Триодный способ катодно-плазменного азотирования деталей с отверстиями.
Изобретение относится к области химико-термической обработки, в частности к ионному азотированию.
Это изобретение может найти широкое применение в машиностроении, авиамоторостроении, автостроении, арматуростроении.
Известен триодный способ катодно-плазменного азотирования при давлении в камере 0,13-13,3 Па, где в качестве горячего электрода используется разогретая до температуры эффективной эмиссии электронов вольфрамовая нить (Патент 63783 Финляндия. Способ азотирования при низком давлении с использованием тлеющего разряда. Заявлено 30.09.81 г., №813032, опубл. 10.08.83 г., МКИ С 23 С 11/16).
Данный способ позволяет существенно сократить время процесса, повысить износоустойчивость азотированной поверхности.
Однако этот способ, позволяя получать более равномерные поверхностные слои, чем при ионном азотировании (Б.Н.Арзамасов. Химико-термическая обработка в активизированных газовых средах. М.: Машиностроение, 1979, 119 с), не решает проблемы азотирования деталей со сложной конфигурацией поверхности.
Наиболее близким к предлагаемому является триодный способ катодно-плазменного азотирования деталей (SU 1403982 А1, МПК 7 Н 05 Н 1/00, 27.06.1986, формула).
Данный способ позволяет повысить равномерность азотированного слоя, но также не решает проблемы азотирования деталей со сложной конфигурацией поверхности.
Задачей настоящего изобретения является повышение эксплуатационных свойств деталей со сложной конфигурацией поверхности за счет более равномерного азотирования.
Поставленная задача решается предложенным триодным способом катодно-плазменного азотирования деталей с отверстиями, отличающимся тем, что азотирование проводят при низком давлении с напряжением смещения, которое создают между деталью и горячим электродом, при этом вокруг вакуумной камеры создают вращающееся магнитное поле, амплитудное значение магнитной индукции которого определяют из соотношения:
а вращающееся магнитное поле создают путем его попеременного включения в горизонтальном и вертикальном направлении.
Данный способ обладает существенным отличием, так как предполагает использование вокруг вакуумной камеры вращающегося магнитного поля, амплитудное значение магнитной индукции которого подбирается такой величины, что обеспечивает угол падения ионного потока на боковую поверхность отверстия обрабатываемой детали меньшим критического (ϕкр.) для данного материала, и, следовательно, азотировать не только дно отверстия, но и его боковую поверхность.
На фиг.1 изображено продольное сечение круглого отверстия в обрабатываемой детали, расположенное горизонтально.
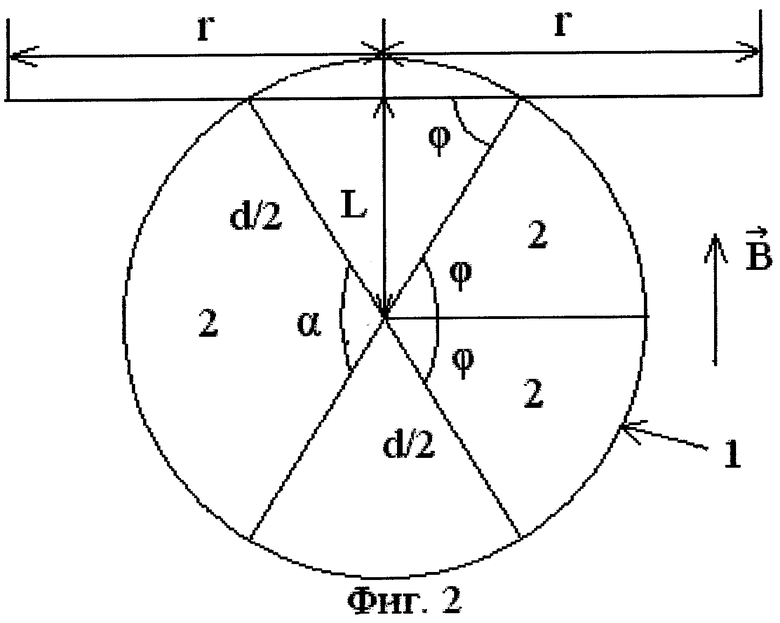
На фиг.2 изображено поперечное сечение отверстия в детали,
где d - диаметр отверстия, ϕ - угол падения положительных ионов на внутреннюю поверхность отверстия, r - радиус окружности, по которой движутся ионы во внешнем магнитном поле индукцией В,  - скорость положительного иона движущегося во внешнем магнитном поле по окружности, 1 - отверстие в детали, 2 - сектора, в пределах которых имеет место азотирование внутренней поверхности детали, L - расстояние от орбиты иона, имеющего угол падения α на внутреннюю поверхность отверстия, до оси отверстия,
- скорость положительного иона движущегося во внешнем магнитном поле по окружности, 1 - отверстие в детали, 2 - сектора, в пределах которых имеет место азотирование внутренней поверхности детали, L - расстояние от орбиты иона, имеющего угол падения α на внутреннюю поверхность отверстия, до оси отверстия,
α=2ϕ.
