1
Изобретение относится к сварке, в частности к оборудованию для дуговой сварки неплавящимся электродом в среде защитных газов, и может найти применение в машиностроительной, химической, авиационной промышленности для сварки изделий средних и больших толщин из алюминия и его сплавов.
Целью изобретенияя является сокращение расхода защитного газа, повышение стойкости неплавящихся электродов и улучшение защиты сварочной ванны.
На чертеже показан продольный разрез горелки.
Двухэлектродная горелка для дуговой сварки неплавящимися электродами в защитных газах состоит из изолятора 1, на котором закреплено овальное сопло 2, имеющее полость 3 охлаждения. Штуцеры 4 и 5 служат для подвода и отвода воды из полости 3 охлаждения сопла 2. Штуцер 6 и каналы 7 и 8 служат для подвода газа в цилиндрические каналы 9 и 10 сопла 2. На изоляторе 1 закреплены два корпуса 11 и 12. В каждом корпусе установлено по цангодер- жателю 13, каждый из которых с помощью 14 имеет возможность перемещения вдоль корпусов 11 и 12. Винт 15 фиксирует положение цангодержателя 13. В цангодержате- ле 13с помощью гайки 16 установлены цанги 17, в которых закреплен электрод 18. Цанга 17 состоит из штуцера 19, цилиндрической части 20, конической части 21 и хвостовика 22, имеющего диаметр внутреннего канала не более двух диаметров электрода и длину внутреннего канала не менее трех диаметров электрода, причем в конической части 21 имеются отверстия 23, которые пазами 24 связаны с полостью цилиндрической части 20, и прорези 25 в хвостовике 22. Пазы 24 выполнены шириной не менее 2 мм и равны диаметру отверстия 23, а высота пазов составляет 3/4 высоты цилиндрической части 20 цанги 17. Отверстия 23 расположены на половине длины образующей поверхности конической части 21.
В изоляторе 1 установлены шайбы 26, имеющие прорези 27 для обеспечения равномерного потока защитного газа.
Штуцеры 28 и 29 служат для подвода
охлаждающей жидкости (воды) в зону 30. охлаждения цангодержателя 13 и токопод- воды 31 и 32.
Горелка работает следующим образом. Электрод 18 устанавливают в цанге 17 и
п надежно закрепляют в цангодержателе 13, установленном в корпусе 12 и в корпусе 11, с помощью гайки 16, при этом прорези 25 на хвостовике 22 сомкнутся, а наружная поверхность хвостовика 22 цанги 17 будет расположена параллельно поверхности цилинд5 рического канала 10, а также и поверхности цилиндрического канала 9, сопла 2 и тем самым обеспечит постоянную площадь поперечного сечения кольцевого канала на всей длине хвостовика 22, что создаст равQ номерное истечение основного потока защитного газа из цилиндрического канала 10 и 9, который поступает в них через штуцер 6, каналы 7 и 8, расположенные в изоляторе 1, и через шайбы 26 с прорезями 27, выполненные для обеспечения равномерного распре5 деления газа. С помощью гайки 14 и установочного винта 15 осуществляется регулирование положения цангодержателей 13 в корпусе 12 и 11. Другой поток защитного газа поступает через штуцер 19 цанги 17 во
,, внутренний канал цилиндрической части 20, а затем по пазам 24 и через отверстие 23 конической части 21 во внутренний канал хвостовика 22, в котором создается дополнительный продольный поток газа высокой скорости.
5 Через штуцеры 4 и 5 осуществляется подвод охлаждающей жидкости (воды) в полость 3 охлаждения овального сопла 2.
Через штуцеры 28 и 29 одновременно осуществляется подвод охлаждающей жид- кости (воды) в зону 30 охлаждения цанги 17 с токоподводом 31 и 32 соответственно к корпусам 11 и 12.
Опытной проверкой установлено, что для обеспечения ламинарности истечения
дополнительного потока защитного газа и получения качественной защиты сварного шва цилиндрическая часть цанги должна иметь пазы шириной не менее 2 мм, длиной не менее 3/4 ее высоты, а хвостовик цанги имеет диаметр внутреннего канала не более двух диаметров электрода и длину внутреннего канала не менее трех диаметров электрода, ширина прорези хвостовика лимитируется его длиной и диаметром электрода.
При таком конструктивном решении цанги уменьшается внутренний объем цилиндрических отверстий сопла и тем самым создаются условия для более направленного ламинарного истечения газа из сопла основного защитного потока, что позволяет сократить расход газа с 20-80 л/ч до 16-24 л/ч, а введение дополнительного продольного потока защитного газа улучшает теплосъем с электродов, увеличивая тем самым ресурс работы электрода, создается возможность заглубления дуги в основной металл с целью повышения проплавляющей способности.
Использование в горелке устройства для подачи дополнительного потока защитного газа создает удобное и простое решение подвода защитного газа в цангу и передачу его во внутренний канал хвостовика цанги с одновременным надежным креплением электрода.
Введение указанных конструктивных решений увеличивает ресурс работы горелки, позволяет удобно, быстро и надежно закрепить электрод, что создает возможность повышения производительности труда, повышает качество сварных соединений.
Формула изобретения
1.Двухэлектродная горелка для дуговой сварки неплавящимся электродом в защитных газах, содержащая цангодержатели с цангами для закрепления неплавящихся электродов, а также сопло с двумя цилиндрическими каналами для направления защитного газа, отличающаяся тем, что, с целью сокращения расхода защитного газа, повышения стойкости неплавящихся электродов и улучшения защиты сварочной ванны, каждая цанга снабжена штуцером для подачи защитного газа и выполнена с цилиндрическим участком, переходящим в ко5 нический, расширяющийся к рабочему торцу цанги и переходящий в цилиндрический хвостовик с внутренним каналом для направления защитного газа, длина которого равна не менее трем диаметрам неплавящего элект0 рода, а его диаметр не превышает двух диаметров неплавящегося электрода, а кольцевой канал, образованный внутренней поверхностью канала сопла и наружной поверхностью хвостовика цанги, выполнен с постоянным по длине поперечным сечением.
2.Горелка по п. 1, отличающаяся тем, что с целью обеспечения ламинарности истечения потока газа из канала хвостовика цанги и надежного закрепления электрода, в цилиндрической части цанги выполнены пазы шириной не менее 2 мм на высоту не менее 3/4 высоты цилиндрической части, а в конической части цанги на половине длины образующей ее поверхности выполнены отверстия диаметром, не меньшим ширины паза, соединенные с упомянутыми пазами, а в хвостовике цанги выполнены прорези.
5
0
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2002 |
|
RU2280545C2 |
| Горелка для дуговой сварки неплавящимся электродом | 1990 |
|
SU1798078A1 |
| Горелка для дуговой сварки неплавящимся электродом в защитных газах | 1975 |
|
SU574289A1 |
| Горелка для дуговой сварки в среде защитных газов | 1982 |
|
SU1073034A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1985 |
|
SU1286369A1 |
| Горелка для дуговой сварки | 1985 |
|
SU1291425A1 |
| Горелка Г.А.Шагалова для дуговой сварки неплавящимся электродом в защитных газах | 1983 |
|
SU1117164A1 |
| Горелка для сварки неплавящимся электродом | 1989 |
|
SU1703324A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1989 |
|
SU1773630A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1982 |
|
SU1098709A1 |
Изобретение относится к сварке, в частности к оборудованию для дуговой сварки неплавящимся электродом в среде защитных газов, и может найти применение в машиностроительной, химической, авиационной отраслях промышленности для сварки изделий средних и больших толщин из алюминия и его сплавов. Цель изобретения - сокращение расхода защитного газа, повышение стойкости неплавящихся электродов и улучшение защиты сварочной ванны. Цанги 17 двухэлектродной горелки снабжены щтуцерами 19 для подачи дополнительного потока защитного газа. Цанга 17 выполнена с цилиндрической частью 20, конической частью 21 и хвостовиком 22, имеющим диаметр внутреннего канала не более двух диаметров электрода 18 и длину не менее трех диаметров электрода 18. На конической части 21 имеются отверстия 23, расположенные на половине длины образующей поверхности конической части 21. Это обеспечивает направление дополнительного потока защитного газа, улучшающего теплосъем с электрода 18, что увеличивает ресурс работы электрода 18. Горелка обеспечивает направленное ламинарное истечение основного потока из сопла 2, что позволяет сократить расход защитного газа до 16-24 л/час. 1 ил.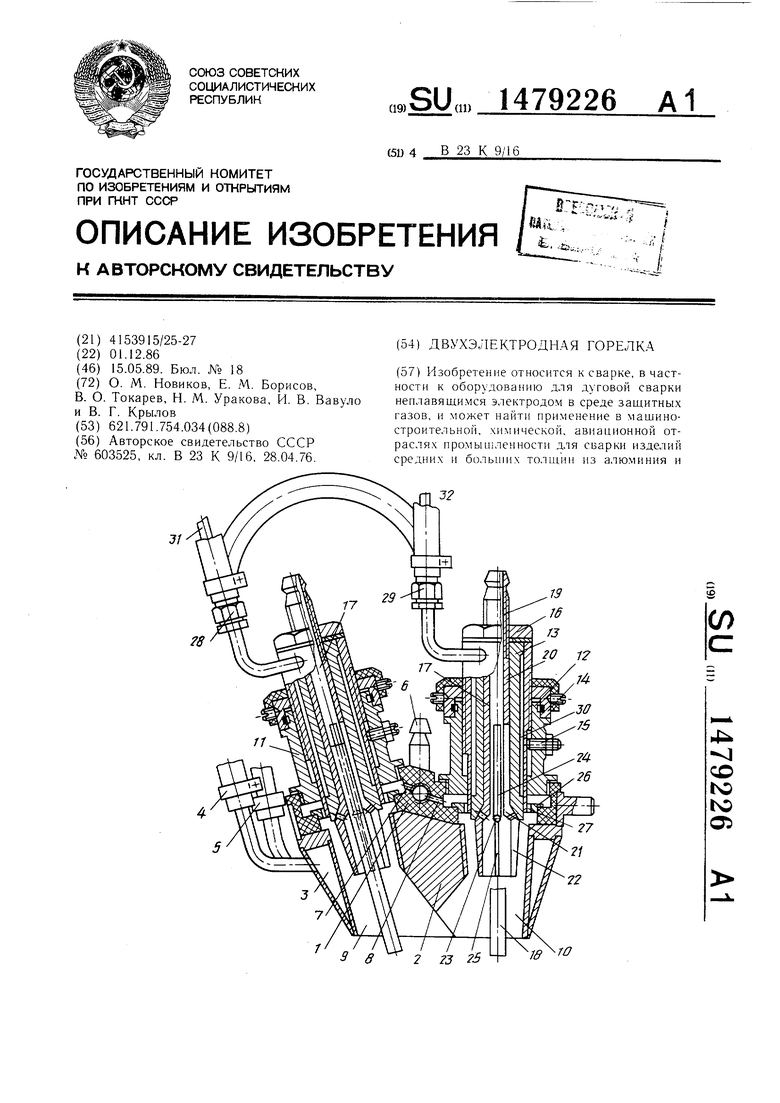
| Двухэлектродная горелка для дуговой сварки неплавящимися электродами в защитных газах | 1976 |
|
SU603525A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
