Изобретение относится к области изготовления сварных конструкций, содержащих двухслойные пакеты из алюминиевых сплавов, соединяемые стыковым соединением с монолитной заготовкой.
Наиболее близким по технической сущности к заявляемому способу сварки монолитной заготовки с многослойным пакетом листов, при котором листы фиксируют относительно друг друга, совмещают кромки пакета и монолитной заготовки и осуществляют сварку соединения (Справочник по сварке по ред. В.А. Винокурова. М.: Машиностроение, 1970. Т.3, стр.208, рис.20г). Указанный способ обеспечивает удовлетворительное качество формирования соединений сталей и титановых сплавов.
Существенным недостатком упомянутого способа сварки является то, что в случае изготовления узлов из алюминиевых сплавов качественного соединения с полным проплавом обеспечить не удается. Это связано с тем, что между поверхностями листов пакета присутствует оксидная пленка, которая не разрушается при нагреве. В результате этого происходит чрезмерное увеличение ширины шва на верхнем листе без формирования соединения между верхним и нижним листами пакета. Проплавление нижнего листа наступает только после полного проплавления (прожога) верхнего листа. При этом формирование проплава остается нестабильным.
Предлагаемый способ обеспечивает качественное формирование стыкового соединения пакета листов с монолитным листом из алюминиевых сплавов и за счет этого - повышение герметичности соединений и их механических свойств.
Технический результат, на достижение которого направлено данное изобретение, обеспечивается тем, что перед фиксацией листов пакета верхний лист пакета смещают относительно нижнего листа от стыка на расстояние (0,8-1,2)δ, где δ - толщина листов в пакете, а сварку выполняют на режиме полного проплавления стыкового соединения монолитных заготовок толщиной, равной толщине пакета.
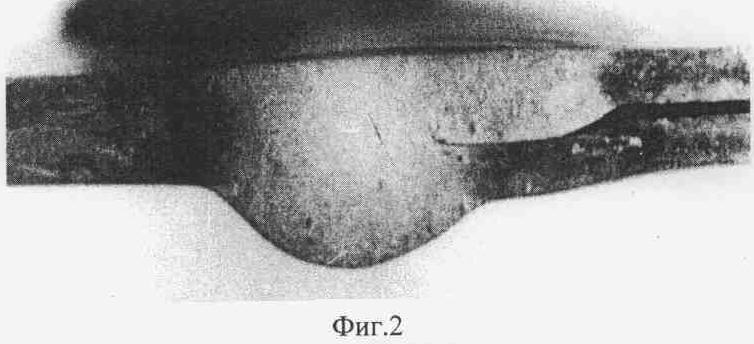
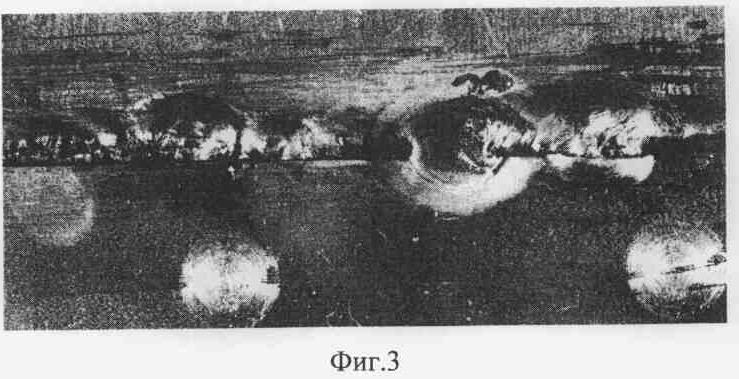
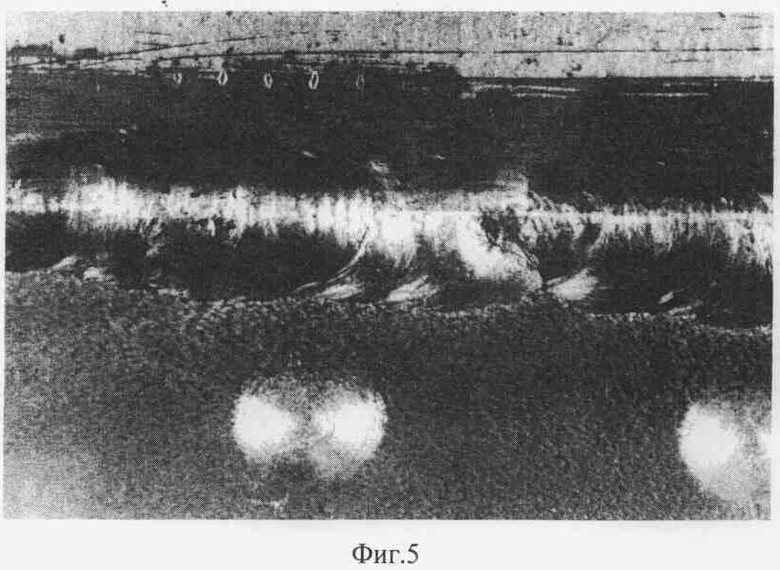
Подробнее сущность заявляемого изобретения поясняется чертежами: на фиг.1 показана схема сборки стыкового соединения монолитной заготовки с пакетом из двух листов; на фиг.2 - макроструктура соединения монолитной заготовки с пакетом; на фиг.3 - внешний вид соединения со стороны проплава; на фиг.4 - макроструктура соединения монолитной заготовки с пакетом при смещении верхнего листа пакета относительно нижнего листа от стыка на расстояние менее 0,8δ; на фиг.5 - внешний вид соединения со стороны проплава при смещении верхнего листа пакета относительно нижнего листа от стыка на расстояние менее 0,8δ.
Сущность заявляемого способа дуговой сварки в защитных газах стыковых соединений монолитной заготовки с пакетом из двух листов из алюминиевых сплавов заключается в следующем. Перед сваркой верхний лист 1 пакета накладывают на нижний лист 2 пакета со смещением в сторону от стыка (фиг.1). Величину смещения верхнего листа 1 относительно нижнего листа 2 задают в пределах (0,8-1,2)δ, где δ - толщина листов в пакете. Затем листы 1 и 2 пакета прихватывают точечной контактной сваркой с образованием сварной точки 3. После фиксации листов пакет состыковывают с монолитной заготовкой 4 с зазором в стыке не более 5-10% от толщины монолитной заготовки. Собранное стыковое соединение монолитной заготовки с пакетом из двух листов сваривают на режиме, обеспечивающем полное проплавление стыкового соединения монолитных заготовок толщиной, равной толщине пакета.
На формирование соединения пакета из двух листов с монолитной заготовкой большое влияние оказывает величина смещения верхнего листа 1 относительно нижнего листа 2 пакета. При величине смещения менее 0,8δ наблюдается преимущественное проплавление верхнего листа при сварке, сопровождающееся значительным увеличением ширины шва (фиг.2). Плавление нижнего листа пакета не происходит из-за образования в месте контакта двух листов прочной оксидной пленки, которая препятствует теплопередачи от верхнего листа пакета к нижнему листу. В результате этого со стороны пакета листов формируется непровар (фиг.3).
При смещении верхнего листа 1 пакета относительно нижнего листа 2 на величину (0,8-1,2)δ, где δ - толщина листов в пакете, наблюдается одновременное плавление листов пакета с образованием общей сварочной ванны (фиг.4). С корневой стороны соединения формируется равномерный проплав (фиг.5). Увеличение смещения более 1,2δ приводит к образованию прожога нижнего листа при сварке пакета с монолитной заготовкой.
Заявляемый способ был опробован при сварке слоистой панели из сплава В1341 с каркасом топливного агрегата. Толщина каркаса в зоне сварки составляла 3 мм. Пакет собирался из листов толщиной 1,5 мм. Перед сборкой листы пакета подвергали травлению в щелочи и осветлению в 30% растворе азотной кислоты. После травления листы на расстоянии 15-20 мм от края подвергали шабрению для удаления оксидной пленки, сформированной в процессе травления.
После зачистки листы смещали относительно друг друга и фиксировали контактной точечной сваркой с формированием точки диаметром 4-4,5 мм. Сварку осуществляли автоматической аргонодуговой сваркой на скорости 12 м/ч при токе дуги 85-90 А. В процессе сварки в сварочную ванну подавали присадочную проволоку марки АМг4 диаметром 1,6 мм. После сварки соединения подвергали искусственному старению при 170°С в течение 14 часов.
