Изобретение относится к упаковочному оборудованию и может быть использовано в линиях производства консервов и пресервов для групповой укладки банков в ящики и на поддоны.
Известно устройство, содержащее питатель изделий, укрепленный на горизонтальном валу ротор с радиальными захватами, кинематически связанный с валом ротора посредством дополнительных валов, и опору для тары [1]. К основным недостаткам данного устройства относится ненадежность в работе. Объясняется этом тем, что на границах интервалов откидывания захватов и возвращения их в рабочее положение (т.е. в моменты начала и окончания поворота захватов относительно осей дополнительных валов) возникают удары. Кроме того, в интервале возвращения захватов в рабочее положение после откидывания возникают инерционные нагрузки.
Из известных устройств для укладки штучных изделий в тару наиболее близким по технической сущности является устройство, содержащее установленный на горизонтальном валу ротор и дополнительные валы, закрепленные на роторе параллельно его валу. Последние снабжены приводом периодического вращения. Устройство содержит также кулисы, расположенные перпендикулярно продольной оси вала ротора, и захваты, каждый из которых кинематически связан с валом ротора. При этом каждый захват жестко закреплен на соответствующей кулисе [2] . Основным недостатком данного устройства является недостаточно высокая надежность в работе. Объясняется этом тем, что в моменты начала и окончания движения захватов относительно ротора возникают удары, зависящие от начального положения кулис с захватами. Так, если начальное (рабочее) положение кулисы соответствует середине ее прямого или обратного хода, то имеют место "жесткие" удары, поскольку скорость захвата мгновенно изменяется от нулевого до максимального значения в момент начала движения и наоборот, от максимального до нулевого значения в момент окончания движения. Если же начальное положение кулисы соответствует одному из ее крайних положений, то имеют место "мягкие" удары, вызываемые мгновенным изменением ускорения при нулевых значениях скорости захвата в моменту начала и конца движения. Этот недостаток характерен для прототипа, поскольку начальное положение кулисы и жестко связанного с ней захвата может быть выполнено только по одному из рассмотренных вариантов.
При частоте вращения ротора прототипа Пр=0,1 с-1 (6 об/мин), что при четырех захватах и схеме укладки 3 х 4 банки в слое соответствует производительности 288 банок/мин, угловая скорость дополнительного вала составит
где nд.в - частота вращения дополнительного вала.
nд.в = nр•i = 0,1 • 5 = 0,5 c-1 (30 об/мин),
i - передаточное число между неподвижным зубчатым сектором и шестерней, жестко закрепленной на дополнительном валу, i = 5 (из условия бесконтактного выхода захвата из ящика).
Мгновенное изменение угловой скорости захвата, жестко связанного с кулисой, начальное положение которой соответствует середине хода, будет равно

где ωз - угловая скорость захвата, равная угловой скорости кулисы;  характерный параметр кулисного механизма (по опытным данным предпочтительно λ = 0,78); r - длина кривошипа, закрепленного на дополнительном валу, r = 0,21 м; d - расстояние между дополнительным валом и центром качания кулисы, d = 0,27 м; ϕ - угол поворота кривошипа, град (ϕ = 0 для положения кулисы на середине ее хода). Мгновенное изменение угловой скорости захвата в моменты начала и конца его движения соответственно от 0 до 11,13 рад/с и от 11,13 рад/с до 0 приводит к такому мгновенному изменению ускорения, при котором возникает "жесткий" удар.
характерный параметр кулисного механизма (по опытным данным предпочтительно λ = 0,78); r - длина кривошипа, закрепленного на дополнительном валу, r = 0,21 м; d - расстояние между дополнительным валом и центром качания кулисы, d = 0,27 м; ϕ - угол поворота кривошипа, град (ϕ = 0 для положения кулисы на середине ее хода). Мгновенное изменение угловой скорости захвата в моменты начала и конца его движения соответственно от 0 до 11,13 рад/с и от 11,13 рад/с до 0 приводит к такому мгновенному изменению ускорения, при котором возникает "жесткий" удар.
Для случая, когда в момент начала движения кулиса занимает одно из своих крайних положений, мгновенное изменение ускорения захвата составит

где ϕ1 - угол поворота кривошипа, определяющий крайнее положение кулисы (при λ = 0,78 ϕ1= 38,94 град). Мгновенное изменение ускорения захвата (при нулевом значении скорости) в моменты начала и конца движения соответственно от 0 до 12,13 рад/с2 и от 12,13 рад/с2 до 0 приводит к возникновению "мягкого" удара.
