Изобретение относится к области обработки материалов резанием и может быть использовано для обработки внутренних и наружных некруглых поверхностей.
Целью настоящего изобретения является увеличение точности обработки, уменьшение инерционных нагрузок за счет мгновенного изменения скорости и направления движения инструмента.
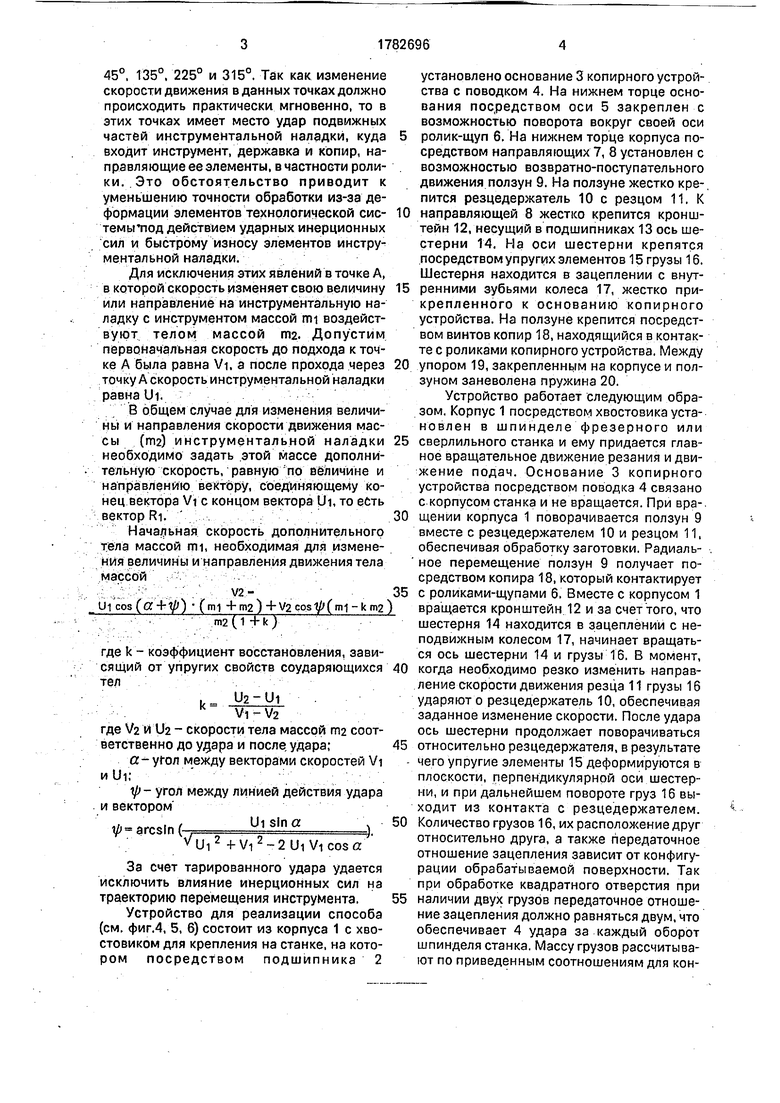
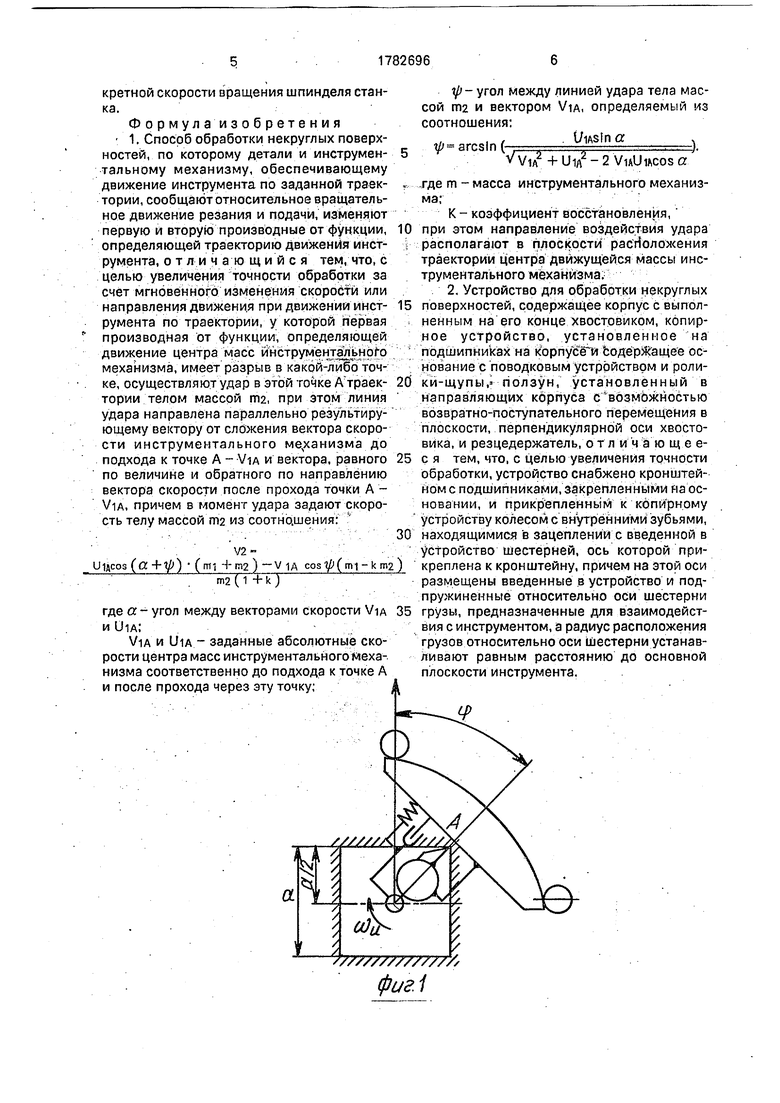
