Изобретение относится к обработке металлов давлением и может быть использовано при прокатке заготовки в черновых и промежуточных клетях сортовых и заготовочных станов.
Известен способ горячей прокатки сортовых профилей прямоугольного сечения, включающий деформацию полосы в валках с гладкой бочкой, регламентирующий отношение диаметра валков к высоте полосы на входе в валки, а также степень деформации полосы (Патент РФ №2074547, кл. В 21 В 1/12, опубл. 27.02.1997 г.).
Недостатком известного способа является низкое качество получаемого проката, обусловленное искажением формы его поперечного сечения на выходе из очага деформации, т.к. регламентируются только геометрические размеры полосы до и после прокатки, величина обжатия полосы, а также диаметр валков в зависимости от размеров заготовки. Однако в реальных промышленных условиях поперечное сечение прямоугольной полосы изначально имеет перекос, который регламентируется отношением длины максимальной диагонали (dmax) к длине минимальной диагонали (dmin). Данное отношение по нормативным документам (ТУ 14-1-5237, ТУ 14-1-2909 и др.) для прямоугольной полосы лежит в пределах 1,01-1,1. При задаче такой полосы в валки с гладкой бочкой на полосу действует сваливающий момент, вызванный ассиметрией приложения сил контактного давления (Р). Сваливающий момент, действующий на полосу на входе в очаг деформации, равен М=Р·а, где а - плечо сваливающего момента. Причем сваливающий момент увеличивается по длине очага деформации, т.к. увеличивается плечо сваливающего момента, вследствие чего перекос поперечного сечения готового проката получается большим, чем у исходной полосы.
Известен способ прокатки прутков или проволоки в валках с гладкой бочкой валков, согласно которому в процессе деформации осуществляют удерживание прокатываемой полосы в очаге деформации с помощью специальной валковой арматуры при заданном соотношении между диаметром валка и зазором между валками (Патент ФРГ №3224022, кл. В 21 В 1/08, опубл. 10.02. 1983 г.).
Недостатком известного технического решения является то, что в случае прокатки полосы с формой поперечного сечения, отличной от прямоугольной, например, в виде параллелограмма ее задают в валки прокатной клети таким образом, что верхняя и нижняя грани параллельны между собой и параллельны осям валков, а боковые грани (также параллельные между собой) расположены по отношению к осям валков под некоторым углом, отличным от 90°. Такое положение полосы приводит к потере ее устойчивости в очаге деформации и, в свою очередь, ведет к искажению формы поперечного сечения проката.
Наиболее близким аналогом заявляемого изобретения является способ бескалибровой прокатки сортовых профилей, включающий задачу в валки полосы с поперечным сечением, имеющим форму параллелограмма с отношением длины его максимальной диагонали (dmax) к длине минимальной диагонали (dmin), равным 1,01-1,1, деформацию полосы в валках с гладкой бочкой и одновременное удерживание боковых граней полосы в очаге деформации, при этом исходную заготовку задают в валки и удерживают боковые грани полосы в очаге деформации на всей его длине с помощью линеек вводной валковой арматуры (Кандауров Л.Е., Никифоров Б.А., Морозов А.А. и др. "Бескалибровая прокатка сортовых профилей", Магнитогорск, 1998 г.).
Признаки ближайшего аналога, совпадающие с существенными признаками предлагаемого изобретения, - задача в валки полосы с поперечным сечением, имеющим форму параллелограмма с отношением длины его максимальной диагонали к длине минимальной диагонали, равным 1,01-1,1, деформация полосы и одновременное удерживание боковых граней полосы в очаге деформации.
Недостатком известного способа является низкое качество готового проката, обусловленное перекосом его поперечного сечения. Данное обстоятельство объясняется тем, что при задаче в валки полосы с поперечным сечением, имеющим форму параллелограмма, верхняя и нижняя грани параллельны между собой и параллельны осям валков, а боковые грани, также параллельные между собой, расположены по отношению к осям валков под некоторым углом, отличным от 90°, на полосу действует сваливающий момент, вызванный ассиметрией приложения сил контактного давления. Причем сваливающий момент увеличивается по длине очага деформации и, несмотря на то, что боковые грани полосы удерживаются линейками валковой арматуры, исходный перекос сохраняется на готовом прокате. Кроме того, неравномерно распределенные нагрузки на валковую арматуру, возникающие за счет сваливающего момента, который увеличивается по длине очага деформации, приводят к неравномерному износу линеек арматуры. Неравномерный износ линеек, в свою очередь, приводит к еще большему перекосу полосы в очаге деформации, что снижает качество готового проката. Удерживание полосы на всей длине очага деформации значительно увеличивает металлоемкость и усложняет конструкцию валковой арматуры, что приводит к повышенным затратам на ее изготовление и эксплуатацию.
В основу изобретения поставлена задача усовершенствования способа горячей прокатки сортовых профилей путем оптимизации технологических параметров.
Ожидаемый технический результат - обеспечение устойчивости полосы за счет устранения действия сваливающего момента, что позволяет повысить качество готового проката при снижении затрат на его производство.
Технический результат достигается тем, что в способе горячей прокатки сортовых профилей, включающем задачу в валки полосы с поперечным сечением, имеющим форму параллелограмма с отношением длины его максимальной диагонали к длине минимальной диагонали, равным 1,01-1,1, деформацию полосы и одновременное удерживание боковых граней полосы в очаге деформации, по изобретению полосу в валки задают с ориентацией ее боковых граней ортогонально осям валков, а удерживание боковых граней осуществляют на длине от плоскости входа полосы в очаг деформации по направлению прокатки, определяемой выражением: S=k·L, где S - длина, на которой осуществляют удерживание полосы; L - длина очага деформации; k - коэффициент, равный 0,1-0,2 при 1,01≤dmax/dmin≤1,04 и 0,21-0,45 при 1,04<dmax/dmin≤1,1, где dmax - длина максимальной диагонали параллелограмма; dmin - длина минимальной диагонали параллелограмма.
Сущность технического решения заключается в том, что для получения готового проката высокого качества без перекоса поперечного сечения и для снижения затрат на его производство полосу в валки задают так, чтобы ее боковые грани были ортогональны осям валков, при этом удерживание полосы в таком положении, например, с помощью вводной проводковой арматуры от плоскости входа в валки по направлению прокатки необходимо на длине, меньшей длины очага деформации, т.к. сваливающий момент, действующий на полосу на входе в очаг деформации, возникающий за счет ассиметрии приложения сил контактного давления, уменьшается по длине очага деформации и перестает воздействовать на полосу после того, как полоса приобретает прямоугольную форму, т.е. плечо сваливающего момента становится равным нулю.
Предлагаемая эмпирическая зависимость для определения длины, на которой осуществляют удерживание полосы в очаге деформации, является рациональной для получения готового проката высокого качества, а также снижения металлоемкости и упрощения конструкции валковой арматуры.
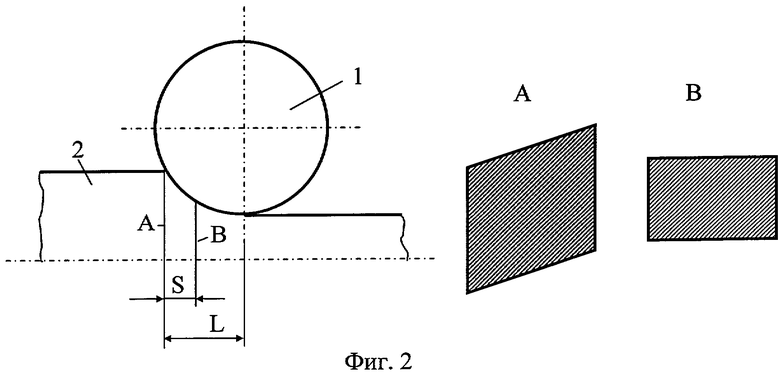
Реализация способа поясняется чертежами, где на фиг.1 - показано положение заготовки в момент задачи ее в валки; на фиг.2 - сечение заготовки перед входом в очаг деформации и после деформации.
Способ осуществляется следующим образом.
Перед задачей в валки 1 прокатной клети полосу 2 с поперечным сечением, имеющим форму параллелограмма с отношением длины его максимальной диагонали к длине минимальной диагонали, равным 1,01-1,1, поворачивают с помощью кантующего устройства таким образом, чтобы ее боковые грани были ортогональны осям валков. Далее полосу 2 в таком положении задают в валковую арматуру, которую вводят в зазор между валками для удерживания боковых граней полосы в очаге деформации. При этом удерживание линейками 3 валковой арматуры боковых граней полосы осуществляют на длине от плоскости (А) входа в очаг деформации по направлению прокатки до плоскости (В), определяемой выражением: S=k·L, где S - длина, на которой осуществляют удерживание полосы; L - длина очага деформации; k - коэффициент, равный 0,1-0,2 при 1,01≤dmax/dmin≤1,04 и 0,21-0,45 при 1,04<dmax/dmin≤1,1, где dmax - длина максимальной диагонали параллелограмма; dmin - длина минимальной диагонали параллелограмма. Длина, на которой осуществляют удерживание полосы, обусловлена тем, что в плоскости (А) - плоскость входа полосы в очаг деформации поперечное сечение полосы имеет форму параллелограмма, причем его боковые грани ориентированы ортогонально осям валков. Поскольку такое сечение не обладает естественной устойчивостью (сваливающий момент, действующий на полосу М=Р·а), на длине S требуется удерживание полосы линейками валковой арматуры. В плоскости (В), находящейся на расстоянии S от плоскости (А), поперечное сечение полосы имеет форму прямоугольника, обладающего естественной устойчивостью (сваливающий момент в данном сечении становится равным нулю, т.к. плечо сваливающего момента равно нулю), удерживание полосы не требуется.
Удерживание боковых граней полосы на длине от плоскости входа полосы в очаг деформации по направлению прокатки, меньшей 0,1·L при деформации полосы с отношением длины максимальной диагонали (dmax) параллелограмма к длине минимальной диагонали (dmin), лежащим в пределах 1,01-1,04, и на длине, меньшей 0,21-L, при деформации полосы с отношением длины максимальной диагонали (dmax) параллелограмма к длине минимальной диагонали (dmin), лежащим в пределах 1,04-1,1, происходит потеря устойчивости полосы в очаге деформации, приводящая к снижению качества готового проката.
Удерживание боковых граней полосы на длине от плоскости входа полосы в очаг деформации по направлению прокатки, большей 0,2·L при деформации полосы с отношением длины максимальной диагонали (dmax) параллелограмма к длине минимальной диагонали (dmin), лежащем в пределах 1,01-1,04, и на длине, большей 0,45-L, при деформации полосы с отношением длины максимальной диагонали (dmax) параллелограмма к длине минимальной диагонали (dmin), лежащим в пределах 1,04-1,1, не рационально, т.к. после прохождения полосы указанных отрезков не происходит потеря ее устойчивости.
Значения коэффициента k для полосы с поперечным сечением, имеющей форму параллелограмма с отношением длины его максимальной диагонали (dmax) к длине минимальной диагонали (dmin), равным 1,01-1,1, были определены экспериментальным путем.
Пример.
Опытную проверку заявляемого способа осуществляли в валках с гладкой бочкой диаметром 530 мм обжимной группы клетей, предназначенной для прокатки заготовок прямоугольного и квадратного сечений. Прокатке подвергали полосу из стали 70 длиной 7000 мм с размерами поперечного сечения 210×210 мм. По ТУ 14-1-5237 полоса с такими размерами может иметь поперечное сечение в виде параллелограмма. Отношение длины максимальной диагонали параллелограмма к длине минимальной диагонали в полосе, подвергаемой прокатке, изменялось от 1,08 до 1,1. Деформацию проводили с обжатием 50%.
Задачу полосы в валки с ориентацией ее боковых граней ортогонально осям валков и удерживание боковых граней полосы в очаге деформации осуществляли с помощью валковой арматуры с подпружиненными элементами линеек, которые вводили в очаг деформации на различную длину.
В качестве сравнительной была проведена прокатка по технологии ближайшего аналога. Технологические параметры предлагаемой и известной технологий и полученные результаты представлены в таблице.
Как видно из таблицы, лучшие показатели по качеству готового проката получены в вариантах №(1-3), (5-7), проведенных при соблюдении технологических параметров предлагаемого способа. Прокатка, проведенная по технологии ближайшего аналога (№4, 8), характеризуется низкими показателями качества готового проката и высокими затратами на изготовление валковой арматуры. Использование известного способа прокатки в обжимной группе клетей приводит к увеличению отсортировки готового проката до 1,0-1,5%, при этом затраты на производство и эксплуатацию валковой арматуры возрастают на 20-25% по сравнению с предлагаемым способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вводная проводковая арматура | 1990 |
|
SU1761327A1 |
| Способ прокатки профилей "на ребро" и устройство для его осуществления | 1986 |
|
SU1423196A1 |
| Проводковая арматура | 1986 |
|
SU1424897A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ПОЛОСОВЫХ ПРОФИЛЕЙ С ЦЕНТРАЛЬНО РАСПОЛОЖЕННЫМ ЖЕЛОБОМ | 1994 |
|
RU2062670C1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
| СПОСОБ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 2012 |
|
RU2492007C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ | 1992 |
|
RU2048224C1 |
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| Способ прокатки двутавровых профилей | 1990 |
|
SU1764722A1 |
| СПОСОБ ПЕРЕКАТКИ РЕЛЬСОВ | 2013 |
|
RU2509615C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при прокатке заготовки в черновых и промежуточных клетях сортовых и заготовочных станов. Задача изобретения - оптимизация технологических параметров способа. Способ включает задачу в валки полосы с поперечным сечением, имеющим форму параллелограмма с отношением длины его максимальной диагонали к длине минимальной диагонали, равным 1,01-1,1, деформацию с удерживанием боковых граней полосы в очаге деформации. В сответствии с изобретением полосу задают, ориентируя ее боковые грани ортогонально осям валков. Удерживание ее боковых граней осуществляют на длине от плоскости входа полосы в очаг деформации по направлению прокатки, определяемой выражением: S=k·L, где S - длина, на которой осуществляют удерживание полосы; L - длина очага деформации; k - коэффициент, равный 0,1-0,2 при 1,01 ≤ dmax/dmin ≤1,04 и 0,21-0,45 при 1,04 ≤dmax/dmin ≤1,1, где dmax - длина максимальной диагонали параллелограмма; dmin - длина минимальной диагонали параллелограмма. Изобретение обеспечивает повышение устойчивости полосы, что позволяет повысить качество готового проката при снижении затрат на его производство. 2 ил., 1 табл.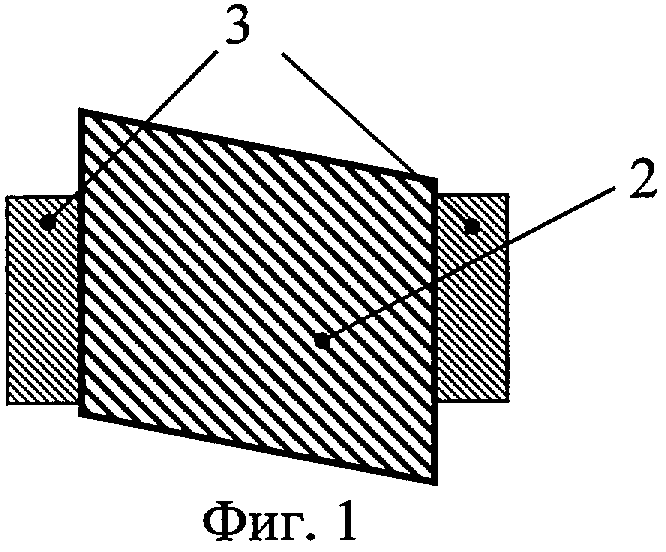
Способ горячей прокатки сортовых профилей, включающий задачу в валки полосы с поперечным сечением, имеющим форму параллелограмма с отношением длины его максимальной диагонали к длине минимальной диагонали, равным 1,01-1,1, деформацию полосы и одновременное удерживание боковых граней полосы в очаге деформации, отличающийся тем, что полосу в валки задают с ориентацией ее боковых граней ортогонально осям валков, а удерживание боковых граней осуществляют на длине от плоскости входа полосы в очаг деформации по направлению прокатки, определяемой выражением S=k·L, где S - длина, на которой осуществляют удерживание полосы; L - длина очага деформации; k - коэффициент, равный 0,1-0,2 при 1,01≤dmax/dmin≤1,04 и 0,21-0,45 при 1,04≤dmax/dmin≤1,1, где dmax - длина максимальной диагонали параллелограмма; dmin - длина минимальной диагонали параллелограмма.
| КАНДАУРОВ Л.Е | |||
| и др | |||
| «Бескалибровая прокатка сортовых профилей», Магнитогорск, 1998, с.30.SU 1556777 A1, 15.04.1990.SU 1324695 A1, 23.07.1987.DE 3224022 A, 10.02.1983. |