Таким образом, наличие ударов снижает надежность работы устройства, что приводит к внецикловым простоям и снижению производительности.
Задачей настоящего изобретения является уменьшение ударных нагрузок, повышение надежности и производительности устройства.
Решение поставленной задачи достигается тем, что в устройстве для групповой укладки изделий, содержащем установленный на горизонтальном валу ротор, дополнительные валы, закрепленные на роторе параллельно его валу и снабженные приводом периодического вращения, и захваты, кинематически связанные с валом ротора посредством дополнительных валов с возможностью движения в плоскости, перпендикулярной продольной оси вала ротора, кинематическая связь каждого захвата с валом ротора содержит кулачково-рычажный механизм, ведущий кулачок которого жестко закреплен на соответствующем дополнительном валу, а ведомое звено шарнирно связано с толкателем кулачка и в средней части сопряжено с направляющей, смонтированной на роторе, при этом на свободном конце ведомого звена жестко закреплен захват.
При этом толкатели кулачков снабжены направляющими, жестко закрепленными на роторе.
Кроме того, в предлагаемом устройстве направляющие для ведомых звеньев закреплены на осях, установленных на роторе параллельно дополнительным валом с возможностью вращения.
Заявляемое устройство отличается от прототипа иной формой кинематической связи захватов с валом ротора, содержащей кулачково-рычажный механизм, элементами которого являются закрепленный на дополнительном валу ведущий кулачок, взаимодействующий с последним толкатель и ведомое звено, несущее захват, при этом ведомое звено шарнирно связано с толкателем, а в средней части сопряжено с направляющей, смонтированной на роторе с возможностью вращения.
Введение пятизвенного кулачково-рычажного механизма (состоящего из четырех подвижных и одного неподвижного звеньев) с ведомым звеном поворотного типа в кинематическую связь захватов с валом ротора позволяет обеспечить более благоприятный закон изменения скорости захватов, поскольку характер первой и второй передаточных функций ведомого звена, т.