Изобретение поясняется чертежами, где на фиг.1 изображена схема устройства для точения квадратного отверстия; на фиг,2 представлены графики изменения радиус-вектора вершины резца, а также первой и второй производных от этой функции при повороте инструмента: на фиг.З изображена схема осуществлений способа; на
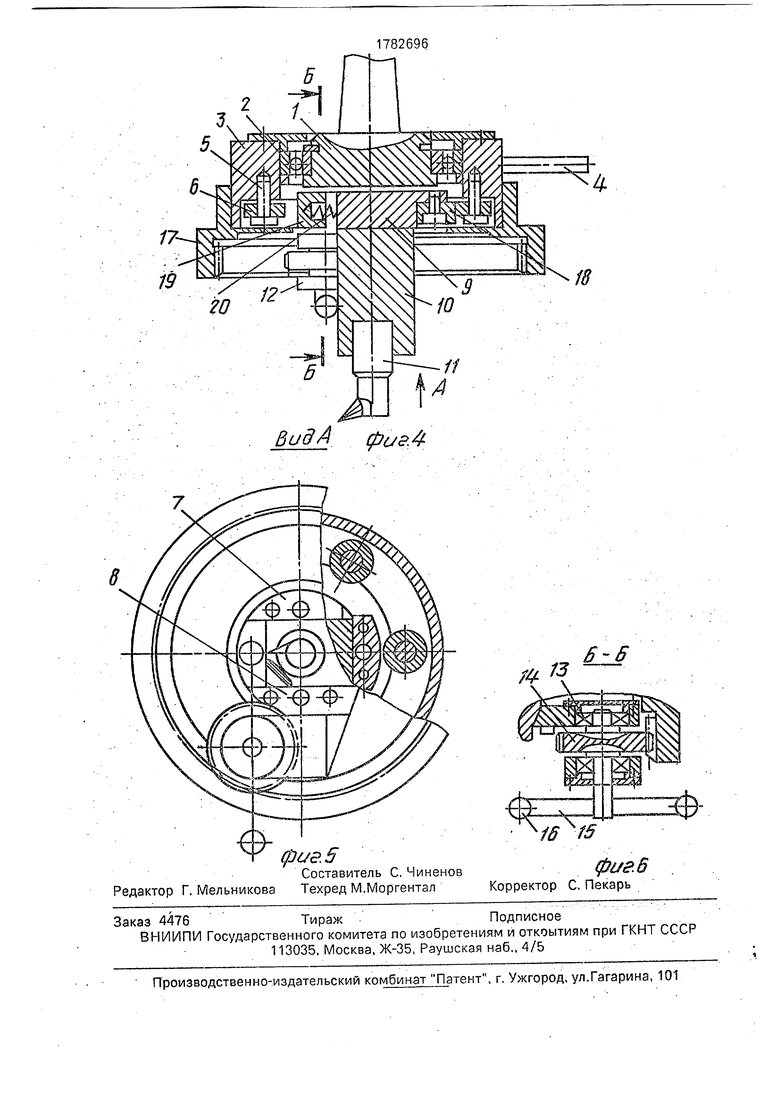
фиг,4 изображен продольный разрез общего вида устройства для реализации способа; на фиг,5 изображен вид А на фиг.4; на фиг.6 изображен разрез Б-Б на фиг.4.
