Изобретение относится к машиностроению и может быть использовано при производстве электровоспламенителей и электродетонаторов для горнорудных работ.
Известен автомат изготовления мотков провода, осуществляющий отмеривание провода и его обрезку, который состоит из двух параллельных шнеков, вращающихся как вокруг своей оси, так и вокруг общей оси симметрии. При вращении вокруг общей оси производится намотка провода, а при вращении шнеков происходит смещение мотка к краю, где он обрезается и снимается со шнека (Патент США №2527662, кл. 242-53 1971 г.).
Достоинством автомата является то, что он за счет отмеривания может изготавливать мотки заданной длины, начиная с некоторой минимальной.
Недостатком этого автомата является то, что он не зачищает концы проводников.
В качестве прототипа взят автомат для изготовления мотков провода с размещенными на поворотном корпусе механизмами, осуществляющими продольную и поперечную намотку, обрезание и зачистку концов проводников (Авторское свидетельство №738028, H 02 G 1/12, 1976 г.).
Недостаток данного автомата заключается в изготовлении мотков только одной длины.
Цель изобретения заключается в расширении номенклатуры изготовляемых автоматом мотков провода.
Указанная цель достигается тем, что в автомате изготовления мотков провода, содержащем две катушки с запасом проводов, узел рихтовки, привод, укладчик проводов, поворотный корпус с узлами обрезки и зачистки проводов, продольной и поперечной намотки, сброса готового мотка провода, программное устройство, состоящее из кинематически связанных между собой секторной шестерни с секторными копирами, которая установлена соосно и с возможностью взаимодействия с поворотным корпусом, и диска с секторными копирами, управляющего укладчиком проводов и механизмом стопорения секторной шестерни, дополнительно имеются датчик оборотов поворотного корпуса, счетчик, соленоид, шпонка включения на валу секторного диска, взаимодействующие таким образом, что при достижении заданного числа оборотов счетчик включает соленоид, который освобождает шпонку включения и диск с секторными копирами совершает один оборот.
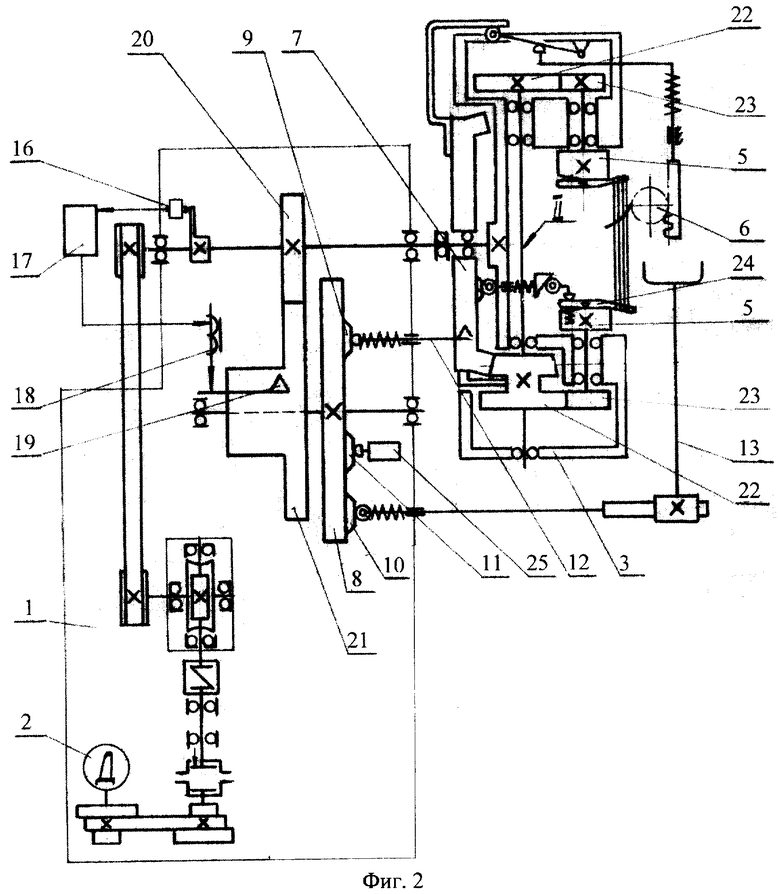
На фиг.1 показан автомат изготовления мотков провода.
На фиг.2 показана кинематическая схема автомата изготовления мотков провода.
Автомат изготовления мотков провода, изображенный на фиг.1, состоит из станины (поз.1), привода (поз.2), поворотного корпуса (поз.3) с узлом отрезания и снятия изоляции с концов провода (поз.4), узла продольной и поперечной намотки (поз.5), узла сброса готового мотка провода (поз.6).
Программное устройство состоит из секторной шестерни (поз.7) и диска (поз.8) с секторными копирами (поз.9, 10, 11), которые взаимодействуют с механизмом стопорения (поз.12) секторной шестерни (поз.7), укладчиком провода (поз.13) и пневмоклапаном (поз.25).