е. аналогов угловой скорости и углового ускорения захвата, будет определяться профилем ведущего кулачка. Таким образом, создается возможность для безударного движения захватов относительно ротора при выходе их из ящика и возвращении в рабочее положение.
Предлагаемое устройство для групповой укладки изделий поясняется чертежами, где на:
- фиг. 1 изображено устройство, вид спереди;
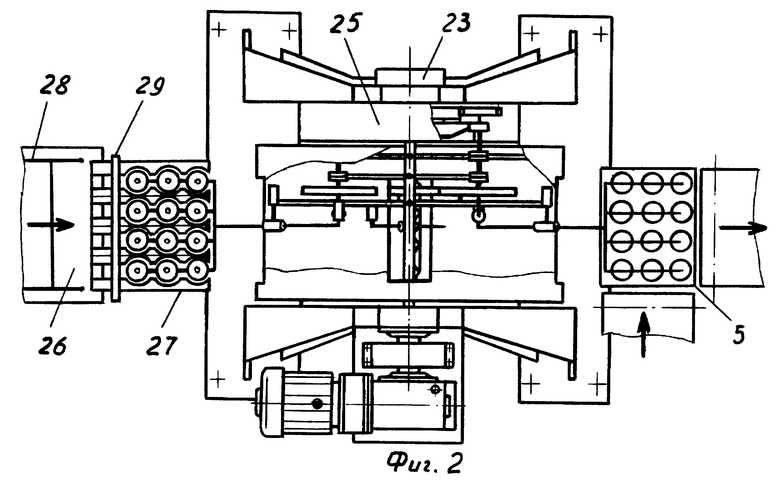
- фиг. 2 - то же, вид сверху;
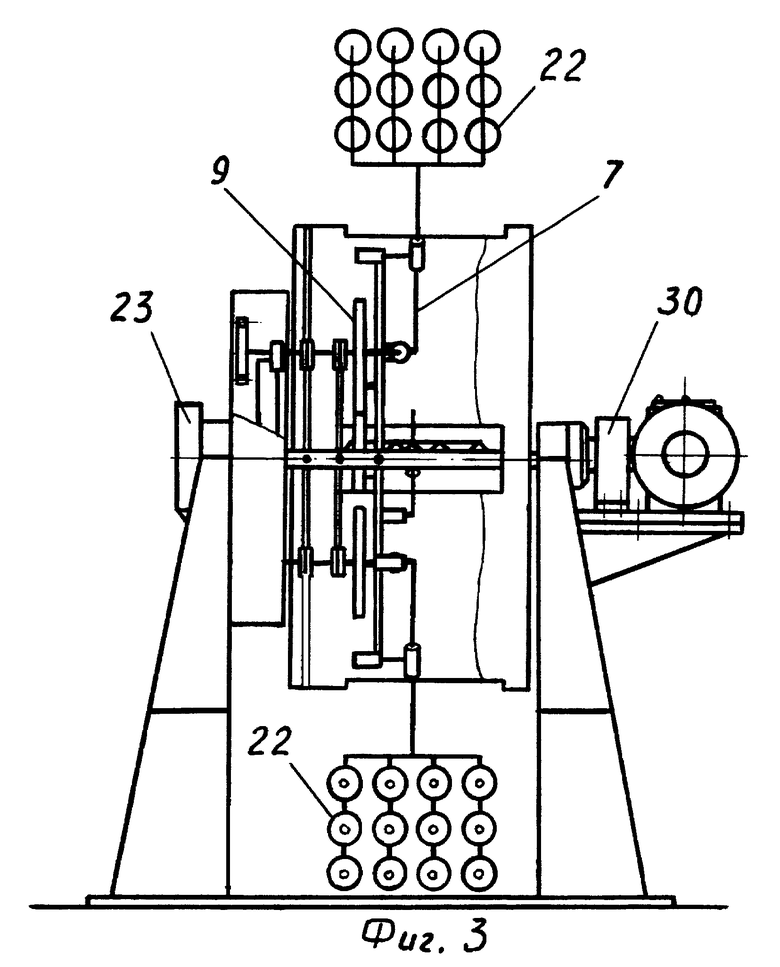
- фиг. 3 - то же, вид слева;
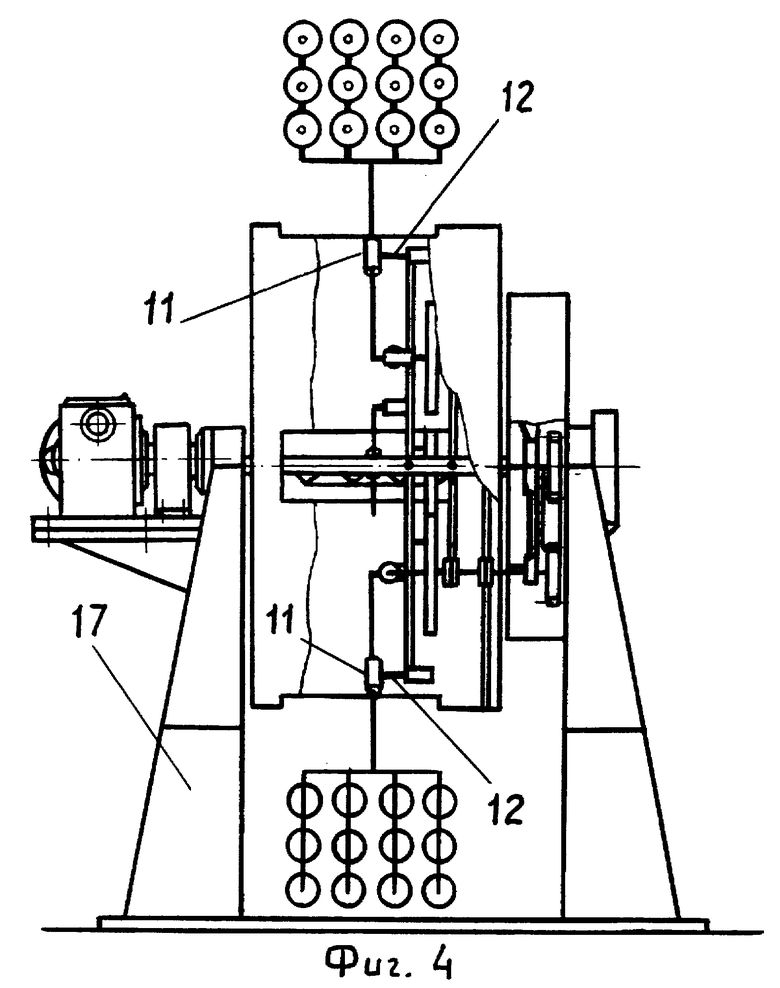
- фиг. 4 - то же, вид справа;
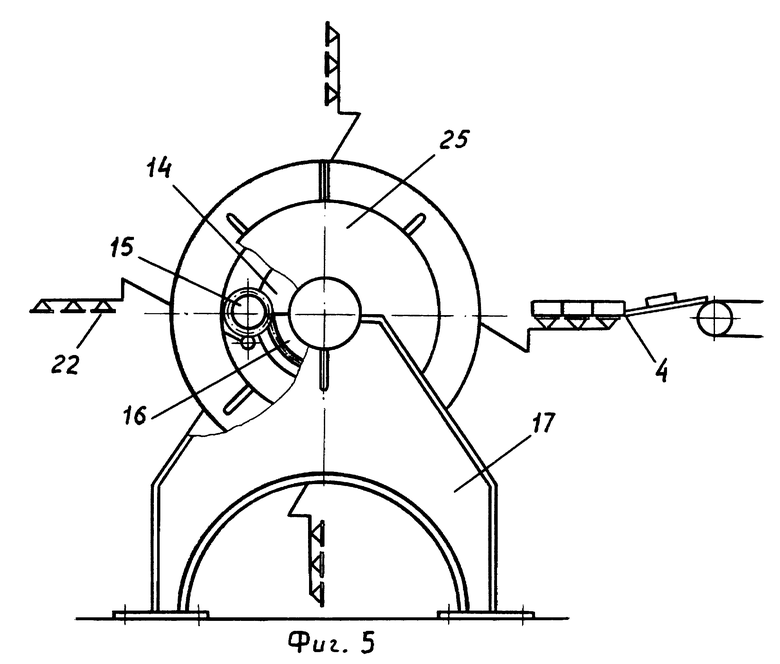
- фиг. 5 - то же, вид сзади;
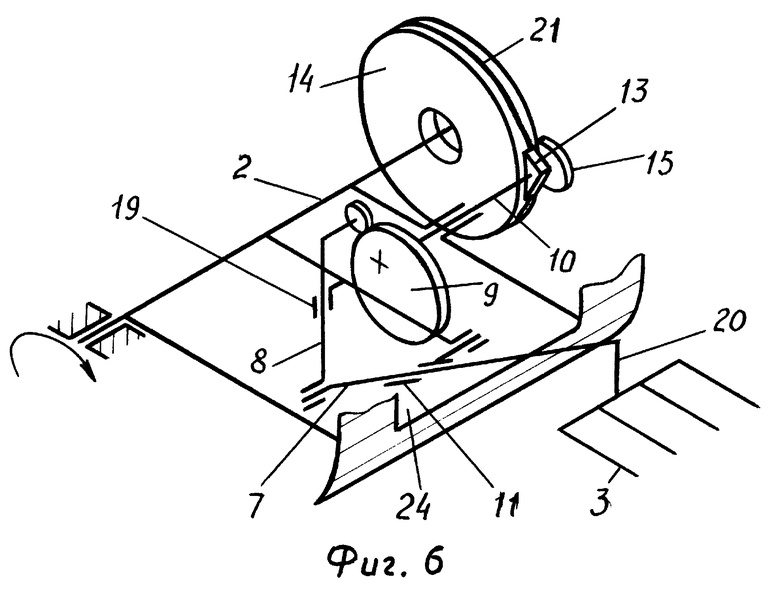
- фиг. 6 - механизм захвата.
Устройство содержит ротор 1, укрепленный на горизонтальном валу 2 с радиальными захватами 3, питатель 4 изделий, опору 5 для тары и привод 6.
Каждый захват 3 жестко закреплен на конце ведомого (выходного) звена 7 кулачково-рычажного механизма (фиг. 6), другой конец которого шарнирно соединен с толкателем 8 ведущего кулачка 9, закрепленного на дополнительном валу 10, при этом ведомое звено в средней его части сопряжено с направляющей 11, закрепленной на оси 12, расположенной параллельно дополнительному валу и шарнирно соединенной с ротором, дополнительный вал 10 смонтирован в подшипниковых опорах, расположенных внутри ротора 1, на конце вала размещен фиксатор 13 для взаимодействия с тормозным диском 14 и шестерня 15 для взаимодействия с зубчатым сектором 16, при этом тормозной диск закреплен на опоре 17 (фиг. 3) вала 2 ротора 1, а зубчатый сектор 16 смонтирован на тормозном диске. Ведущий кулачок 9 выполнен в виде диска, имеющего со стороны его боковой поверхности замкнутый фигурный паз 18, имитирующий теоретический профиль, а толкатель 8 снабжен роликом для взаимодействия с пазом кулачка, при этом кулачок закреплен соосно относительно продольной оси дополнительного вала, а толкатель сопряжен с направляющей 19, жестко закрепленной на роторе, которая обеспечивает центральное расположение толкателя относительно центра вращения дополнительного вала.
Захват 3 выполнен вилкообразным и закреплен на стержне 20 (фиг. 6), который жестко связан с концом ведомого звена 7, выходящим за пределы ротора 1. Пальцы захвата 3 расположены относительно стержня 20 под прямым углом, взаимное расположение звена 7 и стержня 20 в пространстве таково, что пальцы в рабочем положении захвата направлены нормально к поверхности ротора 1. Такая компоновка ведомого звена, стержня и захвата обеспечивает возможность свободного прохода последнего в ящик при укладке изделий и бесконтактного выхода из ящика при движении относительно ротора. Рабочее положение захвата 3 определяется положением толкателя 8 при максимальном радиус-векторе профиля кулачка 9.
Фиксатор 13 выполнен в виде тормозной колодки со сквозным отверстием для посадки на вал 10, причем колодка имеет фасонный вырез, радиус кривизны которого равен радиусу тормозного диска, а в теле колодки по периметру сквозного отверстия имеются сквозные пазы для шлицевых зубьев вала 10. На фиксаторе 13 со стороны его фасонного выреза смонтирован приводной ролик для взаимодействия с пазом 21 диска 14 (фиг. 6). Рабочая поверхность тормозного диска 14 имеет форму круглого цилиндра, паз 21 роликов фиксаторов выполнен в теле диска по его рабочей поверхности, профиль паза выполнен криволинейным, при этом один участок паза соответствует интервалу поворота вала 10 и захвата 3 на угол, равный 360o (т.е. интервалу движения захвата относительно ротора), а другой участок - интервалу движения захвата в рабочем положении. Первый участок паза 21 совмещен с зубчатым сектором 16, при этом зубчатый сектор крепится к тормозному диску 14 со стороны, противоположной ротору 1. Тормозной диск 14 имеет центральное отверстие, служащее для свободного прохода вала 2 ротора 1, и сквозные вырезы в виде дуг для крепления диска к опоре 17 с возможностью поворота его относительно оси вала 2 ротора при монтаже и наладке.
Пальцы захватов 3 и стержни 20 выполнены трубчатыми из материала с малой массовой плотностью, при этом полости пальцев и стержня 20 каждого захвата сообщаются между собой. Пальцы захватов 3 снабжены вакуум-присосами 22, выполненными из эластичного материала. Полости пальцев через пустотелый стержень 20 посредством герметичной трубки, вала 2 ротора 21 и коллектора 23 связаны с источником вакуума, при этом трубка выполнена из вакуумной резины, закреплена скобками на концевой части ведомого звена 7 и образует петлю на участке между ведомым звеном и валом ротора. Подшипниковые опоры дополнительных валов 10 и осей 12 для направляющих 11 смонтированы на радиально расположенных спицах, жестко связанных с валом 2 ротора 1, при этом опоры имеют в основаниях продольные вырезы для болтов и крепятся к спицам с возможностью перемещения их в радиальном направлении. Этим обеспечивается регулировка расстояния между осями вала 2 ротора 1 и дополнительных валов 10, между осями 12 для направляющих 11 и осями дополнительных валов при наладке устройства. В цилиндрической стенке ротора 1 имеются сквозные вырезы 24, через которые проходят элементы захватов 3 при движении последних относительно ротора. Фиксаторы 13 и шестерни 15 закрыты защитным кожухом 25 цилиндрической формы, который днищем крепится к опоре 17.
Питатель 4 состоит из накопителя 26, формирователя 27 и ворошителя 28 изделий (фиг. 2). Накопитель 26 изделий выполнен в виде прямоугольного стола с полированной плоской рабочей поверхностью, укрепленного с наклоном в сторону формирователя 27 для изделий, при этом стол закреплен с возможностью регулирования его высоты при помощи винтовых муфт. Формирователь 17 ряда изделий выполнен в виде вилки, основание которой состыковано с накопителем 26 и закреплено на его раме. Каждый палец формирователя состоит из двух перпендикулярно расположенных одна относительно другой направляющих, горизонтальной и вертикальной, при этом рабочие поверхности горизонтальных направляющих всех пальцев формирователя расположены в одной плоскости, нормальной к поверхности ротора 1, а в теле горизонтальных направляющих имеются сквозные фигурные вырезы для прохода вакуум-присосов 22, смонтированных на пальцах захватов 3. Формирователь 27 закреплен с возможностью установки его в различных плоскостях, расположенных по нормали относительно ротора 1, для чего вилка выполнена поворотной относительно оси крепления ее на раме накопителя 26, а стыковка пальцев формирователя с накопителем изделий выполнена подвижной в направлении от накопителя к ротору, и наоборот. Каждая пара соседних пальцев формирователя 27 образует "ручей" для изделий. На концах пальцев формирователя укреплены фигурные упоры для изделий (по два на каждый "ручей"). Один из упоров в каждом "ручье" снабжен датчиком наличия изделий, при этом все датчики соединены последовательно и сблокированы системой автоматического управления с приводом 6 ротора 1 для подвода захватов 3 к формирователю 27 только при наличии в "ручьях" формирователя полного комплекта изделий. Для исключения остановки ротора 1 в период после захвата изделий вакуум-присосами 22 и снятия их с формирователя до окончания формирования нового ряда изделий предусмотрен конечный выключатель, вмонтированный в боковину паза 21 тормозного диска 14, нормально замкнутые контакты которого соединены параллельно с контактами датчиков наличия изделий. Над входной частью формирователя 27 перпендикулярно его пальцам установлена подпружиненная планка 29 (фиг. 2), служащая для предотвращения опрокидывания изделий, находящихся на накопителе, но контактирующих с крайними изделиями в "ручьях" формирователя, при подъеме комплекта изделий вакуум-присосами. Ворошитель 28 изделий состоит из двух параллельных реек, расположенных вдоль боковых кромок накопителя 26. Возвратно-поворотное движение реек ворошителя, воздействующих на изделия, облегчает вход последних в "ручьи" формирователя. Для обеспечения остановки ротора 1 при работающем электродвигателе привода 6 последний снабжен электромагнитной муфтой 30.
Устройство работает следующим образом.
Включаются в работу ворошитель 28 и транспортер подачи изделий на накопитель 26, в позицию загрузки подается пустой ящик. После образования полного комплекта изделий на формирователе 27 включается в работу привод 6, обеспечивающий вращение ротора 1 с захватами 3. Пальцы захватов 3, проходя между пальцами формирователя 27, захватывают вакуум-присосами 22 изделия, находящиеся в "ручьях" формирователя, и переносят их в позицию загрузки. При вращении ротора 1 приводные ролики фиксаторов 13, перемещаясь в пазу 21 тормозного диска 14, перемещают фиксаторы, на которых они смонтированы, вдоль осей дополнительных валов 10. В позиции загрузки зубья шлицев дополнительного вала 10 выходят из зацепления со шлицами фиксатора 13, в результате чего последний перестает запирать захват 3 в рабочем положении. По окончании выхода шлицев из зацепления шестерня 15 входит в зацепление с зубчатым сектором 16, в вакуум-присосах 22 разрежение сменяется атмосферным давлением и изделия устанавливаются на дно ящика или на расположенный ниже ряд изделий, уже находящийся в ящике.
Вал 10 продолжает поворачиваться вместе с ротором 1, при этом, поскольку шестерня 15 взаимодействует с зубчатым сектором 16, обеспечивается поворот на 360o укрепленного на валу 10 ведущего кулачка 9, который посредством толкателя 8 и направляющей 11 сообщает ведомому звену 7 сложное плоское движение относительно оси 12. В результате этого захват 3 выходит из ящика, перемещается от ящика к ротору 1, проходит мимо опоры 5, не имея контакта с последней, и до подхода к формирователю 27 возвращается в рабочее положение. После поворота кулачка 9 на 360o, что соответствует приходу захвата 3 в рабочее положение, шестерня 15 перестает взаимодействовать с зубчатым сектором 16, а шлицы фиксатора 13 входят в зацепление с зубьями шлицев вала 10, в результате чего захват 3 запирается в рабочем положении. При повороте кулачка 9 ведомое звено 7 совершает поворотное движение относительно направляющей 11, в результате чего захвату 3 сообщается движение по замкнутой плоской кривой.
