2, Устройство по п.1, о т л и - чающееся тем, что угол об сек-, тора, стороны которого ограничивают хорду эластичного сегмента пуансона, определяется из неравенства
sinc -- Ui пп
1
Изобретение относится к обработке металлов давлением, а именно к уст- ройствам для изготовления деталей с отводами, например тройников.
Цель изобретения - расширение тех нологических возможностей путем сокращения числа переходов при формо- образовайии.
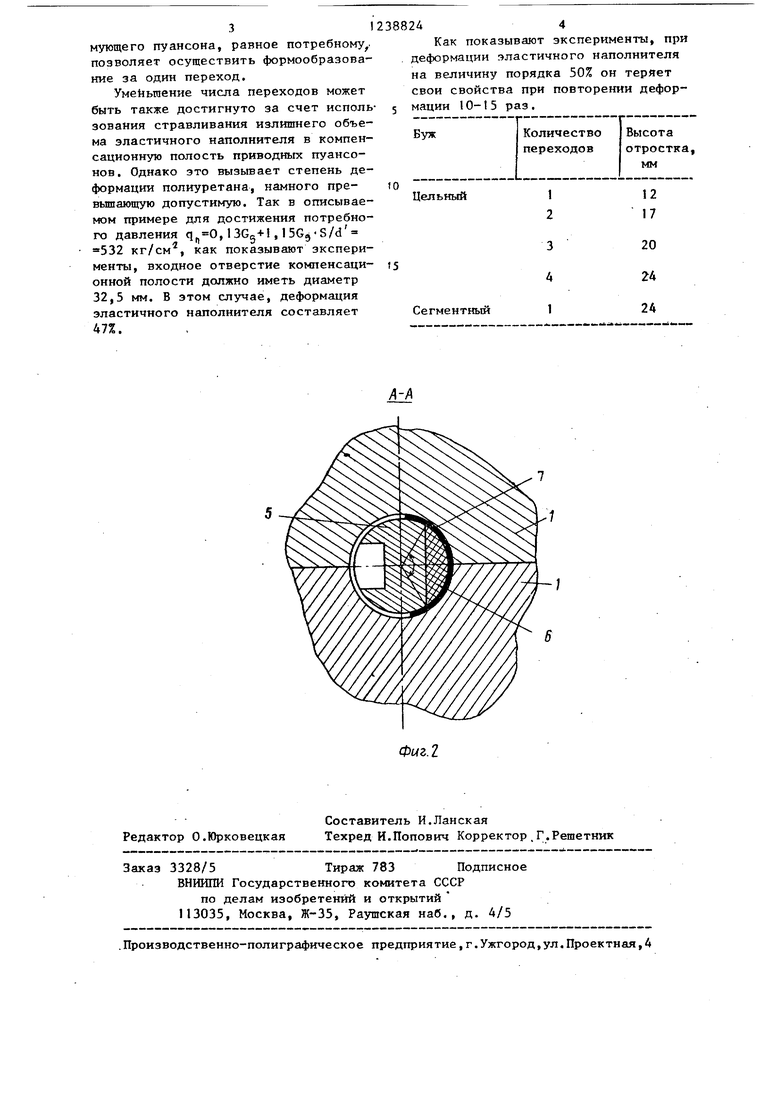
На фиг.1 показано устройство в исходном и рабочем положениях; на фиг.2 - сечение А-А на фиг,1.
.Устройство состоит (фиг.1) из двух профильных полуматриц 1 с упором 2, приводных пуансонов 3, снабженных выступами 4, сопряженными по посадке движения с пазами металлического сегмента пуансона 5 (фиг;2), и эластичного сегмента 6.
Устройство работает следующим образом. .
Заготовку 7 со скошенными торцами размещают по ее внутреннему диаметру соосно формующему пуансону. При перемещении приводных пуансонов эластичный наполнитель сжимается, и про- исходит формообразование детали, а излишний объем части формующего пуансона - металлического стержня перемещается по впадинам приводных пуансонов и не препятствует процессу формообразования.
