Изобретение относится к области металлургии, а именно к способам термической обработки листов и сварных соединений сплавов системы алюминий - магний - кремний.
Сплавы системы алюминий - магний - кремний используются в различных отраслях машиностроения для изготовления бортовых систем самолетов и корпусных деталей автомобилей.
Из отечественных сплавов системы алюминий - магний - кремний наиболее высокий уровень прочности и пластичности имеет сплав АВ. Из указанного сплава изготавливают листы толщиной 0,3-10,5 мм в трех состояниях: отожженном (сплав АВМ), закаленном и естественно состаренном (сплав АВТ), закаленном и искусственно состаренном (сплав АВТ1). Недостатком сплава АВ является сильно выраженная разнозернистость. Крупное зерно является причиной появления на деформированных участках детали шероховатой поверхности («апельсиновая корка»), которая портит внешний вид и может быть причиной разрывов металла при глубокой вытяжке (ГОСТ 21631-76. Листы из алюминия и алюминиевых сплавов). С уменьшением величины зерна (по сравнению с оптимальным размером) возрастает сопротивление деформированию, возрастает «пружинение» металла, существенно влияющее на точность размеров штампуемого изделия, повышается износ рабочих поверхностей штампа.
Известен способ термической обработки листов серийного сплава АВ системы алюминий - магний - кремний, позволяющий получать листы с регламентированным размером зерна 20-40 мкм и высокими показателями штампуемости (ТР 1.2.1647-2000 «Получение листов типа АВ с мелкозернистой рекристаллизованной структурой для холодной штамповки». Технологическая рекомендация. М.: ВИАМ. 2000. 14 с.). Упомянутый способ термической обработки позволяет получать штампованные изделия с высокой точностью их геометрических размеров и снизить износ рабочих поверхностей штампов. Однако для получения высоких прочностных свойств металла штампованных деталей необходимо проводить полную термическую обработку, включающую закалку и искусственное старение.
Наиболее близким по технической сущности к заявляемому способу является способ термической обработки, который включает закалку сплава системы алюминий - магний - кремний с рекристаллизованной структурой с температуры 530°C в воду и последующее искусственное старение при температуре 165-175°C в течение 14-17 часов (Harris S.J., Noble В., Cartney D.G. et al. Controlling the formobility and strength of Al-Mg-Si alloys.// Aluminium Alloys. ICAA-6, July 5-10 1998. Japan. P.383-388). Данный способ термической обработки обеспечивает получение у листов сплавов типа АВ следующих значений механических свойств:
- предел прочности σв - 345-350 МПа
- предел текучести σ02 - 290-300 МПа
- относительное удлинение δ - 12,5-14,0%.
Существенным недостатком указанного способа термической обработки листов сплава типа АВ системы алюминий - магний - кремний является большая длительность цикла.
Технический результат заявляемого изобретения заключается в снижении длительности цикла термической обработки листов сплава типа АВ, деталей, полученных из них холодной штамповкой, и их сварных соединений, а также в совмещении операции искусственного старения с процессом сушки лакокрасочного покрытия. Это особенно важно при получении деталей сложной формы холодной штамповкой из листов в состоянии Т, когда они имеют наиболее высокие показатели технологичности.
Указанный технический результат достигается тем, что закалку листов сплавов системы алюминий - магний - кремний осуществляют с температуры 525-530°C с охлаждением в воде, а искусственное старение проводят при температуре 180-200°C с временем выдержки 1,0-3,5 часа.
При температуре искусственного старения менее 180°C для достижения необходимых значений механических свойств листов сплавов системы алюминий - магний - кремний и их сварных соединений время выдержки должно составлять 10-11 часов. Это затрудняет применение данного способа термической обработки в крупносерийном производстве и не позволяет совместить процесс искусственного старения с процессом сушки лакокрасочного покрытия.
Использование температуры нагрева при искусственном старении в пределах 180-200°C позволяет сократить длительность процесса до 1,0-3,5 часа. Механические свойства листов сплава АВ достигают показателей, получаемых при искусственном старении при температуре 170°C с временем выдержки 14-17 часов. Появляется возможность совмещения процесса искусственного старения с процессом сушки лакокрасочного покрытия.
Увеличение температуры искусственного старения выше 200°C сопровождается снижением механических свойств листов сплавов системы алюминий - магний - кремний при всех длительностях выдержки.
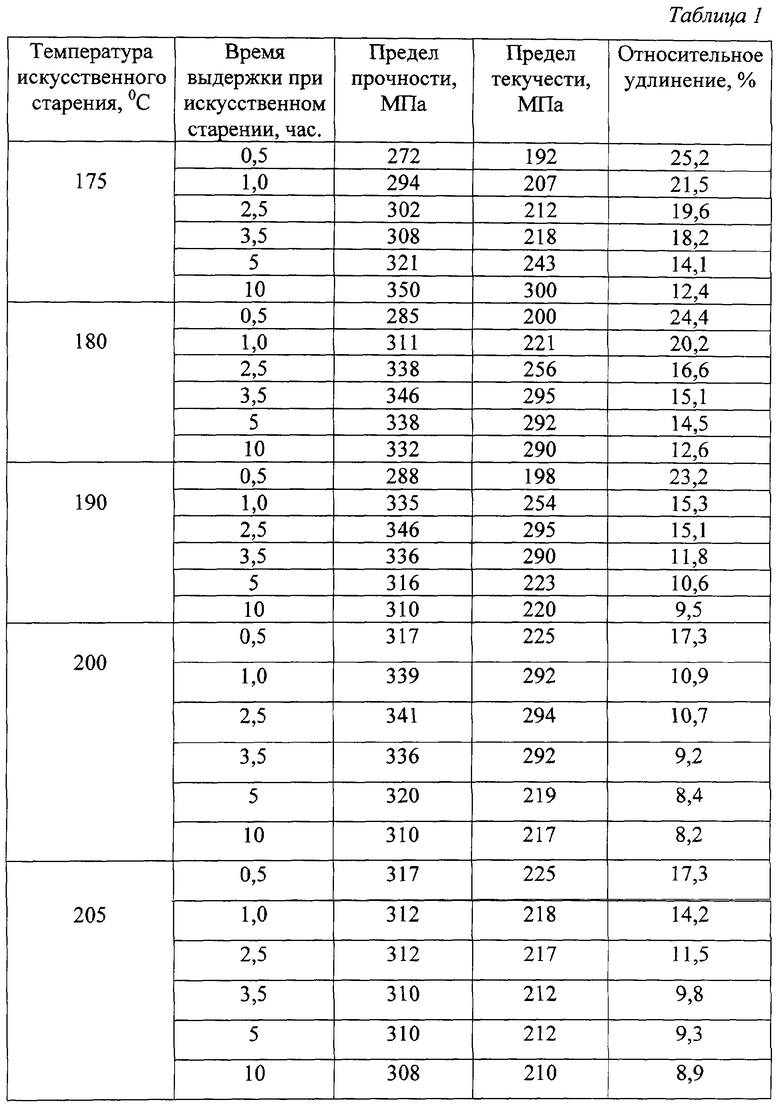
Заявляемый способ термической обработки был опробован на листах толщиной 1,5 мм сплава АВ системы алюминий - магний - кремний. Предварительно листы сплава АВ перед операциями холодной деформации и сварки подвергали закалке с температуры 525-530°C с охлаждением в холодной воде (температура воды 15-30°C).