Сбоку от укладчика провода (поз.13) размещены два рихтовочных узла (поз.14) и две катушки (поз.15) с запасом провода.
На фиг.2 дополнительно показан механизм стопорения (поз.12) секторной шестерни (поз.7), датчик оборотов (поз.16) поворотного корпуса (поз.3), счетчик (поз.17), соленоид (поз.18), шпонка включения (поз.19), шестерня (поз.20) ведущего вала и шестерня (поз.21) ведомого вала, шестерни (поз.22 и 23), и рычаги (поз.24) узла продольной и поперечной намотки (поз.5).
Автомат изготовления мотков провода работает следующим образом.
В исходном состоянии соленоид (поз.18) обесточен, шпонка включения (поз.19) выключена и вращение шестерен (поз.20 и 21) не передается на секторный диск (поз.8). Секторная шестерня (поз.12) занимает исходное положение по отношению к поворотному корпусу (поз.3). При этом шестерня (поз.23) находится у края зубчатого сектора шестерни (поз.7).
Провода с катушек (поз.15), после прохождения рихтовочного узла (поз.14) и укладчика провода (поз.13), фиксируются на рычагах (поз.24). При включении привода (поз.2) поворотный корпус (поз.3) вращается против часовой стрелки. Провод начинает наматываться на выступающие наружу рычаги (поз.24) узла продольной и поперечной намотки (поз.5). При этом сигнал с датчика оборотов поворотного корпуса (поз.16) суммируется трехдекадным счетчиком (поз.17). Выходы счетчика (поз.17) в унитарном десятичном коде подаются на переключатели, на которых установлено заданное число оборотов. При достижении заданного значения выдается кратковременный сигнал на соленоид (поз.18), который освобождает шпонку включения (поз.19).
Диск (поз.8) с секторными копирами начинает поворачиваться на 360°. Секторный копир (поз.9) поворачивает укладчик провода (поз.13) в сторону узла отрезания и снятия изоляции (поз.4).
При дальнейшем смещении поворотного корпуса (поз.3) провода помещаются в узел отрезания и снятия изоляции (поз.4), в котором затем происходит их зажатие, отрезание и удаление изоляции с концов отрезанного провода. После этого укладчик провода (поз.13) возвращается в исходное положение.
Секторный копир (поз.10) включает механизм стопорения (поз.12) секторной шестерни (поз.7), которая до этого момента вращалась совместно с поворотным корпусом (поз.3). При остановке секторная шестерня (поз.7) обкатывается коническо-цилиндрической шестерней (поз.22) и через шестерню (поз.23) передает вращение узлу продольной и поперечной намотки (поз.5). При этом выполняется поперечная намотка. В этот момент происходит выдергивание отрезанных концов провода из узла отрезания и снятия изоляции (поз.4).
Концы провода, поступающие от укладчика провода (поз.13), удерживаются узлом отрезания и снятия изоляции (поз.4) до начала намотки следующего мотка провода.
Осуществив намотку, рычаги (поз.24) устанавливаются в исходное положение и расфиксируются. Далее вступает в работу узел сброса (поз.6), пластина которого, размещенная по центру поворотного корпуса, сбрасывает готовый моток провода.
Копир (поз.11) кратковременно включает пневмоклалан (поз.25), подающий струю воздуха в узел отрезания и снятия изоляции (поз.4) для удаления снятой изоляции.
В это время диск (поз.8) с секторными копирами (поз.9, 10, 11) совершает один оборот и шпонкой включения (поз.19) отключается от привода (поз.2). Одновременно отключается механизм стопорения (поз.12). Рычаги (поз.24) узла продольной и поперечной намотки (поз.5) фиксируются в положении выполнения продольной намотки.
Далее цикл изготовления мотка провода повторяется.
Длина провода в мотке определяется как сумма числа продольных витков, намотанных на рычаги (поз.24) узла продольной и поперечной намотки (поз.5) и постоянной части, определяемой кинематикой загрузки.
При помощи переключателей на счетчике (поз.17) устанавливается количество продольных витков, а установкой рычагов (поз.24) с другими геометрическими размерами изменяется длина одного витка.
Опытный образец автомата изготавливает мотки провода длиной от 0,3 до 5 м.
Таким образом, изготовление опытного образца автомата изготовления мотков провода и его испытание, подтверждает решение ранее поставленной цели. Это позволяет считать предложенное техническое решение соответствующим критерию "промышленное применение" и "новизна".
