Изобретение относится к области электрохимических методов обработки металлов и металлических сплавов и может быть использовано для удаления лакокрасочных покрытий, окалины, накипи с поверхности металлов.
Известны механические методы удаления неэлектропроводных покрытий (НП) [Козлов Ю.С., Кузнецов O.K., Тельнов А.Ф. Очистка изделий в машиностроении. - М.: Машиностроение, 1982. - 264 с.]. К традиционным методам очистки от НП относятся ручная очистка и пневмо-, гидроабразивные методы (в качестве абразивного материала используют кварцевый песок, чугунную, стальную, алюминиевую, пластмассовую дробь и т.д.). Недостатком данных методов является высокий уровень шума, экстремальные условия труда (грязь, пыль), значительные отходы основного материала.
Известен способ электрохимической катодной очистки поверхностей [Анненков А.В. Способ скоростной электрохимической катодной очистки поверхностей закаленных дисков сцепления от окалины / Электрохимические и электрофизические методы обработки материалов. Сб. научн. тр. Тула: ТПИ - 1990, с.127-132]. Способ включает следующие операции: принудительная подача водного раствора солей на обрабатываемую поверхность в ламинарном режиме течения; придание вращения обрабатываемой детали; подача постоянного напряжения на обрабатываемую деталь и анод. Способ реализуется при наличии диэлектрической решетки между обрабатываемой деталью и анодом.
Недостатки способа - для принудительной подачи раствора необходим насос, для вращения детали требуется привод, что усложняет установку, удорожает ее эксплуатацию. Для поддержания ламинарного режима течения раствора у поверхности обрабатываемой детали необходима регулировка расхода жидкости. Постоянное напряжение, подаваемое на катод и анод, равно 200-230 В, что представляет опасность для работающих.
Задача изобретения - улучшение условий труда, снижение эксплуатационных расходов при достижении полной очистки металлических поверхностей от слоев неэлектропроводных материалов.
Поставленная задача решена следующим образом. На обрабатываемую поверхность наносят водный раствор солей, подают постоянное напряжение достаточное для образования искрового разряда в месте контакта покрытия, металла и раствора.
В основе разрушения НП лежат явления и процессы, происходящие в системе металлическая поверхность - НП - водный раствор под действием приложенного постоянного напряжения. Любое НП имеет поры. Раствор электролита проникает к внутренней границе НП и металлической поверхности сквозь поры за счет капиллярного эффекта. На металлической поверхности начинает интенсивно выделяться газ (водород), который способствует разрыхлению и отрыву НП с обрабатываемой поверхности детали. Газ, скапливаясь в шероховатостях НП, создает условия для пробоя этой газовой оболочки в месте контакта НП, металла и раствора. Возникает искровой разряд между водным раствором и металлической поверхностью. Искровой разряд сопровождается резкими механическими и термическими воздействиями на НП. В процессе очистки искровой разряд мигрирует по периметру контакта трех сред: НП - металлическая поверхность - раствор. За счет электрохимических и электрофизических явлений происходит отслоение НП.
Примеры конкретного выполнения.
Пример 1. В качестве обрабатываемой детали использовалась часть корпуса железнодорожного вагона (материал Ст.2) покрытая слоем лакокрасочного материала толщиной порядка 0,5 мм, состоящим из следующих компонентов: слой грунтовки ГФ-ОП9 ГОСТ 23243, два слоя шпатлевки ПФ-002 ГОСТ 10277, три слоя эмали ПФ-115 ГОСТ 6465 зеленого цвета. На поверхность детали в виде валика наносили замкнутый контур из диэлектрического материала. Внутрь контура заливали водный раствор кальцинированной соды (Na2CO3). На катод (обрабатываемая деталь) и анод (стальной стержень ⊘ 4 мм) подавали постоянное напряжение.
Значения параметров и режимов очистки детали следующие:
- постоянное напряжение - 60...80 В;
- концентрация электролита - 200 г/л Na2СО3.
На поверхности обрабатываемой детали визуально наблюдались явления интенсивного искрообразования, возникающие в месте контакта НП, металла и раствора соли, причем искровой разряд мигрировал по периметру контакта трех сред: металл - НП - водный раствор. В итоге - отслоение покрытия.
Пример 2. Для очистки использовалась часть трубы теплообменника, на внутренней поверхности которого образовалась накипь, состоящая из кальциево-магниевых отложений и окислов железа, толщиной порядка 0,5...1 мм. Для удаления накипи внутрь трубы заливали водный раствор электролита (Na2SO4) и подключали к источнику постоянного напряжения, причем труба являлась катодом. Анодом служил стержень ⊘ 4 мм, выполненный из стали Ст.2. Значения параметров и режимов очистки образца следующие:
- постоянное напряжение - 80...100 В;
- концентрация электролита - 150 г/л Na2SO4.
В порах отложений наблюдались процессы искрообразования, что в итоге приводило к отделению накипи от металла.
Пример 3. Для очистки от окалины после термообработки деталь помещали в ванну с раствором электролита (NH4)2SO4 и подключали к источнику постоянного напряжения. Анодом служила сама ванна, выполненная из нержавеющей стали, а катодом - очищаемая деталь. Значения параметров и режимов очистки детали следующие:
- постоянное напряжение - 60...70 В;
- концентрация электролита -150 г/л (NH4)2SO4.
На детали в порах окалины также наблюдались явления искрообразования, что вело к отделению окалины от металла.
