего валка 11b, регулируется путем обратной связи с учетом результатов измерений толщины в направлениях каналов 1, 8 и 7 в зоне обжатия указанного нижнего валка 11b.
Степень закрытия калибра при помощи цилиндров 11са и 11cb, расположенных на обеих сторонах верхнего валка 11с, с образованием прохода в клети №5 (115), регулируется методом обратной связи с учетом результатов измерений толщины в направлениях каналов 1, 2 и 3, которые находятся в зоне обжатия указанного верхнего валка 11с. Степень закрытия калибра нижнего валка 11d с обеих сторон регулируется методом обратной связи с учетом результатов измерений толщины в направлениях каналов 5, 6 и 7, которые находятся в зоне обжатия указанного верхнего валка 11d.
В контроллере 15 степень закрытия калибра определяется следующим образом.
(1) Вычисление степени закрытия калибра при помощи цилиндров 11са и 11cb, расположенных на обеих сторонах верхнего валка 11с клети №5 (115).
Если данные измерений толщины стенки для направлений 1-8 каналов представить как wt1-wt8, соответственно, то среднее значение wtave данных измерения толщины для этих каналов 1-8 можно будет представить в следующем виде:
wtave=(wt1+wt2+...+wt8)/8
Поэтому, если разницу между данными измерения толщины wt2 для направления канала 2, которые находятся посередине значений зоны обжатия верхнего валка 11с, и средним значением wtave, т.е. (wt2-wtave), представить как dwt2, то разница между данными wt1 измерения толщины для направления канала 1 и данными wt3 измерения толщины для направления канала 3 (направления канала 1 и 3 находятся на обоих концах зоны обжатия верхнего валка 11с), т.е. (wt1-wt3), будет представлена как dwt13, и направление открытия цилиндров 11са и 11cb указать как +, и направление их закрытия указать как -, и регулируемые переменные значения положения для цилиндров 11da, 11db, если представить как dca и dcb, соответственно, то можно сформулировать следующие
уравнения:
Dcb+dca=-2xdwt2
dcb-dca=k·dwtl3
Согласно геометрическим вычислениям k равно 20,5L/R, где L есть длина цилиндра, и R - радиус валка (см. Фиг.2(b)). Если отклонения не устраняются в достаточной степени с помощью значения k, вычисленного указанным выше образом, в определенных условиях стана или с данными размерами зоны обжатия, то, тем не менее, можно использовать эмпирическое значение k.
Поэтому преобразование указанных двух уравнений дает следующее регулируемое переменное значение dca для цилиндра 11са:
dca=(-2xdwt2+k·dwt13)/2 и
регулируемое переменное значение dcb для цилиндра 11cb:
dcb=(-2xdwt2+k·dwt13)/2
(2) Вычисление степени закрытия калибра при помощи цилиндров 11da и 11db, расположенных на обеих сторонах верхнего валка 11d клети №5 (115).
Если разницу между данными измерения толщины wt6 для направления канала 6, которые находятся посередине значений предела обжатия толщины нижнего валка 11d, и указанным средним значением wtave, т.е. (wt6-wtave), представить как dwt6, и разницу между данными wt5 измерения толщины для направления канала 5 и данными wt7 измерения толщины для направления канала 7 (направления канала 5 и 7 находятся на обоих концах зоны обжатия нижнего валка 11d), т.е. (wt5-wt7), представить как dwt57, то регулируемые переменные значения dda и ddb для цилиндров 11da 11db, соответственно, вычисляются тем же указанным выше образом:
dda=(-2xdwt6+k·dwt57)/2 и
ddb=(-2xdwt6-k·dwt57/2)
(3) Вычисление степени закрытия калибра при помощи цилиндров 11aa и 11ab, расположенных на обеих сторонах верхнего валка 11а в клети №4 (114).
Если разницу между данными измерения толщины wt4 для направления канала 4, которые находятся посередине значений зоны обжатия верхнего валка 11а, и указанным средним значением wtave, т.е. (wt4-wtave), представить как dwt4, и разницу между данными wt3 измерения толщины для направления канала 3 и данными wt5 измерения толщины для направления канала 5 (направления канала 3 и 5 находятся на обоих концах зоны обжатия верхнего валка 11а), т.е. (wt3-wt5), представить как dwt35, то регулируемые переменные значения daa и dab для цилиндров 11aa и 11ab, соответственно, вычисляются тем же указанным выше образом:
daa=(-2xdwt4+k·dwt35)/2 и
dab=(-2xdwt4-k·dwt35/2)
(4) Вычисление степени закрытия калибра при помощи цилиндров 11ba и 11bb, расположенных на обеих сторонах нижнего валка 11b в клети №4 (114).