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления мотков из провода | 1976 |
|
SU738028A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ МОТКОВ ПРОВОДА | 1993 |
|
RU2084063C1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ МОТКОВ ПРОВОДА | 1998 |
|
RU2139617C1 |
| Автомат для изготовления мотков из провода | 1978 |
|
SU863470A2 |
| Автомат для изготовления ленточных стяжных хомутиков со шплинтом | 1975 |
|
SU529875A1 |
| СТАНОК ДЛЯ ПРОИЗВОДСТВА ТРУБ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 2003 |
|
RU2236350C1 |
| Автомат для изготовления мотков из звонкового провода | 1959 |
|
SU130116A1 |
| Автомат для намотки и упаковки тесьмы | 1980 |
|
SU937296A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1998 |
|
RU2161089C1 |
| Устройство для формирования мотков ленточного материала | 1984 |
|
SU1175843A1 |
Изобретение относится к области электротехники и машиностроения и может быть использовано при производстве электровоспламенителей и электродетонаторов для горнорудных работ. Технический результат - расширение номенклатуры изготавливаемых мотков провода. Сущность изобретения состоит в том, что в автомате изготовления мотков провода, содержащем две катушки с запасом проводов, узел рихтовки, привод, укладчик проводов, поворотный корпус с узлами обрезки и зачистки проводов, продольной и поперечной намотки, сброса готового мотка провода, программное устройство, состоящее из кинематически связанных между собой секторной шестерни с секторными копирами, которая установлена соосно и с возможностью взаимодействия с поворотным корпусом, и диска с секторными копирами, управляющего укладчиком проводов и механизмом стопорения секторной шестерни, дополнительно имеются датчик оборотов поворотного корпуса, счетчик, соленоид, шпонка включения на валу секторного диска, взаимодействующие таким образом, что при достижении заданного числа оборотов счетчик включает соленоид, который освобождает шпонку включения и диск с секторными копирами совершает один оборот. Автомат позволяет изготавливать мотки из провода длиной от 0,3 до 5 м. 2 ил.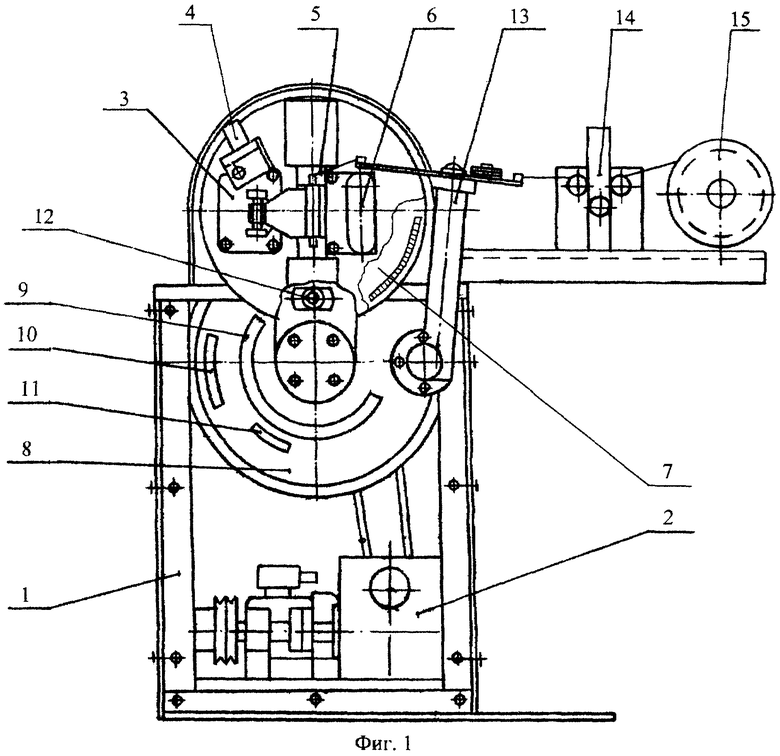
Автомат изготовления мотков провода, содержащий две катушки с запасом проводов, узел рихтовки, привод, укладчик проводов, поворотный корпус с узлами обрезки и зачистки проводов, продольной и поперечной намотками, сброса готового мотка провода, программное устройство, состоящее из кинематически связанных между собой секторной шестерни с секторными копирами, которая установлена соосно и с возможностью взаимодействия с поворотным корпусом, и диска с секторными копирами, управляющего укладчиком проводов и механизмом стопорения секторной шестерни, отличающийся тем, что дополнительно имеются датчик оборотов поворотного корпуса, счетчик, соленоид, шпонка включения на валу секторного диска, взаимодействующие таким образом, что при достижении заданного числа оборотов счетчик включает соленоид, который освобождает шпонку включения, и диск с секторными копирами совершает один оборот.
| Автомат для изготовления мотков из провода | 1976 |
|
SU738028A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ МОТКОВ ПРОВОДА | 1998 |
|
RU2139617C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ МОТКОВ ПРОВОДА | 1993 |
|
RU2084063C1 |
| Автомат для отмера, сматывания и резки проводов | 1991 |
|
SU1835576A1 |
| RU 93000509 A, 20.02.1995 | |||
| ЭЛЕКТРОННЫЕ ШАХМАТНЫЕ ЧАСЫ | 2013 |
|
RU2527662C1 |
| DE 10323495 B3, 19.08.2004. | |||