Влияние температуры нагрева и длительности выдержки в процессе искусственного старения на механические свойства исследуемых листов сплава АВ приведены в табл.1. Из представленных данных следует, что при температуре менее 180°C процесс искусственного старения листов сплава АВ имеет большую продолжительность. В диапазоне температур 180-200°C процесс искусственного старения листов сплава АВ протекает за 0,5-2,5 часа. В этом случае процесс искусственного старения может быть совмещен с операцией сушки лакокрасочного покрытия деталей. При температуре искусственного старения более 200°C при любом времени выдержки наблюдается явление перестаривания сплава, которое сопровождается резким снижением пластичности листов (относительного удлинения).
Заявляемый способ термической обработки может быть применен к сварным соединениям листов сплава АВ. В табл.2 представлены механические свойства сварных соединений листов сплава АВ после искусственного старения, проведенного после сварки по известному и заявляемому способам. До сварки листы были в закаленном состоянии.
Анализ данных табл.1 и 2 показывает, что при использовании заявляемого способа термической обработки можно получить адекватные свойства по сравнению с известным способом при времени выдержки в 6-9 раз меньше.
| название | год | авторы | номер документа |
|---|---|---|---|
| Деформируемый сплав системы алюминий-магний-кремний и изделие из этого сплава | 2023 |
|
RU2817362C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ СТЫКОВОГО СОЕДИНЕНИЯ МОНОЛИТНОЙ ЗАГОТОВКИ С ДВУХСЛОЙНЫМ ПАКЕТОМ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2336981C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ В ИНЕРТНЫХ ГАЗАХ СТЫКОВЫХ СОЕДИНЕНИЙ РАЗНОРОДНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2357841C2 |
| ДЕФОРМИРУЕМЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ ЭТОГО СПЛАВА | 2003 |
|
RU2255133C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ, СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ И ИЗДЕЛИЕ ИЗ ЭТОГО СПЛАВА | 1999 |
|
RU2163939C1 |
| КОРРОЗИОННО-СТОЙКИЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ, СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ И ИЗДЕЛИЕ ИЗ НЕГО | 1999 |
|
RU2163938C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ВЫСОКОПРОЧНЫХ МАРТЕНСИТНОСТАРЕЮЩИХ СТАЛЕЙ | 2007 |
|
RU2344182C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ И/ИЛИ ИЗДЕЛИЙ ИЗ АЛЮМИНИЙ-ЛИТИЕВЫХ СПЛАВОВ | 1994 |
|
RU2048592C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБ ЕГО ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2296176C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕССОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ ВЫСОКОПРОЧНОГО АЛЮМИНИЕВОГО СПЛАВА И ИЗДЕЛИЯ, ПОЛУЧАЕМЫЕ ИЗ НИХ | 2012 |
|
RU2492274C1 |
Изобретение относится к области металлургии, а именно к способам термической обработки листов и сварных соединений сплавов системы алюминий - магний - кремний. Способ включает закалку с температуры 525-530°C с охлаждением в воде и искусственное старение. Искусственное старение проводят при температуре 180-200°C со временем выдержки 1,0-3,5 часа. Техническим результатом изобретения является снижение длительности цикла термической обработки листов и деталей, полученных из них холодной штамповкой, а также их сварных соединений. 2 табл.
Способ термической обработки листов сплавов системы алюминий - магний - кремний и их сварных соединений, включающий закалку с температуры 525-530°C с охлаждением в воде и искусственное старение, отличающийся тем, что искусственное старение проводят при температуре 180-200°C со временем выдержки 1,0-3,5 ч.
| JP 54061015 А, 17.05.1979 | |||
| Способ обработки изделий из алюминиевых сплавов | 1982 |
|
SU1039980A1 |
| Способ термической обработкиСВАРиВАЕМыХ АлюМиНиЕВыХ СплАВОВ | 1976 |
|
SU850729A1 |
| GB 1485045 A, 08.09.1977 | |||
| HARRIS S.J | |||
| et al | |||
| Controlling the formability and strength of Al-Mg-Si alloys, Aluminium Alloys, 1998, том 1, c.383-388. | |||