о
в такой схеме формообразования перемещение излишнего объема формующего пуансона во внутреннюю полость приводных пуансонов происходит без деформации эластичного наполнителя, что приводит к увеличению его стойкости. Кроме того, металлический стержень, сопряженный цо посадке дви жения с приводными пуансонами, пре- пятствует давленик) эластичного наполнителя на часть заготовки со стороны, противоположной формующему отV.., - объем формующей полости
Чип
матрицы;
D - диаметр формующего пуансона;
Н| - рабочий ход пуансона торцового подпора.
воду, что способствует лучшему поступлению материала заготовки в очаг .деформации, а также значительно снижает усилие раскрытия полуматриц.
Размеры эластичного наполнителя определяются углом об (фиг.2) и выбираются из условия, что перемещаемый с торцов объем эластичного наполнителя Vg не меньше объема формуемого отвода VHOA
г5,,р Н„
Hn-(«;-5inex:.)V
noft j
(I)
Н,
де 8.„ - площадь сечения эластичного наполнителя, имеющего форму сегмента; 1 - рабочий ход приводного
пуансона;
- диаметр формующего пуансона. Из равенства (1) следует, что
4V,
D
Ф
oi-sin ci
пол
(2)
Пример. Формуют деталь типа тройника из заготовку 0 63 х 0,8 мм из титанового сплава ПТ-7М. Диаметр формуемого отростка 42 мм, его высота (в отформованной заготовке) 24 мм
В таблице приведены результаты экспериментов по формообразованию указанной детали цельным полиурета- новым бужом из СКУ-7Л и составным пуансоном с об 142°, из соотношения (2).
рассчитанным
Из данных таблицы видно, что формообразование детали цельным бужом из-за сильного возрастания давления в формующем пуансоне осуществляется за четыре перехода в то время, как использование сегментного бужа, обеспечивающего давление фор3
мующего пуансона, равное потребному, позволяет осуществить формообразование за один переход.
Умейьтаение числа переходов может быть также достигнуто за счет исполь зования стравливания излишнего объема эластичного наполнителя в компенсационную полость приводных пуансонов. Однако это вызьюает степень деформации полиуретана, намного пре- вьшающую допустимую. Так в описываемом примере для достижения потребного давления ,13Сд- -, 1 SGg-S/d 532 кг/см, как показывают эксперименты, входное отверстие компенсационной полости должно иметь диаметр 32,5 мм. В этом случае, деформация эластичного наполнителя составляет 47%.
23882Д4
Как показывают эксперименты, при деформации эластичного наполнителя на величину порядка 50% он теряет свои свойства при повторении дефор- с мации 10-15 раз.
10
15
Сегментный
3 4
20 24 24
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий с отводами | 1988 |
|
SU1724405A1 |
| Устройство для формовки полых изделий с отводами с использованием эластичного наполнителя | 1985 |
|
SU1310063A1 |
| Устройство для формовки полых изделий с отводами | 1987 |
|
SU1447469A2 |
| Устройство для раздачи с подпором тонкостенных труб | 1985 |
|
SU1294428A1 |
| Устройство для изготовления тонкостенных полых изделий с отводами | 1984 |
|
SU1224037A1 |
| Устройство для раздачи труб | 1984 |
|
SU1197760A1 |
| НАПОЛНИТЕЛЬ ТРУБНЫХ ЗАГОТОВОК ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТВОДАМИ | 2004 |
|
RU2279327C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НЕРАВНОПРОХОДНЫХ ТРОЙНИКОВ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 2013 |
|
RU2528927C1 |
| Устройство для гибки труб | 1985 |
|
SU1255241A1 |
| Устройство для раздачи трубчатых заготовок | 1987 |
|
SU1496865A1 |
Редактор О.Юрковецкая
Составитель И.Ланская
Техред И.Попович Корректор.Г.Решетник
Заказ 3328/5Тираж 783 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
| Штамп для формовки полых изделий с отводами | 1974 |
|
SU582026A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