Азотирование в разряде, как известно, включает два конкурирующих процесса: катодное распыление поверхности, сопровождающееся образованием в атмосфере азота нитрида распыляемого материала, и конденсации, адсорбции (обратное катодное распыление на поверхности образовавшихся нитридов, а также ионов азота, сопровождающееся диффузией азота в матрицу).
Эффективность диффузионного насыщения в разряде существенно зависит от угла падения ионного потока. Азотированный слой практически отсутствует при угле падения ионного потока, большем некоторого критического значения угла (ϕкр.). В условиях низкого давления движение ионов носит прямолинейный характер и потому угол их падения на боковую поверхность отверстия (ϕ) будет определяться геометрией отверстия и его размерами (Влияние параметров химико-термической обработки в разряде на равномерность покрытий. А.А.Федоров, Т.Л.Шапошникова, А.И.Гаврилов. Тез. докл. IV Международной конференции "Математика, компьютер, образование", Пущино, 1977.).
Если поместить обрабатываемое в детали отверстие во внешнее магнитное поле (фиг.1), то движущиеся перпендикулярно к магнитному полю ионы (положительные) начнут вращаться по окружности радиусом r, бомбардируя боковую поверхность отверстия под углом ϕ. Скорость ионов (ν) может быть найдена из уравнения
где q - заряд положительного иона, U - отрицательный потенциал, подаваемый на обрабатываемую деталь относительно корпуса вакуумной камеры, m - масса положительного иона, ν - скорость положительного иона.
Во внешнем магнитном поле ионы будут двигаться по окружностям, радиус которых может быть найден из уравнения
где В - индукция внешнего магнитного поля, r - радиус окружностей, по которым будут двигаться ионы во внешнем магнитном поле.
Из фиг.1 следует
Для катодно-плазменного азотирования необходимо
или
Выразив r из (2) и подставив в (4), получим
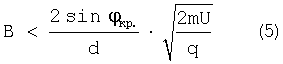
Неравенство (5) определяет амплитудное значение индукции вращающегося магнитного поля в зависимости от диаметра отверстия, при прочих равных параметрах процесса.
При катодно-плазменном азотировании в условиях низкого давления критическое значение угла (ϕкр.) составляет примерно 60°. Полагая
ϕ=ϕкр.
получим, что площадь обрабатываемой внутренней поверхности отверстия, определяемая центральным углом
α=2ϕ
составляет примерно  от всей площади поверхности справа и соответственно столько же слева от центра окружности (фиг.2). Таким образом, при отсутствии вращения магнитного поля обрабатывается
от всей площади поверхности справа и соответственно столько же слева от центра окружности (фиг.2). Таким образом, при отсутствии вращения магнитного поля обрабатывается  от всей площади внутренней боковой поверхности отверстия. Отсюда следует, что полная обработка всей внутренней боковой поверхности отверстия будет обеспечена путем поочередного включения магнитного поля в горизонтальном и вертикальном направлении.
от всей площади внутренней боковой поверхности отверстия. Отсюда следует, что полная обработка всей внутренней боковой поверхности отверстия будет обеспечена путем поочередного включения магнитного поля в горизонтальном и вертикальном направлении.