Если разницу между данными измерения толщины wt8 для направления канала 8, которые находятся посередине зоны обжатия нижнего валка 11b, и указанным средним значением wtave, т.е. (wt8-wtave), представить как dwt8, и разницу между данными wt7 измерения толщины для направления канала 7 и данными wt1 измерения толщины для направления канала 1 (направления канала 7 и 1 находятся на обоих концах зоны обжатия нижнего валка 11b), т.е. (wt7-wt1), представить как dwt71, то регулируемые переменные значения dba и dbb для цилиндров 11ba 11bb, соответственно, вычисляются тем же указанным выше образом:
daa=(-2xdwt8+k·dwt71)/2 и
dbb=(-2xdwt8-k·dwt71/2)
Согласно примеру обрабатываемая труба с наружным диаметром 435 мм и толщиной стенки 19,0 мм прокатывалась на растяжение и обжатие толщины стенки в непрерывном стане для прокатки бесшовных труб на оправке с 5 клетями согласно Фиг.1 до наружного диаметра 382 мм и толщины стенки 9,0 мм, после чего выполнялась калибровка до наружного диаметра 323,9 мм и толщины стенки 9,5 мм в калибровочном стане из 12 клетей. Типичные примеры результатов измерений, выполненных измерителем толщины горячей стенки (средние значения в продольном направлении стальной трубы), полученные в этом случае при выполнении способа согласно настоящему изобретению и без выполнения такового, приводятся в Таблице 1 и на Фиг.3. В Таблице 2 представлены регулируемые переменные значения применительно к цилиндрам клетей №4 и №5 в непрерывном стане для прокатки бесшовных труб на оправке с получением результатов, представленных в Таблице 1.
Из Таблицы 1 и Фиг.3 очевидно следует, что применение способа согласно настоящему изобретению уменьшило отклонение в толщине стенки с 1,46 мм (максимальная толщина стенки (10,21 мм) - минимальная толщина стенки (8,75 мм)=1,46 мм) до применения способа настоящего изобретения на 0,53 мм (9,89 мм - 9,36 мм=0,53 мм).
Фиг.4 показывает изменения отклонения по толщине до и после начала регулирования цилиндров согласно настоящему изобретению в клетях №№ 4 и 5 стана для прокатки бесшовных труб на оправке в указываемом выше примере, и Фиг.5 показывает распределение отклонений по толщине до и после начала этого же регулирования цилиндров в соответствии с настоящим изобретением.
Очевидно, что отклонения по толщине стенки можно эффективным образом исключить с помощью применения способа согласно настоящему изобретению.
Хотя в этом примере регулировалась только степень закрытия калибра с обоих сторон каждой оси валков обжатия последних двух клетей обжатия в непрерывном стане для прокатки бесшовных труб на оправке, но также возможно и регулирование степени закрытия калибра с обеих сторон каждой оси валков обжатия тех или других клетей, входящих в непрерывный стан для прокатки бесшовных труб на оправке. В этом случае регулирование по методу обратной связи можно также осуществить путем распределения объема обжатия, например 80% обжатия делается в последних двух спаренных клетях обжатия, и 20% - в тех или других клетях. Хотя измерения толщины стенки проводились в этом примере в ходе самой прокатки, но также возможно и использование результатов измерений особым образом для обратной связи.
Настоящее изобретение обеспечивает возможность эффективного устранения или регулирования не только отклонений по толщине стенки, появляющихся в направлении обжатия в непрерывном стане для прокатки бесшовных труб на оправке, но также и отклонений по толщине, появляющихся в местах, отклоняющихся от указанного направления обжатия, путем измерения значений толщины стенки изготавливаемой стальной трубы и путем отдельного и индивидуального регулирования, по методу обратной связи, степени закрытия калибра с обеих сторон каждой оси по меньшей мере в двух последних спаренных клетях обжатия, при этом можно повысить процент приемлемой продукции по результатам проверки толщины стенки, и обеспечивается возможность повышения производительности изготовления тонкостенной продукции в определенных пределах допуска.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ ТРУБЫ И НЕПРЕРЫВНЫЙ ОПРАВОЧНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2433876C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ ТРУБЫ | 2004 |
|
RU2303497C2 |
| СПОСОБ ПРОДОЛЬНОЙ НЕПРЕРЫВНОЙ ПРОКАТКИ БЕСШОВНЫХ ТРУБ | 1992 |
|
RU2097155C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ УДЛИНИТЕЛЬНОЙ ПРОКАТКИ | 2006 |
|
RU2373007C2 |
| Способ холодной пилигримовой прокатки профильных труб | 1989 |
|
SU1708454A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТУРНОГО ОПАЛУБОЧНОГО ПРОФИЛЯ | 2008 |
|
RU2368439C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ НА ОПРАВКЕ В СТАНЕ С ТРЕХВАЛКОВЫМИ КЛЕТЯМИ | 2004 |
|
RU2309015C1 |
| СПОСОБ УДЛИНИТЕЛЬНОЙ ПРОКАТКИ С ИСПОЛЬЗОВАНИЕМ СТАНА ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ТРУБ НА ОПРАВКЕ | 2006 |
|
RU2357815C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ПОЛОЖЕНИЙ ПРИ ПРОКАТКЕ ПРОКАТНЫХ ВАЛКОВ ТРЕХВАЛКОВОЙ КЛЕТИ СТАНА ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ТРУБ НА ОПРАВКЕ | 2004 |
|
RU2319564C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2483816C2 |
Изобретение относится к способу изготовления бесшовных стальных труб на стане непрерывной прокатки. Способ изготовления бесшовных стальных труб включает измерение толщины стенки по окружности бесшовной стальной трубы, прокатываемой в производственной линии, включающей непрерывный стан для прокатки бесшовных труб на оправке, в котором совокупность обжимных клетей с обжимными валками расположена сообразно разным направлениям обжатия, и сведение к минимуму отклонений по толщине на основе результатов указанных измерений, которое осуществляют путем регулирования отдельно и индивидуально положения обоих концов каждой оси обжимных валков, по меньшей мере, в последних обжимных клетях стана для прокатки бесшовных труб на оправке. Изобретение обеспечивает возможность исключения отклонений труб по толщине, увеличение производительности с получением более узких пределов допусков по габаритам. 2 табл., 13 ил.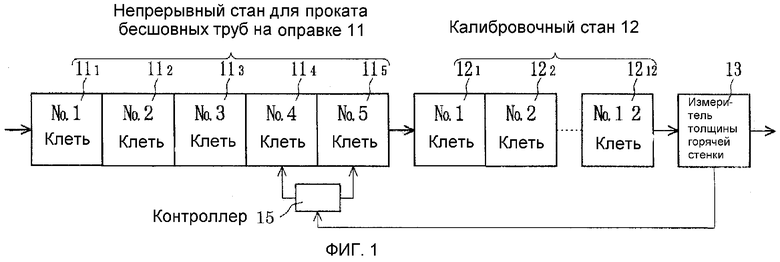
Способ изготовления бесшовных стальных труб, включающий измерение толщины стенки по окружности бесшовной стальной трубы, прокатываемой в производственной линии, включающей непрерывный стан для прокатки бесшовных труб на оправке, в котором совокупность обжимных клетей с обжимными валками расположена сообразно разным направлениям обжатия, и сведение к минимуму отклонений по толщине на основе результатов указанных измерений, отличающийся тем, что сведение к минимуму отклонений по толщине осуществляют путем регулирования отдельно и индивидуально положения обоих концов каждой оси обжимных валков, по меньшей мере, в последних обжимных клетях стана для прокатки бесшовных труб на оправке.
| JP 8071616 A, 19.03.1996 | |||
| JP 8071614 A, 19.03.1996 | |||
| JP 8071613 A, 05.12.1995 | |||
| Способ управления прокаткой труб в оправочном непрерывном стане | 1974 |
|
SU526401A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО ИЗДЕЛИЯ ИЗ МАССИВНОЙ КРУГЛОЙ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2165321C2 |