При подходе захвата 3 к формирователю 27 ролик фиксатора 13 нажимает на конечный выключатель, вмонтированный в паз 21 тормозного диска 14, и размыкает его контакт. Если формирователь 27 заполнен изделиями, ротор 1 продолжает вращение, если же ряд изделий не сформирован, ротор 1 посредством электромагнитной муфты 30 останавливается при работающем электродвигателе привода 6, по окончании формирования комплекта изделий на формирователе контакты датчиков наличия изделий замыкаются, и ротор 1 автоматически включается в работу. После загрузки ряда изделий в ящик опора 5 опускает ящик на расстояние, равное высоте изделия, а после наполнения ящика выводит его из устройства, сигнализируя о подаче под загрузку пустого ящика. В устройстве каждая ось 12 жестко связана с направляющей 11, взаимодействующей с ведомым звеном 7, и шарнирно связана с ротором 1. Возможна иная компоновка оси 12 с направляющей 11, при которой направляющая 11 шарнирно соединена с осью 12, а последняя жестко закреплена на роторе.
Выполнение кинематической связи захватов с валом ротора посредством кулачково-рчажных механизмов позволит исключить ударные нагрузки и таким образом повысить надежность функционирования устройства. В результате будут уменьшены внецикловые простои устройства, что повысит его производительность при достигнутой интенсификации процесса укладки изделий.
Источники информации, принятые во внимание при составлении заявки
1. Авт. св. СССР N 501015, кл. B 65 B 5/10, 1973.
2. Авт. св. СССР N 1359200, кл. B 65 B 5/10, 1987.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ УКЛАДКИ ПРЕДМЕТОВ | 2001 |
|
RU2220888C2 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 1993 |
|
RU2091276C1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ УКЛАДКИ ПРЕДМЕТОВ В ТАРУ | 1994 |
|
RU2091277C1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ПРЕДМЕТОВ В ТАРУ | 1996 |
|
RU2142392C1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ПРЕДМЕТОВ В ТАРУ | 1996 |
|
RU2137686C1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ШТУЧНЫХ ПРЕДМЕТОВ | 1996 |
|
RU2143384C1 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ | 1998 |
|
RU2151087C1 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ШТУЧНЫХ ПРЕДМЕТОВ | 1996 |
|
RU2146213C1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ПРЕДМЕТОВ В ТАРУ | 1996 |
|
RU2138425C1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 1993 |
|
RU2086481C1 |
Устройство для групповой укладки изделий относится к упаковочному оборудованию и может быть использовано на завершающих операциях рыбоконсервных и пресервных линий. Устройство содержит ротор, укрепленный на горизонтальном валу с радиальными захватами, питатель изделий, опору для тары и привод. Каждый захват жестко закреплен на конце ведомого (выходного) звена кулачково-рычажного механизма, другой конец которого шарнирно соединен с толкателем ведущего кулачка. Последний закреплен на дополнительном валу. Ведомое звено в средней его части сопряжено с направляющей, закрепленной на оси. Последняя расположена параллельно дополнительному валу и шарнирно соединена с ротором. Дополнительный вал смонтирован в подшипниковых опорах, расположенных внутри ротора. На его конце размещены фиксатор для взаимодействия с тормозным диском и шестерня для взаимодействия с зубчатым сектором. Тормозной диск закреплен на опоре вала ротора, а зубчатый сектор смонтирован на тормозном диске. Ведущий кулачок выполнен в виде диска, имеющего на боковой поверхности замкнутый фигурный паз, а толкатель снабжен роликом для взаимодействия с пазом кулачка. Изобретение позволяет уменьшить ударные нагрузки, повысить производительность устройства. 2 з.п. ф-лы, 6 ил.
| Устройство для укладки штучных предметов | 1973 |
|
SU501015A1 |
| Устройство для укладки предметов в тару | 1986 |
|
SU1359200A1 |