Использование предлагаемого триодного способа катодно-плазменного азотирования деталей с отверстиями по сравнению с существующим позволяет:
1. повысить долговечность деталей со сложной конфигурацией поверхности за счет более равномерного азотирования,
2. повысить долговечность деталей с внутренней рабочей поверхностью за счет ее азотирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ В НЕСАМОСТОЯТЕЛЬНОМ ТЛЕЮЩЕМ РАЗРЯДЕ | 2013 |
|
RU2544729C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УСКОРЕННОГО АЗОТИРОВАНИЯ ДЕТАЛЕЙ МАШИН С ИСПОЛЬЗОВАНИЕМ ИМПУЛЬСОВ ЭЛЕКТРОМАГНИТНОГО ПОЛЯ | 2013 |
|
RU2532779C1 |
| СПОСОБ АЗОТИРОВАНИЯ ИЗДЕЛИЯ ИЗ СТАЛИ В ПЛАЗМЕ ТЛЕЮЩЕГО РАЗРЯДА | 2015 |
|
RU2590439C1 |
| СПОСОБ ИОННОГО АЗОТИРОВАНИЯ ДЕТАЛИ ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2024 |
|
RU2837226C1 |
| СПОСОБ ЛОКАЛЬНОЙ ОБРАБОТКИ СТАЛЬНОГО ИЗДЕЛИЯ ПРИ ИОННОМ АЗОТИРОВАНИИ В МАГНИТНОМ ПОЛЕ | 2016 |
|
RU2640703C2 |
| УСТРОЙСТВО ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ В НЕСАМОСТОЯТЕЛЬНОМ ТЛЕЮЩЕМ РАЗРЯДЕ | 2007 |
|
RU2355817C2 |
| СПОСОБ ЛОКАЛЬНОГО ИОННОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ В ТЛЕЮЩЕМ РАЗРЯДЕ С МАГНИТНЫМ ПОЛЕМ | 2017 |
|
RU2654161C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ ДЕТАЛЕЙ В РАЗРЯДЕ В УСЛОВИЯХ НИЗКОГО ДАВЛЕНИЯ | 1999 |
|
RU2173353C2 |
| СПОСОБ АЗОТИРОВАНИЯ В ПЛАЗМЕ ТЛЕЮЩЕГО РАЗРЯДА | 2009 |
|
RU2409700C1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ В ВАКУУМЕ | 2014 |
|
RU2562185C1 |
Изобретение относится к химико-термической обработке, в частности к ионному азотированию. Способ включает азотирование при низком давлении с напряжением смещения, которое создают между деталью и горячим электродом. Вокруг вакуумной камеры создают вращающееся магнитное поле, амплитудное значение магнитной индукции которого определяют из соотношения:  , где m - масса положительного иона, U - отрицательный потенциал, подаваемый на обрабатываемую деталь относительно корпуса вакуумной камеры, q - заряд положительного иона, ϕкр. - критический угол падения положительного иона на обрабатываемую поверхность, d - минимальный диаметр отверстия в детали, В - амплитудное значение индукции вращающегося магнитного поля. В частных случаях выполнения изобретения вращающееся магнитное поле создают путем его попеременного включения в горизонтальном и вертикальном направлении. Техническим результатом изобретения является повышение эксплуатационных свойств деталей со сложной конфигурацией поверхности за счет более равномерного азотирования. 1 з.п. ф-лы, 2 ил.
, где m - масса положительного иона, U - отрицательный потенциал, подаваемый на обрабатываемую деталь относительно корпуса вакуумной камеры, q - заряд положительного иона, ϕкр. - критический угол падения положительного иона на обрабатываемую поверхность, d - минимальный диаметр отверстия в детали, В - амплитудное значение индукции вращающегося магнитного поля. В частных случаях выполнения изобретения вращающееся магнитное поле создают путем его попеременного включения в горизонтальном и вертикальном направлении. Техническим результатом изобретения является повышение эксплуатационных свойств деталей со сложной конфигурацией поверхности за счет более равномерного азотирования. 1 з.п. ф-лы, 2 ил.
где m - масса положительного иона;
U - отрицательный потенциал, подаваемый на обрабатываемую деталь относительно корпуса вакуумной камеры;
q - заряд положительного иона;
ϕкр. - критический угол падения положительного иона на обрабатываемую поверхность;
d - минимальный диаметр отверстия в детали;
В - амплитудное значение индукции вращающегося магнитного поля.
| SU 1403982 А1, 27.06.1996 | |||
| ТРИОДНЫЙ СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ В РАЗРЯДЕ | 1993 |
|
RU2034094C1 |
| Способ азотирования стальных изделий в тлеющем разряде | 1982 |
|
SU1373326A3 |
| Способ обработки металлических поверхностей тлеющим разрядом | 1990 |
|
SU1770447A1 |
| Способ очистки воздуха, коксового или генераторного газа, подлежащих сжижению, от ацетилена и других примесей | 1936 |
|
SU63783A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |

