Изобретение относится к прокатному производству, конкретно к клетям с валковой арматурой для производства проката прямоугольного сечения в валках без калибров.
Целью изобретения является повышение качества полосы за счет обеспечения ее устойчивости.
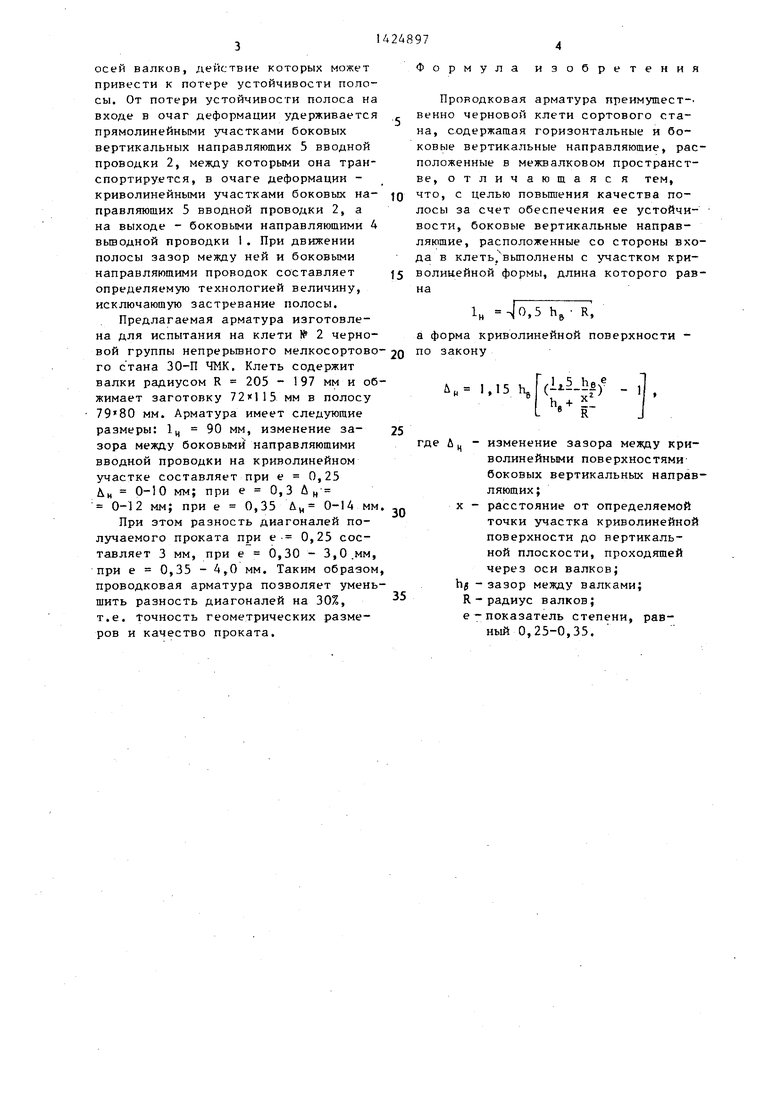
На фиг, 1 изображена проводковая арматура, вид сбоку; на фиг. 2 - то же 5 вид сверху,
Проводковая арматура содержит выводную 1 и вводную 2 проводки, состыкованные в зазоре двух гладких вал- ков 3 и плоскостей осей валков 3, Вводная 2 и вьшодная 1 проводки содержат боковые вертикальные направляющие 4 и 5, причем боковые вертикальные направляющие 5 вводной про- водки 2 имеют криволинейные участки от мест стыка, выполненные по следующему закону:
Л, 1,15 hj( - ll, (1) I e- 1где uj - изменение зазора между криволинейными поверхностями боковых направляющих вводно проводки;
X - расстояние от определяемой точки участка криволинейной поверхности до вертикальной плоскости, проходящей через оси валков; h - зазор между валками; R - радиус валков; е - показатель, равный 0,250,35,
Длина кривблинейных участков определяется .
IM 4о,5 hgR ,(2)
При прокатке одновременно с вытяжкой происходит уширение полосы, причем ширина полосы по длине очага деформации распределяется по закону
b Ч(Ь),
(3)
bg, h(, h
ширина и высота исходной заготовки; текущая высота заготовки в очаге деформации, которая определяется по (4); k - показатель уширения;
h h, . |- . (4)
Длина очага деформации определяется
1 л|(Ьо-1.
(5)
Учитывая, что прокатка в гладлких валках черновой сортовой клети характеризуется вполне определенным диапазоном соотношений размеров полосы и ориентируясь на максимальную производительность, можно принять следующие соотношения:
i. ° 1 4. 7
U - и
ho ii
ho b
b, h
L o L ,,Д; k 0,23-0,35.
Тогда с учетом выражений (3) и (5), принимая, что кривизна боковых направляющих должна соответствовать кривизне боковой поверхности полосы в очаге деформации, получаем выражения (1) и (2), При этом длина криволинейного участка .« не меньше длины возможного очага деформации. То, что боковые направляющие вводной- проводки имеют от мест стыка криволинейные участки, выполненные по закону
1,15
.1,5
(.,. I -
х
0
5
0
где е 0,25-0,35,
и длиной 1 ,3 hgR, позволяет учитывать уширение полосы и удерживать полосу проводкой не только на входе в очаг деформации, но и в самом очаге деформации за счет уменьшения зазора меяду полосой и боковыми направляющими вводной проводки на величину уширения полосы, что устраняет сваливание и повышает качество.
При выборе е менее 0,25 может наблюдаться застревание полосы в проводках, а при е более 0,35 происходит сваливание,
Проводковая арматура работает следующим образом.
Гладкие цилиндрические валки 3, вращаясь, деформир уют прямоугольную заготовку, которая, обжимаясь между валками, удлиняется и уширяется. Под действием различных факторов (неравномерный нагрев, неравномерный химсостав, предварительное нарушение геометрии сечения полосы и прочие) появляются силы, создающие в полосе опрокидьшающий момент в плоскости
осей валков, действие которых может привести к потере устойчивости полосы. От потери устойчивости полоса на входе в очаг деформации удерживается прямолинейными участками боковых вертикальных направляютих 5 вводной проводки 2, между которыми она транспортируется, в очаге деформации - криволинейными участками боковых на- правляюших 5 вводной проводки 2, а на выходе - боковыми направляющими 4 вьшодной проводки 1. При движении полосы зазор между ней и боковыми направляющими проводок составляет определяемую технологией величину, исключающую застревание полосы.
Предлагаемая арматура изготовлена для испытания на клети № 2 черновой группы непрерьшного мелкосортово го стана 30-П ЧМК. Клеть содержит валки радиусом R 205 - 197 мм и обжимает заготовку 72 П5 мм в полосу 7980 мм. Арматура имеет следующие
рмула
изобретения
Прородковая арматура преимущест-. венно черновой клети сортового стана, содержащая горизонтальные и боковые вертикальные направляющие, расположенные в межвалковом пространстве, отличающаяся тем, что, с целью повышения качества полосы за счет обеспечения ее устойчивости, боковые вертикальные направляющие, расположенные со стороны входа в клеть.выполнены с участком криволинейной формы, длина которого равна
по
Н 1 - 6 R
а форма криволинейной поверхности закону
&, 1,15 h, (
h, + f: L R
- 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Вводная проводковая арматура | 1990 |
|
SU1761327A1 |
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| Способ прокатки профилей "на ребро" и устройство для его осуществления | 1986 |
|
SU1423196A1 |
| Стан для изготовления геликоидных спиралей шнека | 1976 |
|
SU678777A2 |
| СПОСОБ ПРОКАТКИ ПРУТКОВ И ПРОВОЛОКИ НА РЕВЕРСИВНЫХ СТАНАХ И СИСТЕМА ПРОВОДКОВОЙ АРМАТУРЫ ПРОКАТНЫХ КЛЕТЕЙ | 1992 |
|
RU2105619C1 |
| Стан для изготовления профилей высокой жесткости | 1982 |
|
SU1042840A1 |
| Способ прокатки двутавровых профилей | 1990 |
|
SU1764722A1 |
| Вводная арматура прокатной клети с коническими валками | 1981 |
|
SU939151A1 |
| Способ прокатки трапециевидных профилей | 1987 |
|
SU1509141A1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ | 1992 |
|
RU2048224C1 |
Изобретение относится к прокатному производству, конкретно к прй- валковой арматуре для обеспечения производства проката прямоугольного сечения в валках без калибров. Целью изобретения является повышение качества полосы за счет повышения ее устойчивости. Проводковая ар ., 0,5 ha R, по закону UH матура включает вьшодную и вводную проводки, расположенные в зазоре гладких валков 3 и имеющие боковые вертикальные направляющие 4 и 5, причем боковые вертикальные направляющие 5 вводной проводки имеют криволинейные участки. Последние вьтолнены с учетом уширения полосы во время прокатки, их длина определяется из выражения 1, а их кривизна - ... , ., , .1,15 h, h,/(hg + xVR)f- l, где u - изменение зазора между криволинейными поверхностями боковых вертикальных направляющих; х - расстояние от определяемой точки участка криволинейной поверхности до вертикальной плоскости, проходящей через оси валков; h - зазор между валками; R - .радиус валков;.е - показатель степени, равный 0,25-0,35, 2 ил. с ) 
размеры: 1ц 90 мм, изменение зазора между боковыми направляющими вводной проводки на криволинейном участке составляет при е 0,25 АН 0-10 мм; при е 0,3 &„ 0-12 мм; при е 0,35 й„ 0-14 мм.
При этом разность диагоналей получаемого проката при е 0,25 сос- тг1вляет 3 мм, при е 0,30 - 3,0.мм, при е 0,35 - 4,0 мм. Таким образом, проводковая арматура позволяет уменьшить разность диагоналей на 30%, т.е. Точность геометрических размеров и качество проката.
где йц - изменение зазора между криволинейными поверхностями боковых вертикальных направляющих;
X - расстояние от определяемой точки участка криволинейной поверхности до вертикальной плоскости, проходяшей через оси валков; hg - зазор между валками; R - радиус валков; е - показатель степени, равный 0,25-0,35.
Редактор И, Шулла
Составитель В, Васильева
Техред л. Олийнык- Корректор В. Гирняк
Заказ 47 14/8
Тираж 467
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 13035, Москва, Ж-35, Раушская наб., д.- 4/5
43
Г
U.
«о
Подписное
| Целиков А.И., Смирнов В.В | |||
| Прокатные станы | |||
| - Металлургиздат, 1958, с | |||
| Ребристый каток | 1922 |
|
SU121A1 |
| Патент СИЛ № 4428217, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