По способу обработки некруглых поверхностей (см, фиг.З), у которых первая произ- водная от функции, определяющей движение центра масс подвижных частей инструментальной наладки, имеет разрыв в какой-либо точке, например в точке А, осуществляют удар в этой точке. На фиг.1 приведен пример обработки квадратного отверстия. Здесь в точках пересечения плоскостей квадрата имеет место резкое изменение направления движения инструмента. График первой производной имеет разрыв при повороте инструмента на угол, равный
45°, 135°, 225° и 315°. Так как изменение скорости движения в данных точках должно происходить практически мгновенно, то в этих точках имеет место удар подвижных частей инструментальной наладки, куда входит инструмент, державка и копир, направляющие ее элементы, в частности ролики. Это обстоятельство приводит к уменьшению точности обработки из-за деформации элементов технологической сие- темытюд действием ударных инерционных сил и быстрому износу элементов инструментальной наладки.
Для исключения этих явлений в точке А, в которой скорость изменяет свою величину или направление на инструментальную наладку с инструментом массой mi воздействуют телом массой mz. Допустим первоначальная скорость до подхода к точке А была равна VL а после прохода через точку А скорость инструментальной наладки равна UL
В общем случае для изменения величины и направления скорости движения массы (nri2) инструментальной наладки необходимо задать этой массе дополнительную скорость, равную по величине и направлению вектору, соединяющему конец вектора Vi с концом вектора Ui, то есть вектор RL
Начальная скорость дополнительного тела массой mi, необходимая для изменения величины и направления движения тела массой
V2-
U1 cos(g+t/j) (mi +m2)-bV2cost/ (ml-km2 т2(1 +k)
где k - коэффициент восстановления, зависящий от упругих свойств соударяющихся тел
ь- U2-U1 Vi - V2
где V2 и U2 - скорости тела массой гп2 соответственно до удара и после удара;
си- угол между векторами скоростей Vi и Ui;
ty- угол между линией действия удара и вектором
-.«ln(. , Ug Slna).
vUi2 4-Vi2-2Ui Vicosa
За счет тарированного удара удается исключить влияние инерционных сил на траекторию перемещения инструмента.
Устройство для реализации способа (см. фиг.4, 5, 6) состоит из корпуса 1 с хвостовиком для крепления на станке, на котором посредством подшипника 2
установлено основание 3 копирного устройства с поводком 4. На нижнем торце основания посредством оси 5 закреплен с возможностью поворота вокруг своей оси ролик-щуп 6, На нижнем торце корпуса посредством направляющих 7, 8 установлен с возможностью возвратно-поступательного движения ползун 9. На ползуне жестко крепится резцедержатель 10 с резцом 11. К направляющей 8 жестко крепится кронштейн 12, несущий в подшипниках 13 ось шестерни 14. На оси шестерни крепятся посредством упругих элементов 15 грузы 16. Шестерня находится в зацеплении с внутренними зубьями колеса 17, жестко прикрепленного к основанию копирного устройства. На ползуне крепится посредством винтов копир 18, находящийся в контакте с роликами копирного устройства. Между упором 19, закрепленным на корпусе и ползуном заневолена пружина 20.
Устройство работает следующим образом. Корпус 1 посредством хвостовика уста- новлен в шпинделе фрезерного или сверлильного станка и ему придается главное вращательное движение резания и движение подач. Основание 3 копирного устройства посредством поводка 4 связано с корпусом станка и не вращается. При вращении корпуса 1 поворачивается ползун 9 вместе с резцедержателем 10 и резцом 11, обеспечивая обработку заготовки. Радиальное перемещение ползун 9 получает посредством копира 18, который контактирует с роликами-щупами 6. Вместе с корпусом 1 вращается кронштейн 12 и за счет того, что шестерня 14 находится в зацеплении с неподвижным колесом 17, начинает вращаться ось шестерни 14 и грузы 16. В момент, когда необходимо резко изменить направление скорости движения резца 11 грузы 16 ударяют о резцедержатель 10, обеспечивая заданное изменение скорости. После удара ось шестерни продолжает поворачиваться относительно резцедержателя, в результате чего упругие элементы 15 деформируются в плоскости, перпендикулярной оси шестерни, и при дальнейшем повороте груз 16 выходит из контакта с резцедержателем. Количество грузов 16, их расположение друг относительно друга, а также передаточное отношение зацепления зависит от конфигурации обрабатываемой поверхности. Так при обработке квадратного отверстия при наличии двух грузов передаточное отношение зацепления должно равняться двум, что обеспечивает 4 удара за каждый оборот шпинделя станка. Массу грузов рассчитывают по приведенным соотношениям для конкретной скорости вращения шпинделя станка.
Формула изобретения 1. Способ обработки некруглых поверхностей, по которому детали и инструментальному механизму, обеспечивающему движение инструмента по заданной траектории, сообщают относительное вращательное движение резания и подачи, изменяют первую и вторую производные от функции, определяющей траекторию движения инструмента, отличающийся тем, что, с целью увеличения точности обработки за счет мгновенного изменения скорости или направления движения при движении инструмента по траектории, у которой первая производная от функции, определяющей движение центра масс инструментального механизма, имеет разрыв в какой-либо точке, осуществляют удар в этой точке А траек- тории телом массой ГП2, при этом линия удара направлена параллельно результирующему вектору от сложения вектора скорости инструментального механизма до подхода к точке А - VIA и вектора, равного по величине и обратного по направлению вектора скорости после прохода точки А - VIA, причем в момент удара задают скорость телу массой rri2 из соотношения:
V2
1Лдсоз(«+) (mi Ч-гп2) -V1A cos(m|-km2) ,m2(1 +k)
где а - угол между векторами скорости VIA и UIA:
VIA и UIA - заданные абсолютные скорости центра масс инструментального механизма соответственно до подхода к точке А и после прохода через эту точку;
ip- угол между линией удара тела массой гп2 и вектором VIA, определяемый из соотношения:
1/1 AS in a
arcsln(-
VViA2+UiA2-2ViAUi cosa
0
0
5
5
0
5
где m - масса инструментального механизма;
К - коэффициент восстановления, при этом направление воздействия удара располагают в плоскости расположения траектории центра движущейся массы инструментального механизма.
2, Устройство для обработки некруглых поверхностей, содержащее корпус с выполненным на его конце хвостовиком, копир- ное устройство, установленное на подшипниках на корпуЫГи содержащее основание с поводковым устройством и ролики-щупы, ползун, установленный в направляющих корпуса с возможностью возвратно-поступательного перемещения в плоскости, перпендикулярной оси хвостовика, и резцедержатель, отличающее- с я тем, что, с целью увеличения точности обработки, устройство снабжено кронштейном с подшипниками, закрепленными на основа нии, и прикрепленным к копирному устройству колесом с внутренними зубьями, находящимися в зацеплении с введенной в устройство шестерней, ось которой прикреплена к кронштейну, причем на этой оси размещены введенные в устройство и подпружиненные относительно оси шестерни грузы, предназначенные для взаимодействия с инструментом, а радиус расположения грузов относительно оси шестерни устанавливают равным расстоянию до основной плоскости инструмента.
Ч
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| СПОСОБ ОБРАБОТКИ НЕКРУГЛЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2214889C1 |
| Автоматическая линия для бесцентровой обработки деталей | 1988 |
|
SU1646796A1 |
| Устройство для токарной обработки поршневых колец | 1990 |
|
SU1745405A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНО ДВИЖУЩИХСЯ ТРУБ | 1992 |
|
RU2056981C1 |
| Способ обработки резанием циклоидальных поверхностей | 1985 |
|
SU1337202A1 |
| Гидравлическое следящее устройство к токарно-копировальным станкам для обработки некруглых поверхностей по объемным копирам | 1953 |
|
SU99594A1 |
| Зубофрезерный станок | 1977 |
|
SU864692A1 |
| Станок для обработки сферических поверхностей большого диаметра | 1982 |
|
SU1039650A1 |
| Способ управления механизмом передвижения подвешенного на канате груза | 1989 |
|
SU1794865A1 |
Использование: изобретение относится к обработке металлов резанием и может быть использовано для обработки некруглых поверхностей, Сущность изобретения состоит в том, что при движении инструмента по траектории, у которой первая производная от функции, определяющей движения центра масс инструментального механизма, имеет разрыв в какой-либо точке А, осуществляют удар в этой точке телом массой гп2. Линия удара направлена параллельно результирующему вектору от сложения вектора скорости инструментального механизма, В момент удара скорость телу задают из соотношения V2 UIA cos (а + V) (mi - m2)/rri2 (1 + К) - VIA cos $mi - -Krri2) гп2 (1 + К), где а- угол между векторами скорости UIA и VIA; UIA и VIA - заданные скорости центра масс инструментального механизма, соответственно до подхода к точке А и после прохода через эту точку, ty- угол между линией удара тела массой и вектором VIA, определяемый соотношением V arcsln UIA Sin a/ViA2 + UiA2 2ViA UIA x xcqsa), где mi - масса инструментального механизма, К - коэффициент восстановления. Направление воздействия удара распо- лагают в плоскости расположения траектории центра движущейся массы и инструментального механизма. 6 ил, СО
s//S//S/77/ 7777/
фиг1
а Т
10 20 30 4045ВО 60 70 80 90 fOO /10 120 130 135 Ц
фиг 2
Я
фие.З
Вид А фивЛ
Ш фие.5
Составитель С. Чиненов Редактор Г. Мельникова Техред М.Моргентал
Ј-6
16 15
фиаб
Корректор С. Пекарь
| Способ контурной обработки фасонных поверхностей | 1982 |
|
SU1085703A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ТОЧЕНИЯ НЕКРУГЛЫХ ПРОФИЛЕЙ | 0 |
|
SU217886A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
