Изобретение относится к станкостроению.
Цель изобретения - повышение точности обработки при расширении технологических возможностей станка путем обеспечения обработки фасонных поверхностей.
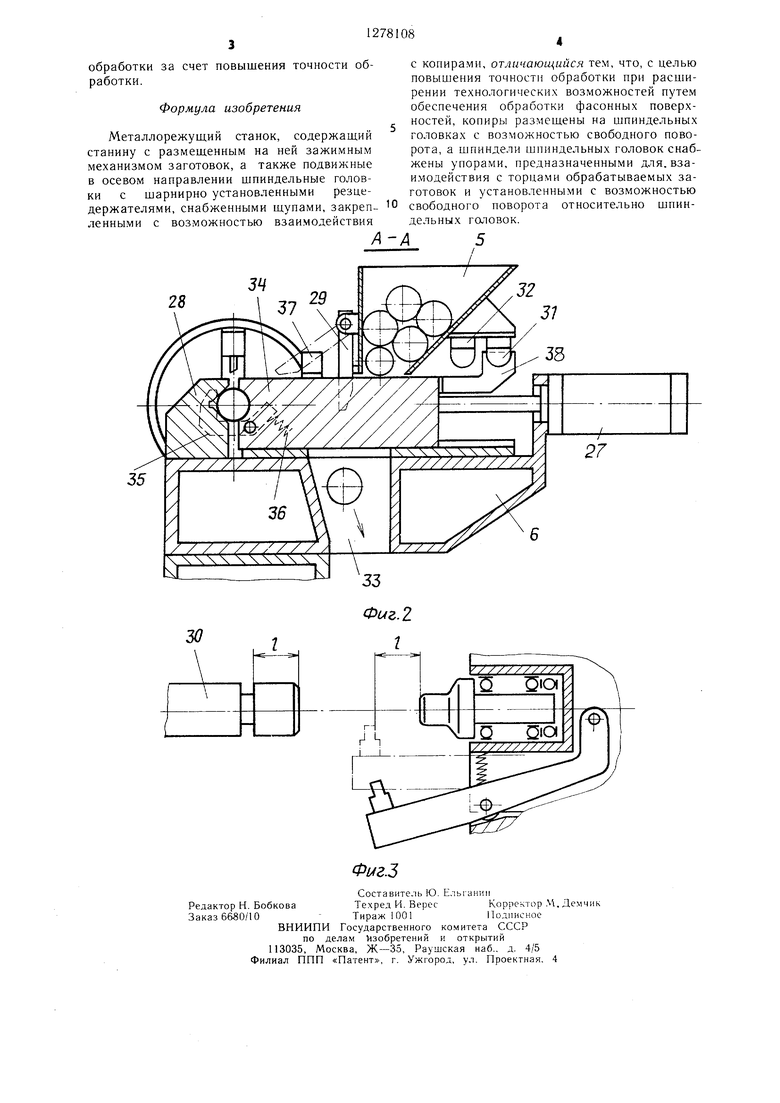
На фиг. 1 изображен предлагаемый станок, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - установка инструмента в резцедержателе относительно торца раз- мепленного в шпинделе головки упора и концевая часть обрабатываемой заготовки.
Металлорежущий станок содержит станину 1, имеющие возможность перемещения по направляющим через башмаки 2 шпиндельные головки 3 с приводами 4 вращения, бункер 5 и зажимной механизм 6. Внутри
ры 18 при движении щпиндельных головок 3 вперед упираются в торцы зажатой соосно с головками в призме 28 ползуном 34 заготовки 30. С этого момента шпиндели 15 и пиноли 25 в осевом направлении не перемещаются, а перемещаются копуса шпиндельных головок с копирами 17, вращающимися через щпонки 16 вместе со шпинделями S5.
Копиры 17 через щупы 20 поворачивают 10 вращающиеся со шпинделями резцедержатели 22 с резцами вокруг шарниров 21, производя тем самым проточку фасонных профилей на концах заготовок.
Параллельные осям шпинделей плоскости 19 копиров 17 обеспечивают в процессе
размещены концевые выключате-обработки точное выполнение фасонных
станины
ли 7 и 8, привод 9 продольной подачи с валом 10, на котором установлены кулачки 11 и лепесток 12.
Шпиндельные головки 3 содержат присоединенные к корпусу через упорные подшипники 13 и 14 и установленные на шпинделях 15 через шпонки 16 копиры 17, имеющие возможность свободного поворота вокруг оси шпинделя 15 упоры 18. Выполненные с параллельными осям шпинделей 15
плоскостями 19 копиры 17 контактируют poBj7. через щупы 20 с установленными на шарнирах 21 резцедержателями 22, которые подпружинены пружинами 23.
Нагруженные силовыми пружинами 24 пиноли 25 ограничены в осевом направлении щпонками-ограничителями 26.
Зажимное устройство 6 содержит пнев- моцилиндр 27, призму 28, рычаги 29 сброса обработанных деталей 30, концевые выключатели 31 и 32, окно 33 удаления обраарофилей в радиальном направлении независимо от колебаний длины заготовки и неточности ее установки.
Силовая пружина 24 обеспечивает пос- 2Q тоянный контакт упоров 18 с торцами заготовок на период обработки, пружины 23 вместе с центробежной силой обеспечивают контакт щупов 20 резцедержателей 22 с копирами 17. Упорные подшипники 13 и 14 воспринимают осевые нагрузки от копи30
По окончании обточки П1пиндельные головки 3 отходят назад, силовые пружины 24 выдвигают пиноли 25 со шпинделями 15 вперед до упора в шпонку-ограничитель 26, резцедержатели 22 с резцами под действием пружин 23 и центробежной силы разводятся.
Вращающийся леп(;сток 12 поочередно входит в концевые выключатели 7 и 8, один из которых предназначали для подачи ко.манботанных деталей, ползун 34 с рычагами 35 35 разжим и удаление детали во время
прижима заготовки и пружинами 36; лепестки 37 и 38.
Станок работает следующим образом.
В бункере 5 закладываются заготовки, одна из которых при .отведенном ползуне 34 попадает на рычаги 35, прижимающими ее при помощи пружин 36 к торцу ползуна при его движении вперед пневмоцилинд- ром 27, затем заготовка соосно со шпиндельными головками 3 зажимается в призме 28.
После этого от концевого выключателя 31 дается команда.на включение привода 9 продольной подачи, который передает движение валу 10 (непрерывно вращающийся до окончания работы) с кулачками 1, перемещающими одновременно через башмаки 2 шпиндельные головки 3 с включенными до окончания работы приводами 4 вращения шпинделей 15. Кулачки 11 обеспечивают подачу головок 3 вперед, назад и выстой (выдержку времени для зажима и удаления деталей) .
Размещенные в шпинделях 15 и имею40
выстоя головок в отведенном положении, другой - для блокировки (если во время выстоя головок новая заготовка не будет зажата, то отключается привод 9 продольной подачи).
При обратном ходе ползуна 34 обработанная деталь, вновь прижатая к торцу ползуна рычагами 35, при помощи пружин 36 упирается на рычаги 29 сброса, рычаги 35 поворачиваются, и де1аль сбрасывается со
J. станка через окно 33. Лепесток 38 входит в концевой выключатель 32, дающий команду пневмоцилиндру 27 на движение ползуна 34 с новой заготовкой вперед.
Движение ползуна 34 вперед и назад проходит во время выстоя головок.
50 Зажата в призме 28 новая заготовка, шпиндельные головки 3 снова перемещаются вперед и так далее, цикл продолжается автоматически.
Предлагаемый станок позволяет расширить технологические возможности путем
55 обеспечения обработки фасонных профилей при колебании длин заготовок и неточщие возможность свободного поворота упо-ностей их установки, повысить качество
ры 18 при движении щпиндельных головок 3 вперед упираются в торцы зажатой соосно с головками в призме 28 ползуном 34 заготовки 30. С этого момента шпиндели 15 и пиноли 25 в осевом направлении не перемещаются, а перемещаются копуса шпиндельных головок с копирами 17, вращающимися через щпонки 16 вместе со шпинделями S5.
Копиры 17 через щупы 20 поворачивают вращающиеся со шпинделями резцедержатели 22 с резцами вокруг шарниров 21, производя тем самым проточку фасонных профилей на концах заготовок.
Параллельные осям шпинделей плоскости 19 копиров 17 обеспечивают в процессе
обработки точное выполнение фасонных
poBj7.
арофилей в радиальном направлении независимо от колебаний длины заготовки и неточности ее установки.
Силовая пружина 24 обеспечивает пос- 2Q тоянный контакт упоров 18 с торцами заготовок на период обработки, пружины 23 вместе с центробежной силой обеспечивают контакт щупов 20 резцедержателей 22 с копирами 17. Упорные подшипники 13 и 14 воспринимают осевые нагрузки от копиoBj7.
По окончании обточки П1пиндельные головки 3 отходят назад, силовые пружины 24 выдвигают пиноли 25 со шпинделями 15 вперед до упора в шпонку-ограничитель 26, резцедержатели 22 с резцами под действием пружин 23 и центробежной силы разводятся.
Вращающийся леп(;сток 12 поочередно входит в концевые выключатели 7 и 8, один из которых предназначали для подачи ко.ман разжим и удаление детали во время
выстоя головок в отведенном положении, другой - для блокировки (если во время выстоя головок новая заготовка не будет зажата, то отключается привод 9 продольной подачи).
При обратном ходе ползуна 34 обработанная деталь, вновь прижатая к торцу ползуна рычагами 35, при помощи пружин 36 упирается на рычаги 29 сброса, рычаги 35 поворачиваются, и де1аль сбрасывается со
станка через окно 33. Лепесток 38 входит в концевой выключатель 32, дающий команду пневмоцилиндру 27 на движение ползуна 34 с новой заготовкой вперед.
Движение ползуна 34 вперед и назад проходит во время выстоя головок.
Зажата в призме 28 новая заготовка, шпиндельные головки 3 снова перемещаются вперед и так далее, цикл продолжается автоматически.
Предлагаемый станок позволяет расширить технологические возможности путем
обеспечения обработки фасонных профилей при колебании длин заготовок и неточобработки за счет повышения точности обработки.
Формула изобретения
Металлорежущий станок, содержащий станину с размещенным на ней зажимным механизмом заготовок, а также подвижные в осевом направлении щпиндельные головки с щарнирно установленными резцедержателями, снабженными щупами, закрепленными с возможностью взаимодействия
с копирами, отличающийся тем, что, с целью повышения точности обработки при расщи- рении технологических возможностей путем обеспечения обработки фасонных поверхностей, копиры размещены на щпиндельных головках с возможностью свободного поворота, а шпиндели шпиндельных головок снабжены упорами, предназначенными для. взаимодействия с торцами обрабатываемых заготовок и установленными с возможностью свободного поворота относительно шпиндельных гаповок.
28
Составитель Ю. Елы аннм
Редактор Н. БобковаТехред И. ВересКорректор М, Демчик
Заказ 6680/10 Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам 113обретений и открытий
113035, Москва, Ж-35, Раушская наб.. д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| КОПИРОВАЛЬНО-РАСТОЧНОЙ СТАНОК | 1973 |
|
SU382477A1 |
| Автоматический станок для подрезки торцов и снятия фасок | 1982 |
|
SU1034843A1 |
| СТАНОК ДЛЯ ПОДРЕЗКИ ТОРЦОВ ЗАГОТОВОК | 1973 |
|
SU364390A1 |
| Автоматический станок для снятия фасок | 1973 |
|
SU553049A1 |
| МНОГОПОЗИЦИОННЫЙ СТАНОКI ВСЕСОЮЗНАЯ \ | 1973 |
|
SU381499A1 |
| РАСТОЧНЫЙ СТАНОК | 1968 |
|
SU231299A1 |
| Токарный полуавтомат | 1973 |
|
SU512000A1 |
| Автоматический токарный станок | 1982 |
|
SU1026972A1 |
| Автоматический токарный станок | 1979 |
|
SU806262A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
Изобретение относится к области станкостроения. Целью изобретения является повышение точности обработки при расширении технологических возможностей путем повышения точности обработки и обеспечения фасонных поверхностей. Станок содержит шпиндельные головки 3, перемешаю- ш,иеся по направляюшим станины 1 и снабженные резцедержателями 22, которые через шупы 20 взаимодействуют с копирами 17. Станок снабжен бункером заготовок и зажимным устройством. При обработке упоры 18 упираются в торцы зажатой заготовки, при этом осушествляется перемешение шпиндельных головок 3 с копирами 17, при взаимодействии с которыми резцедержатели с инструментом обеспечивают обточку поверхностей заготовки. 3 ил. (Л ю оо СХ) Фиг.1
| Автоматический токарный станок | 1979 |
|
SU806262A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