Из полученных сварных соединений вырезали образцы на механические испытания и на проверку герметичности соединения методом керосино-меловой пробы. Результаты исследований представлены в таблице.
Полученные данные свидетельствуют, что только при смещении верхнего листа пакета относительно нижнего листа от стыка на расстояние (0,8-1,2)δ наблюдается качественное формирование соединения. При меньшей величине смещения (меньше 0,8δ) в процессе сварки интенсивно плавится верхний лист, а проплавление нижнего листа затруднено из-за окисления его поверхности воздухом, находящимся в зазоре между контактирующими поверхностями листов в пакете. Полученное в этом случае соединение отличается негерметичностью и пониженной прочностью.
При величине смещения верхнего листа относительно поверхности нижнего листа более 1,2δ наблюдается прожог нижнего листа и нарушение формирования соединения.
Таким образом, заявленный способ сварки монолитной заготовки с пакетом из двух листов позволяет получать качественные стыковые соединения алюминиевых сплавов и обеспечивает возможность облегчения авиационных топливных баков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ В ИНЕРТНЫХ ГАЗАХ СТЫКОВЫХ СОЕДИНЕНИЙ РАЗНОРОДНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2357841C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2350443C2 |
| СПОСОБ СОЕДИНЕНИЯ ПОРИСТОГО МЕТАЛЛИЧЕСКОГО ИЛИ МЕТАЛЛОКЕРАМИЧЕСКОГО МАТЕРИАЛОВ | 2001 |
|
RU2215629C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ТРУБ ИЗ ШТАМПОВАННЫХ ПОЛУПАТРУБКОВ | 2008 |
|
RU2410220C2 |
| СПОСОБ ИМПУЛЬСНОЙ ДУГОВОЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ АЛЮМИНИЕВЫХ СПЛАВОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ИНЕРТНОМ ГАЗЕ | 2007 |
|
RU2373033C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ АЛЮМИНИЕВЫХ СПЛАВОВ | 2007 |
|
RU2412034C2 |
| СПОСОБ ПЛАЗМЕННОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2292256C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВ И СВАРНЫХ СОЕДИНЕНИЙ СПЛАВОВ СИСТЕМЫ АЛЮМИНИЙ - МАГНИЙ - КРЕМНИЙ | 2004 |
|
RU2278903C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2003 |
|
RU2247639C1 |
| Способ электронно-лучевой сварки стыковых соединений | 2019 |
|
RU2701262C1 |

Изобретение относится к области сварки, в частности к способу дуговой сварки в защитных газах стыкового соединения монолитной заготовки с пакетом из двух листов равной толщины из алюминиевых сплавов, и может найти использование в различных отраслях машиностроения. Осуществляют фиксацию листов пакета относительно друг друга, сборку стыкового соединения пакета с монолитной заготовкой толщиной, равной толщине пакета, и сварку. Перед выполнением фиксации листов пакета верхний лист пакета смещают относительно нижнего листа от стыка на расстояние (0,8-1,2)δ, где δ - толщина листов в пакете. Сварку выполняют на режиме полного проплавления стыкового соединения монолитных заготовок толщиной, равной толщине пакета. В результате достигают высокое качество сварного соединения. 5 ил., 1 табл.
Способ дуговой сварки в защитных газах стыкового соединения монолитной заготовки с пакетом из двух листов равной толщины из алюминиевых сплавов, включающий фиксацию листов пакета относительно друг друга, сборку стыкового соединения пакета с монолитной заготовкой толщиной, равной толщине пакета, и сварку, отличающийся тем, что перед выполнением фиксации листов пакета верхний лист пакета смещают относительно нижнего листа от стыка на расстояние (0,8-1,2)δ, где δ - толщина листов в пакете, а сварку выполняют на режиме полного проплавления стыкового соединения монолитных заготовок толщиной, равной толщине пакета.
| Справочник по сварке | |||
| Под ред | |||
| В.А.ВИНОКУРОВА | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| - М.: Машиностроение, 1970, с.208, рис.20г | |||
| Способ сборки под сварку плавлением разнотолщинных деталей | 1990 |
|
SU1704991A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |

