Предлагаемое изобретение относится к упаковочному оборудованию и может быть использовано преимущественно в рыбоконсервных и пресервных производствах для укладки банок в ящики и на поддоны.
Известно устройство для укладки штучных предметов (авт.св. СССР №501015, опубл. в БИ, 1976. - №4), содержащее питатель предметов, укрепленный на горизонтальном валу ротор с радиальными захватами, кинематически связанными с валом ротора, и привод.
Основным недостатком данного устройства является невысокая производительность из-за ударов, возникающих в моменты начала и конца движения захватов относительно ротора и снижающих надежность и частоту повторения рабочих циклов. Объясняется это тем, что, поскольку «откидывание» захвата и последующее возвращение его в рабочее положение (прямой и обратный ход) выполняются при постоянной скорости, в моменты начала движения, т.е. дважды, скорость захвата мгновенно возрастает от нуля до постоянного ее значения, а в моменты конца движения, опять же дважды, мгновенно падает от постоянного значения до нуля. Из этого следует, что в четырех точках интервала движения захвата относительно ротора имеет место мгновенное изменение скорости, результатом которого являются жесткие удары. Удары снижают надежность работы устройства, что уменьшает его производительность из-за внецикловых простоев в работе.
Известно также устройство для групповой укладки изделий, содержащее установленный на горизонтальном валу ротор, дополнительные валы, смонтированные на роторе параллельно его валу и снабженные приводом периодического вращения, кулачково-рычажные механизмы, ведущие кулачки которых жестко закреплены на соответствующих дополнительных валах, а выходные звенья выполнены с возможностью сложного движения в плоскости, перпендикулярной продольной оси вала ротора, захваты, кинематически связанные с валом ротора посредством дополнительных валов и кулачково-рычажных механизмов и жестко закрепленные на выходных звеньях механизмов (патент РФ №2142391, опубл. в БИ, 1999. - №34 - прототип). Данное устройство является средством того же назначения, что и предлагаемое изобретение.
Основным недостатком прототипа является сложность структуры кинематической цепи кулачково-рычажных механизмов для кинематической связи захватов с валом ротора. Каждый такой механизм содержит четыре подвижных звена (кулачок, толкатель, выходное звено-шатун, поворотная направляющая-камень для шатуна), пять низших кинематических пар и одну высшую пару. Сложность кинематической цепи захватов негативно сказывается на частоте повторения рабочих циклов и точности укладки изделий. Большое число подвижных звеньев, как известно, не способствует повышению скорости их движения, а наличие зазоров в кинематических парах снижает точность работы устройства из-за ошибок в положениях и перемещениях звеньев. Кроме того, большое число подвижных звеньев и пар трения приводит к увеличению энергозатрат на процесс укладки изделий.
Задачей настоящего изобретения является упрощение конструкции, повышение производительности и уменьшение энергозатрат на реализацию процесса.
Решение поставленной задачи достигается тем, что машина для послойной укладки изделий в тару, содержащая укрепленный на горизонтальном валу ротор с радиально расположенными спицами, дополнительные валы, смонтированные на роторе параллельно его валу, каждый из которых шарнирно связан с соответствующими спицами и снабжен приводом периодического возвратно-поворотного движения, и радиально расположенные захваты, кинематически связанные с валом ротора, снабжена профильным копиром, привод каждого дополнительного вала содержит силовой упругий элемент в виде пружины кручения, жестко закрепленное на дополнительном валу коромысло для взаимодействия с упомянутым профильным копиром и замыкатель для фиксирования дополнительного вала относительно ротора, при этом замыкатель содержит стержень, жестко закрепленный на дополнительном валу перпендикулярно оси вала, расположенный параллельно валу ротора толкатель для взаимодействия с упомянутым стержнем и дополнительный профильный копир для взаимодействия с толкателем.
Кинематическая связь каждого захвата с валом ротора включает соответствующий дополнительный вал и привод его возвратно-поворотного движения, при этом захват жестко закреплен на дополнительном валу посредством фигурного стержня.
