it 4; 4i
О)
со
14)
Изобретение относится к обработке металлов давлением, в частности к штамповке комбинированным наполнителем, и может быть использовано в раз личных отраслях машиностроения при изготовлении полых изделий с отводами.
Цель изобретения - расширение технологических возможностей за счет повышения стойкости составного формующего пуансона.
На чертеже изображено устройство для формовки полых изделий с отводами (продольный разрез), причем в верхней половине составной формующий пуансон находится в свободном, а в нижней - в сжатом положениях.
Устройство содержит разъемную матрицу 1 с полостью для формуемого отвода 2, иажимной пуансон 3, имеющий выступ 4, сопряженный по посадке движения с пазами металлического сегмента 5, и эластичный сегмент 6, перемещающийся в процессе формовки относительно металлического сегмента 5 по поверхности 7 скольжения и прикрепленный к нему на участке, протяженном вдоль оси составного форму илдего пуансона на величину, не превосходящую диаметр.пол ости для отвода разъемной матрицы, и расположенном симметрично ее оси. Крепление 8 может быть выполнено, например, типа ласточкина хвоста.
Устройство работает следующим образом.
При формовке тройников под действием приводного пуансона 3 эластичный сегмент 6 сжимается, перемещаясь относительно металлического сегмента 5 по поверхности 7 скольжения по мере роста отвода изделия.
Крепление эластичного сегмента 6 препятствует потере его устойчивости
и отрыву от металлического сегмента в зоне максимальных деформаций.
Увеличение длины участка крепления эластичного сегмента уменьшает величину поверхности его скольжения в процессе формообразования относительно металлического сегмента, а следовательно, и подачу с торцов в очаг деформации эластичного материала, что приводит к недостаточной величине формующего давления. Уменьшение длины участка крепления не предотвращает потери устойчивости формующего составного пуансона.
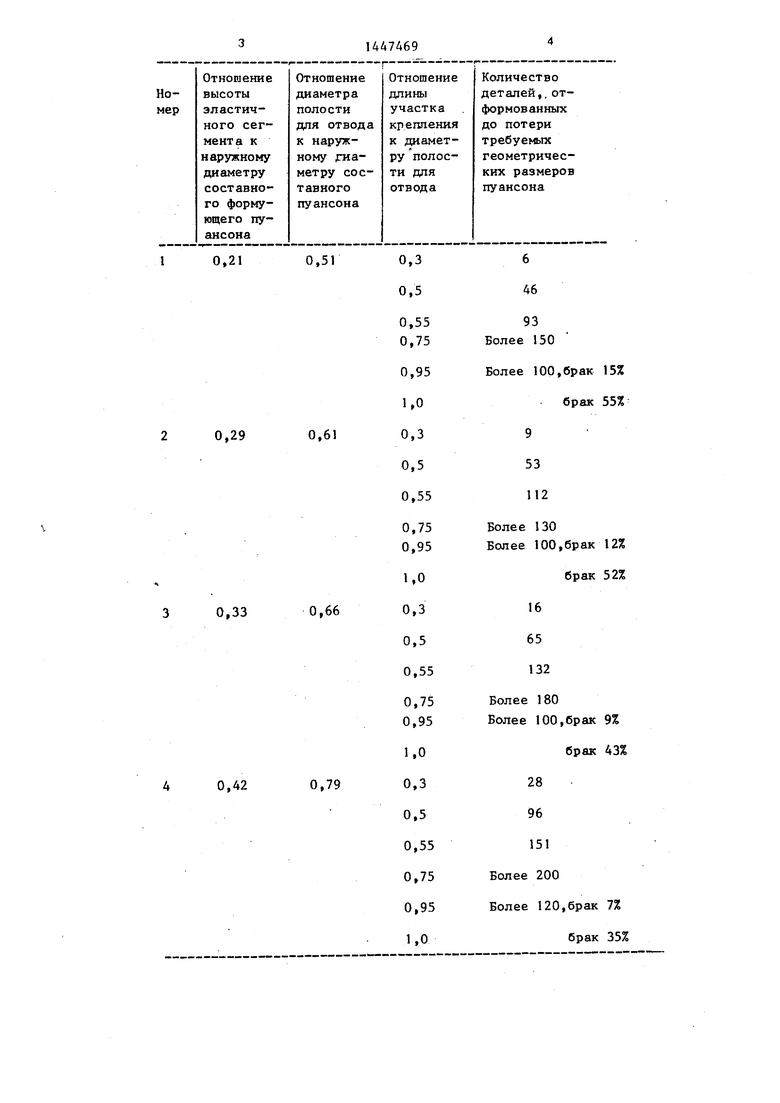
В таблице приведены результаты экспериментов по определению длины участка креготения эластичного сегмета.
Из данных таблицы видно, что наибольшую устойчивость имеют составные пуансоны с отношением данных участка крепления h к диаметру полоти для отвода П,ц , определяемых из соотношения
0,5
Ь.
огв
1.