На чертеже представлены вольтамперные характеристики предлагаемого способа: кривая 1 характерна для электролита - Na2CO3 (пример 1); кривая 2 - для Na2SO4 (пример 2); кривая 3 - для (NH4)2SO4 (пример 3).
A1, А2, А3 - зона рабочих напряжений, соответственно, для примеров 1, 2 и 3.
Значения тока в приведенных примерах:
пример 1 - I=0,5 А;
пример 2 - I=0,6 А;
пример 3 - I=1,4 А.
Величина тока не зависит от площади обрабатываемой поверхности, т.к. искровой разряд носит локальный характер.
Во всех примерах конкретного выполнения материал анода не растворяется.
Поверхность деталей после очистки от слоев неэлектропроводных материалов такая же, какой была до нанесения этих материалов.
Предлагаемый способ очистки позволит упростить установку, снизить эксплуатационные расходы, улучшить условия труда, т.к. применяемое напряжение не более 100 В, отсутствуют вращающиеся части, поток раствора, потери очищенного металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1943 |
|
SU90516A1 |
| УСОВЕРШЕНСТВОВАННЫЙ ПРОЦЕСС И АППАРАТ ДЛЯ ОЧИСТКИ И/ИЛИ ПОКРЫТИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ С ИСПОЛЬЗОВАНИЕМ ТЕХНОЛОГИИ ЭЛЕКТРОПЛАЗМЫ | 2000 |
|
RU2213811C1 |
| СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ С ПОВЕРХНОСТИ ПЛОСКОГО ПРОКАТА В ЭЛЕКТРОЛИТЕ | 2014 |
|
RU2581957C1 |
| Способ снятия защитных покрытий с проводящих поверхностей | 2023 |
|
RU2811297C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ ИЗДЕЛИЙ ИЗ ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ | 1997 |
|
RU2118412C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛИ В ПЕРЕМЕННОМ МАГНИТНОМ ПОЛЕ | 2023 |
|
RU2821036C1 |
| Способ струйного электролитно-плазменного полирования металлических изделий сложного профиля и устройство для его реализации | 2016 |
|
RU2640213C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МЕТАЛЛОКЕРАМИЧЕСКОГО ПОКРЫТИЯ НА ВЕНТИЛЬНЫХ МЕТАЛЛАХ И ИХ СПЛАВАХ | 2013 |
|
RU2543659C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛИ В ПЕРЕМЕННОМ МАГНИТНОМ ПОЛЕ ПРИ ПОНИЖЕННОМ ДАВЛЕНИИ | 2023 |
|
RU2820693C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОЙ ОЧИСТКИ ОТ ОКАЛИНЫ ЛЕНТОЧНОГО ПРОКАТА | 2014 |
|
RU2578623C1 |
Изобретение относится к области электрохимических методов обработки металлических поверхностей и может быть использовано для удаления лакокрасочных покрытий, окалины, накипи с поверхности металлов. Способ включает очистку в водном растворе соли, при этом для образования искрового разряда в месте контакта металл - неэлектропроводный материал - раствор величину подаваемого на электроды постоянного напряжения устанавливают 60-100 В. Технический результат: улучшение условий труда, снижение эксплуатационных расходов при достижении полной очистки металлических поверхностей от слоев неэлектропроводных материалов. 1 ил.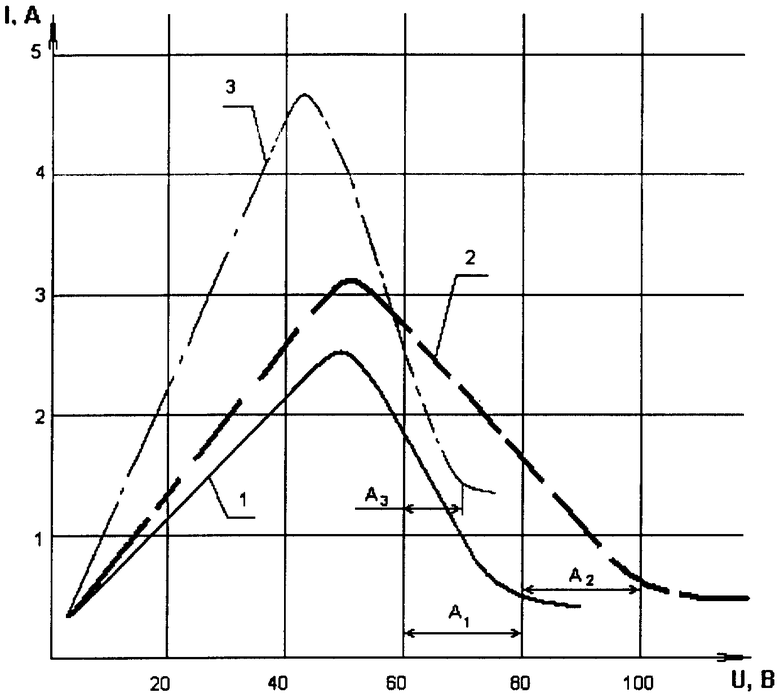
Способ электрохимической катодной очистки металлических поверхностей от слоев неэлектропроводных материалов, включающий очистку в водном растворе соли, отличающийся тем, что для образования искрового разряда в месте контакта металл - неэлектропроводный материал - раствор величину подаваемого на электроды постоянного напряжения устанавливают 60-100 В.
| Двухпозиционный регулятор уровня в ферментерах | 1986 |
|
SU1399710A2 |
| RU 2055947 C1, 10.03.1996 | |||
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ В ЭЛЕКТРОЛИТЕ | 1997 |
|
RU2104338C1 |