Профильный копир выполнен в виде плоского кулачка, рабочий профиль которого включает три участка: участок увеличивающегося радиус-вектора кулачка; участок постоянного радиус-вектора; участок уменьшающегося радиус-вектора, при этом профильный копир закреплен на неподвижном основании, причем закрепление копира выполнено разъемным.
Силовой упругий элемент в приводе каждого дополнительного вала, выполненный в виде пружины кручения, смонтирован в концевой части дополнительного вала, соосно продольной оси последнего, при этом один конец пружины закреплен на дополнительном валу, другой - на спице.
Коромысло каждого дополнительного вала снабжено роликом для сопряжения с профильным копиром, при этом ролик смонтирован на свободном конце коромысла.
Толкатель замыкателя в приводе каждого дополнительного вала смонтирован в концевой части спицы перпендикулярно продольной оси последней, при этом он выполнен подпружиненным и снабжен роликом для взаимодействия с дополнительным профильным копиром.
Дополнительный профильный копир жестко закреплен на неподвижной стойке, при этом закрепление копира выполнено разъемным.
Рабочая поверхность стержня замыкателя гуммирована резиной.
Заявляемая машина отличается от прототипа сочетанием конструктивных элементов и характером связи между ними. Эти отличия обеспечивают упрощение конструкции, уменьшение энергозатрат на реализацию процесса и повышение производительности.
Выполнение привода каждого из дополнительных валов состоящим из профильного копира, силового упругого элемента в виде пружины кручения и замыкателя для запирания дополнительного вала в фиксированном (рабочем) положении позволяет значительно уменьшить нагрузку от сил трения в интервале движения захвата с изделиями от питателя до стола для тары. Это обеспечивается тем, что в упомянутом интервале движения дополнительный вал, несущий захват с изделиями, жестко фиксируется на соответствующих спицах ротора, при этом отсутствует какое-либо относительное движение сопрягаемых элементов кинематических пар, чем исключается генерирование сил трения.
Жесткое закрепление каждого захвата на соответствующем дополнительном валу значительно упрощает конструкцию, поскольку при этом в отличие от прототипа нет подвижных звеньев и кинематических пар между захватом и дополнительным валом. Применение фигурного стержня для жесткого закрепления захвата на дополнительном валу исключает возможность контакта захвата со стенками ящика при укладке первых слоев изделий, когда захват с изделиями опускается на глубину ящика.
Выполнение рабочего профиля копира состоящим из трех участков соответствует трем периодам движения захвата относительно ротора. На участке увеличивающегося радиус-вектора кулачка дополнительный вал с захватом совершает поворотное движение в направлении, противоположном вращению ротора, при этом захват выходит из ящика, выполняется так называемое «откидывание» захвата. На участке постоянного радиус-вектора кулачка захват, находясь в откинутом положении, занимает относительно ротора фиксированное положение, которое необходимо для свободного прохода захвата мимо стола для тары. На участке уменьшающегося радиус-вектора кулачка дополнительный вал с захватом совершает поворотное движение в направлении вращения ротора, при этом захват до подхода к питателю изделий возвращается в радиальное, т.е. начальное положение. Разъемное закрепление профильного копира на неподвижном основании позволяет оперативно решать задачу установки, наладки и регулировки профиля на взаимодействие с роликом коромысла дополнительного вала.
Силовой упругий элемент в виде пружины кручения в составе привода каждого дополнительного вала выполняет две функции: обеспечивает фиксированное положение дополнительного вала относительно ротора при перемещении захвата с изделиями от питателя к ящику; обеспечивает возвращение дополнительного вала в исходное положение после выстоя захвата в «откинутом» положении.
Коромысло выполняет функцию рычага поворота дополнительного вала на угол «откидывания» захвата после укладки слоя изделий в ящик. Коромысло выполнено в виде стержня, расположенного перпендикулярно оси дополнительного вала и жестко закрепленного на последнем. Наличие ролика на свободном конце коромысла уменьшает силу трения при взаимодействии коромысла с профилем копира (трение скольжения заменяется трением качения).
Толкатель является исполнительным органом замыкателя, обеспечивающим «растормаживание» дополнительного вала в момент начала его поворота после укладки слоя изделий в ящик и фиксирование вала на роторе после возвращения захвата в исходное (радиальное) положение. Выполнение толкателя подпружиненным является наиболее простым и технологичным решением.
Дополнительный профильный копир обеспечивает функционирование толкателя при взаимодействии его ролика с рабочим профилем копира. Разъемное закрепление дополнительного профильного копира на неподвижной стойке обеспечивает возможность его регулировки и наладки.
Гуммирование рабочей поверхности стержня замыкателя снижает звуковой эффект при работе замыкателя.
Обоснование преимуществ заявляемой машины показывает, что упрощение конструкции, повышение производительности и снижение энергозатрат на процесс укладки изделий в тару достигается в результате значительного упрощения приводов дополнительных валов, поворотное движение которых в предлагаемой машине обеспечивается посредством силового упругого элемента в виде пружины кручения, а захваты для изделий жестко закреплены на дополнительных валах, синхронно имитируя поворотное движение последних.
Предлагаемая машина для послойной укладки изделий в тару поясняется чертежами.
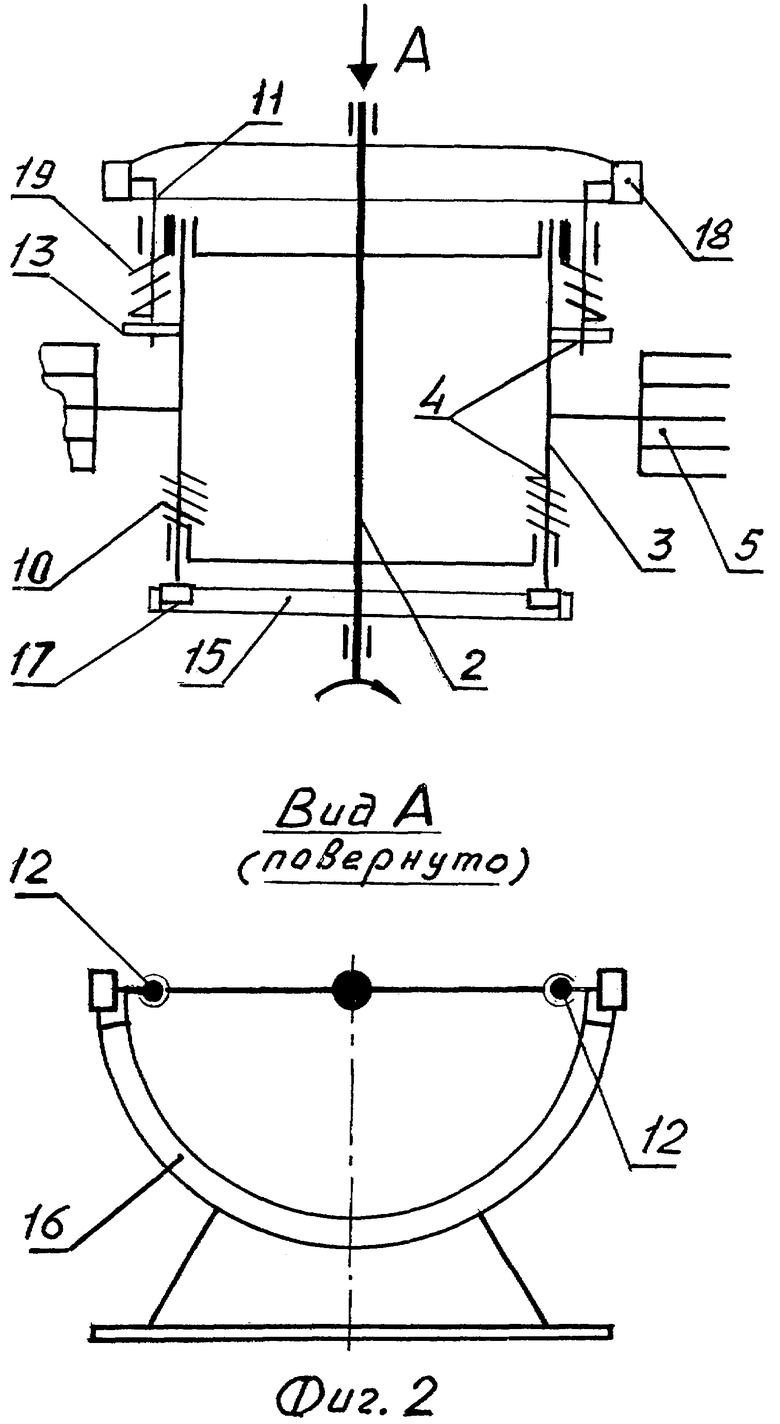
На фиг.1 изображена схема технологического процесса укладки, реализуемого одним захватом за период одного оборота ротора; на фиг.2 - кинематическая схема машины.
Машина содержит ротор 1, укрепленный на горизонтальном валу 2, дополнительные валы 3, смонтированные на роторе параллельно его валу, каждый из которых снабжен приводом 4 прерывистого возвратно-поворотного движения, захваты 5, жестко закрепленные на дополнительных валах, питатель 6 изделий, опору 7 для тары и привод 8 ротора.
На валу ротора жестко закреплены радиально расположенные спицы 9, каждый дополнительный вал 3 шарнирно связан с двумя из упомянутых спиц. Привод 4 прерывистого движения каждого из дополнительных валов содержит силовой упругий элемент 10 в виде пружины кручения, замыкатель 11 с подпружиненным толкателем 12, стержнем 13 для взаимодействия с толкателем и коромыслом 14. Пружина 10 смонтирована в концевой части дополнительного вала соосно его оси, один ее конец жестко закреплен на дополнительном валу, другой - на соответствующей спице, толкатель 12 смонтирован в концевой части спицы перпендикулярно ее оси, стержень 13 и коромысло 14 жестко закреплены на противоположных концах дополнительного вала радиально его оси.
Общими элементами приводов дополнительных валов являются профильный копир 15 и дополнительный профильный копир 16 для взаимодействия соответственно с коромыслом 14 и толкателем 12 привода каждого из дополнительных валов. Коромысло и толкатель снабжены роликами соответственно 17 и 18. Толкатель 12 замыкателя 11 снабжен пружиной 19, обеспечивающей взаимодействие толкателя и стержня 13 при фиксировании дополнительного вала относительно ротора. Рабочий профиль копира 15 имеет три сопряженных участка (фиг.1). Участок «ab» служит для генерирования поворота дополнительного вала в направлении, противоположном вращению ротора после укладки слоя изделий в ящик, участок «bc» - для выстоя вала после поворота его на угол «откидывания» захвата, участок «cd» - для поворота дополнительного вала в исходное положение.
Захват 5 выполнен в виде вилки, связанной с дополнительным валом посредством фигурного стержня 20. Основание вилки закреплено на концевом элементе 21 стержня под прямым углом. Пальцы захвата расположены относительно элемента 21 под прямым углом. Расположение фигурного стержня 20 на дополнительном валу таково, что пальцы в рабочем положении захвата направлены нормально поверхности ротора.
Пальцы захватов 5 и их стержни 20 выполнены трубчатыми из материала с малой массовой плотностью, полости пальцев и стержней 20 каждого захвата сообщаются между собой. Пальцы захватов снабжены вакуум-присосами, выполненными из эластичного материала. Полости пальцев связаны с источником вакуума через пустотелый стержень 20 посредством гибкого шланга (между стержнем 20 и спицей 9), герметичной трубки, закрепленной скобами на спице 9 и валу 2 ротора, и дискового вакуумного коллектора, смонтированного на свободном конце вала ротора.
Питатель 6 выполнен типовым, он состоит из накопителя, формирователя и ворошителя изделий. Накопитель изделий выполнен в виде прямоугольного стола с полированной плоской рабочей поверхностью, укрепленного с наклоном в сторону формирователя слоя изделий. Стол закреплен с возможностью регулирования его высоты при помощи винтовых муфт. Формирователь слоя изделий выполнен в виде вилки, основание которой состыковано с накопителем и закреплено на его раме. Каждый палец формирователя состоит из двух перпендикулярно расположенных одна относительно другой направляющих, горизонтальной и вертикальной. Рабочие поверхности горизонтальных направляющих всех пальцев формирователя расположены в одной плоскости, нормальной поверхности ротора, причем в теле горизонтальных направляющих выполнены сквозные фигурные вырезы для прохода вакуум-присосов, смонтированных на пальцах захватов. Формирователь укреплен с возможностью установки его на различной высоте по нормали относительно поверхности ротора 1. Для этого вилка выполнена поворотной относительно оси крепления ее на раме накопителя, а стыковка пальцев формирователя с накопителем изделий выполнена подвижной в направлении от накопителя к ротору, и наоборот. Каждая пара соседних пальцев формирователя образует «ручей» для изделий. На концах пальцев формирователя укреплены фигурные упоры для изделий (по два упора на каждый «ручей»).
Длины рабочих участков профилей копиров 15 и 16 соответствуют одинаковому дуговому пути ротора, рабочие профили копиров совмещены в периоде кинематического цикла ротора, т.е. моменты начала и окончания взаимодействия роликов 17 и 18 соответственно с профилями копиров 15 и 16 совпадают по времени. Копиры 15 и 16 занимают фиксированное положение относительно ротора, их закрепление выполнено разъемным. Рабочая поверхность стержня 13 замыкателя 11 выполнена гуммированной для уменьшения звукового эффекта.
Один из упоров в каждом «ручье» формирователя слоя изделий снабжен датчиком наличия изделий, при этом все датчики соединены последовательно и сблокированы системой автоматического управления с приводом 8 ротора для подвода захвата 5 к формирователю только при наличии в «ручьях» последнего полного комплекта изделий. Для исключения остановки ротора в период после захвата изделий вакуум-присосами и снятия их с формирователя до окончания формирования нового слоя изделий предусмотрен конечный выключатель. Последний вмонтирован в стакан, жестко закрепленный на одном из пальцев формирователя. Нормально замкнутые контакты конечного выключателя соединены параллельно с контактами датчиков наличия изделий.
Ворошитель изделий состоит из двух параллельных реек, расположенных вдоль боковых кромок накопителя. Рейки являются выходным звеном центрального кривошипно-коромыслового механизма. Возвратно-поворотное движение реек, воздействующих на изделия, способствует входу изделий в «ручьи» формирователя. Для обеспечения остановки ротора 1 при работающем электродвигателе привода 8 последний снабжен электромагнитной муфтой. В цилиндрической стенке ротора 1 имеются сквозные фигурные вырезы, через которые проходят захваты 5 при «откидывании», т.е. при выполнении ими поворотного движения после укладки изделий в тару.
Опора 7 для тары представляет собой стол, выполненный с возможностью шагового подъемно-опускного движения посредством пневмоцилиндра, расположенного ниже крышки упомянутого стола.
Машина для послойной укладки изделий в тару работает следующим образом.
Включается в работу транспортер подачи изделий на накопитель, на опору 7 для тары подается пустой ящик. После образования полного комплекта изделий на формирователе включается в работу привод 8, обеспечивающий вращение ротора 1 с захватами 5 с постоянной скоростью. Пальцы захватов 5, проходя между пальцами формирователя, захватывают вакуум-присосами изделия, находящиеся в «ручьях» формирователя, и переносят их в позицию укладки (поз.а), б) на фиг.1). Надежность снятия изделий с формирователя и переноса их в ящик обеспечивается тем, что «схват» изделий вакуум-присосами выполняется снизу с последующим движением слоя изделий вверх по дугообразной траектории, при этом масса изделий способствует их «схвату» вакуум-присосами. В интервале дугового перемещения захвата с изделиями от позиции формирования слоя до позиции укладки (поворот ротора на 180°) пружина 10 поджимает стержень 13 дополнительного вала к толкателю 12 замыкателя 11. Это исключает возможность поворота дополнительного вала относительно его продольной оси, т.е. относительно ротора. В результате, в упомянутом интервале движения пальцы захвата с изделиями сохраняют положение, нормальное поверхности ротора. Таким образом, в интервале рабочего хода захват с изделиями занимает фиксированное положение относительно ротора, которое обеспечивается посредством замыкателя 11, т.е. без относительного движения в шарнирах дополнительного вала со спицами. Это исключает возникновение сил трения в упомянутых шарнирах.
После поворота ротора на 180° захват с изделиями оказывается в ящике, при этом разрежение в вакуум-присосах сменяется атмосферным давлением, и изделия устанавливаются на дно ящика или на расположенный ниже слой изделий, уже находящихся в ящике. По завершении рабочего хода ролики 17 и 18 коромысла 14 и толкателя 12 начинают взаимодействовать с рабочими профилями копиров соответственно 15 и 16, в результате толкатель 12 выходит из сопряжения со стержнем 13 и перестает запирать дополнительный вал с захватом в фиксированном относительно ротора положении. При взаимодействии ролика 17 с профилем копира 15 коромысло 14 сообщает дополнительному валу с захватом сложное движение (поз.в), г), д) на фиг.1).
Сопряжение ролика 17 с участком «ab» профиля генерирует поворот дополнительного вала в направлении, противоположном вращению ротора, при этом захват выходит из ящика без контакта с боковинами последнего; сопряжению ролика с участком «bc» соответствует фиксированное положение вала после его поворота, т.е. движение захвата в «откинутом» положении вместе с ротором, при этом захват свободно проходит мимо опоры 7 для тары; сопряжение ролика с участком «cd» профиля генерирует поворот дополнительного вала после его выстоя в направлении, соответствующем направлению вращения ротора, при этом захват возвращается в исходное для работы положение до подхода к формирователю питателя.
При взаимодействии ролика 17 с участком «cd» копира 15 коромысло 14 обеспечивает поворот дополнительного вала и соответствующее закручивание пружины 10. По окончании взаимодействия роликов 17 и 18 с копирами 15 и 16 толкатель 12 под действием пружины 19 занимает рабочее положение, при этом, взаимодействуя со стержнем 13, он запирает дополнительный вал с захватом в исходном для работы положении.
При подходе захвата 5 к формирователю он основанием вилки нажимает на конечный выключатель, вмонтированный в стакан, закрепленный на конце одного из пальцев формирователя, и размыкает его контакты. Если при этом формирователь заполнен изделиями, ротор 1 продолжает вращение. Если же слой изделий не сформирован, ротор посредством электромагнитной муфты останавливается при работающем электродвигателе привода. По окончании формирования слоя изделий на формирователе контакты датчиков наличия изделий замыкаются и ротор автоматически включается в работу. Другие захваты машины работают аналогичным образом со смещением во времени цикла, обеспечивая послойную укладку штучных изделий в тару.
После укладки слоя изделий в ящик стол опоры 7 для тары опускает ящик на расстояние, равное высоте слоя изделий. При холостом ходе захвата (при «откидывании» захвата) он проходит сквозной фигурный вырез в стенке ротора, не взаимодействуя с цилиндрической стенкой ротора. После наполнения ящика последний выводится из машины, сигнализируя о подаче на стол опоры 7 пустого ящика.
Выполнение привода периодического возвратно-поворотного движения каждого из дополнительных валов с закрепленным на нем захватом в виде силового упругого элемента и замыкателя для фиксирования дополнительного вала относительно ротора с общим для всех приводов профильными копирами дает возможность упростить конструкцию машины, повысить ее производительность и уменьшить энергозатраты на укладку изделий в тару.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТАРУ | 2006 |
|
RU2303560C1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТАРУ | 2006 |
|
RU2313478C1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ УКЛАДКИ ПРЕДМЕТОВ | 2001 |
|
RU2220888C2 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ | 2003 |
|
RU2248313C1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ УКЛАДКИ ИЗДЕЛИЙ | 1996 |
|
RU2142391C1 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТАРУ | 2008 |
|
RU2375271C1 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ШТУЧНЫХ ПРЕДМЕТОВ | 1996 |
|
RU2146213C1 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ | 1998 |
|
RU2151087C1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 1993 |
|
RU2091276C1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ УКЛАДКИ ПРЕДМЕТОВ В ТАРУ | 1994 |
|
RU2091277C1 |
Изобретение относится к упаковочному оборудованию. Машина для послойной укладки изделий содержит установленный на валу ротор, дополнительные валы, смонтированные на роторе параллельно его валу, каждый из которых снабжен приводом прерывистого возвратно-поворотного движения, захваты, жестко закрепленные на дополнительных валах, питатель изделий, опору для тары и привод ротора. Привод каждого дополнительного вала содержит силовой упругий элемент, замыкатель для фиксирования дополнительного вала относительно ротора. Приводы всех дополнительных валов имеют общие профильные копиры для взаимодействия с дополнительными валами посредством коромысла и стержня, закрепленных на каждом дополнительном валу. Взаимодействие коромысла с профильным копиром генерирует поворотное движение дополнительного вала в направлении, противоположном направлению вращения ротора. Рабочий профиль упомянутого копира состоит из трех сопряженных участков, соответствующих «откидыванию» захвата после укладки изделий в ящик, выстою захвата после «откидывания» и возвращению в рабочее положение. Машина отличается простотой конструкции, повышенной производительностью, малыми энергозатратами на укладку. 7 з.п. ф-лы, 2 ил.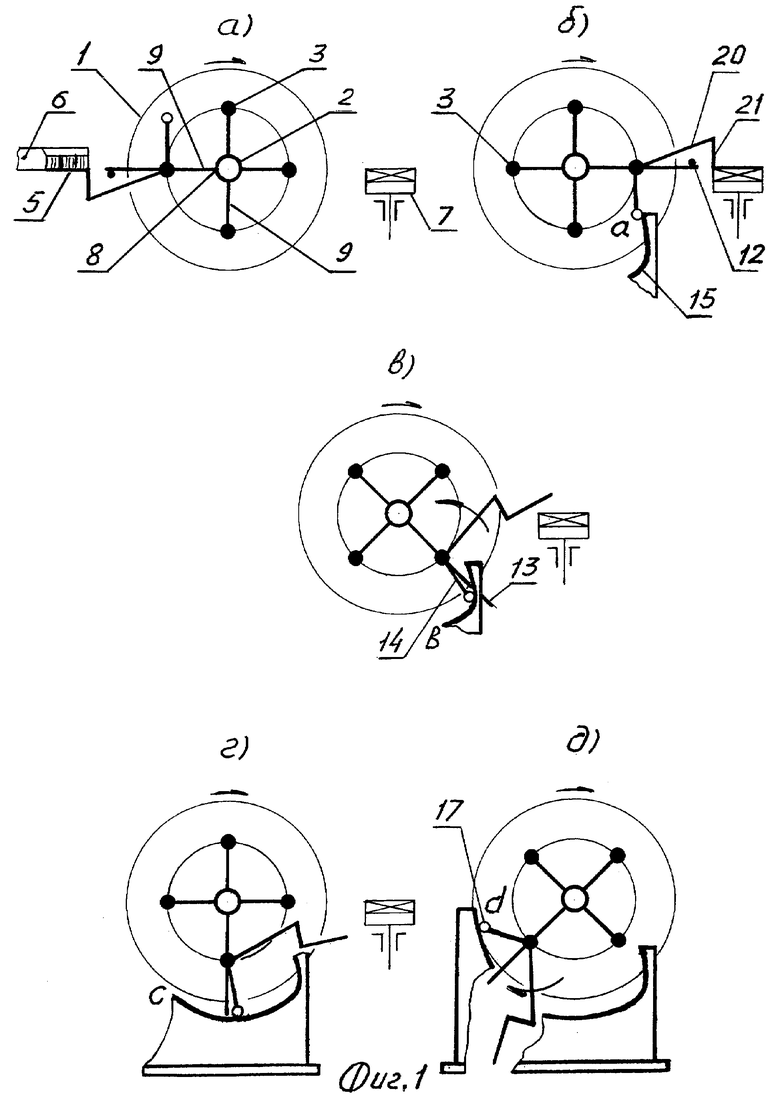
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ УКЛАДКИ ИЗДЕЛИЙ | 1996 |
|
RU2142391C1 |
| МАШИНА ДЛЯ УКЛАДКИ В ТАРУ ИЗДЕЛИЙ УДЛИНЕННОЙ ФОРМЫ | 2001 |
|
RU2176973C1 |
| Устройство для укладки изделий в ящики | 1981 |
|
SU1221064A1 |
| GB 1454036 А, 27.10.1976. | |||