I
Формула изобретения
Устройство для формовки полых изделий с отводами по авт. св. № 1238824, отличающееся тем, что, с целью расширения технологических возможностей за счет повышения стойкости составного формующего пуансона, эластичный сегмент составного формукицего пуансона жестко закреплен на его металлическом сегменте на участке, равнорасположен- ном по обе стороны от оси симметрии матрицы, при этом отношение длины упомянутого участка к диаметру полости для образования отвода матрицы должно быть менее 1, но более 0,5.
0,29
0,61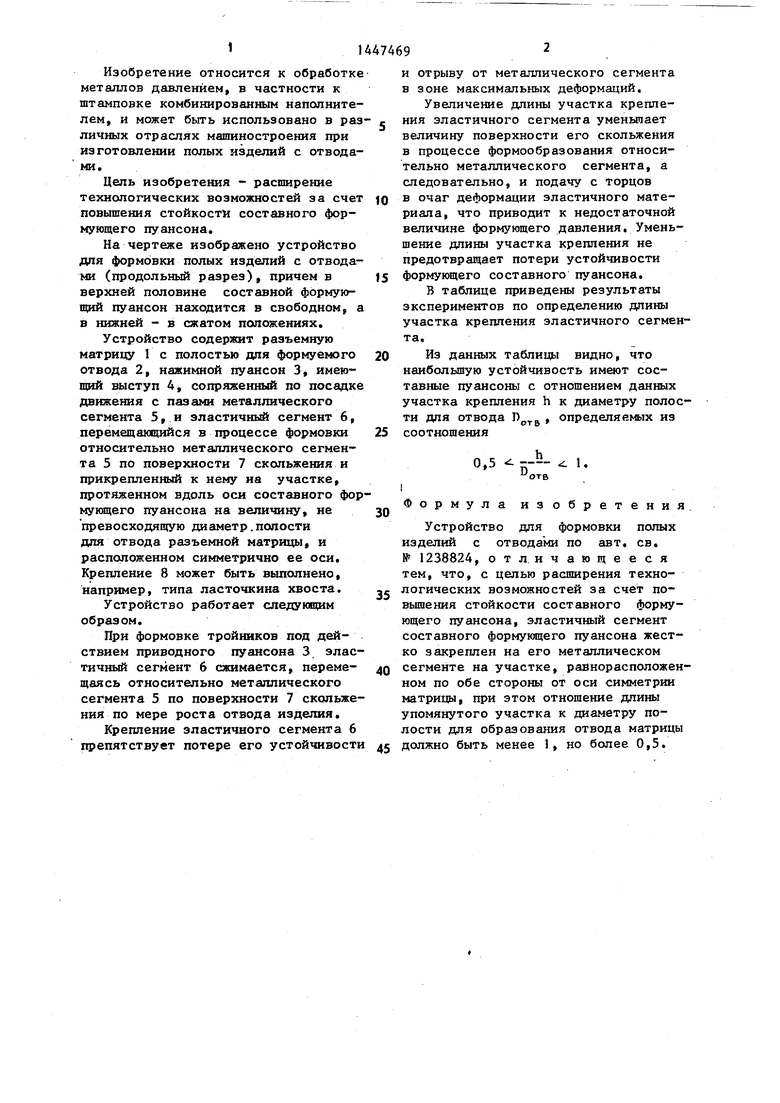
| название | год | авторы | номер документа |
|---|---|---|---|
| НАПОЛНИТЕЛЬ ТРУБНЫХ ЗАГОТОВОК ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТВОДАМИ | 2004 |
|
RU2279327C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ТРОЙНИКОВ | 2014 |
|
RU2559623C1 |
| Способ изготовления полых изделий с отводами | 1988 |
|
SU1724405A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 1995 |
|
RU2082523C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НЕРАВНОПРОХОДНЫХ ТРОЙНИКОВ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 2013 |
|
RU2528927C1 |
| СПОСОБ ФОРМОВКИ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 1996 |
|
RU2096110C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ДАВЛЕНИЕМ ТЕКУЧЕЙ СРЕДЫ | 1996 |
|
RU2098210C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ТИПА ТРОЙНИКОВ, НАПРИМЕР КОРПУСОВ ВОДО- И ТЕПЛОСЧЕТЧИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК ГИДРОШТАМПОВКОЙ | 2005 |
|
RU2348478C2 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2422226C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С ОТВОДАМИ ПОСРЕДСТВОМ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 2013 |
|
RU2538888C1 |
Изобретение относится к обработке металлов давлением, в частности к штамповке комбинированным наполнителем, и может быть использовано в различных отраслях машиностроения при изготовлении полых изделий с отводами. Цель изобретения - расптрение технологических возможностей за счет повьшения стойкости составного фор мующего пуансона. При формовке тройников под действием приводного пуансона 3 эластичный сегмент 6 сжимается и перемещается относительно металлического сегмента 5 по поверхности скольжения 7. Жесткое крепле- ние 8 препятствует потере устойчивости и отрыву эластичного сегмента 6 от металлического сегмента 5 в зоне максимальных деформаций..Длина участка крепления определяется по экспериментальным данным. 1 ил., I табл. § (Л
0,33
0,66
| Устройство для формовки полых изделий с отводами | 1985 |
|
SU1238824A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
