Изобретение относится к области сельхозмашиностроения и тракторостроения, в частности к методам пластического деформирования и к способам восстановления упругости пружин.
Известен способ восстановления упругости пружин, заключающийся в нагреве пружин до необходимой температуры. В ремонтной практике этот способ широко распространения не получил из-за невысокой производительности и несоответствия требований технологического процесса условиям ремонтных предприятий. [1]
Известен также способ и устройство для реализации восстановления упругости пружин, заключающийся в растяжении пружины, нагреве и охлаждении с помощью специального устройства, содержащего два обжимающих ролика, разжимающие ролики и трансформатор. [2]
Однако этот способ не обеспечивает создания достаточных поверхностных сжимающих напряжений на поверхности пружины.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для накатки пружин. [3]
Недостатком данного устройства является невысокие поверхностные сжимающие напряжения на поверхности пружины.
Техническим результатом изобретения являются повышение восстановления изношенных пружин путем увеличения их упругости, расширение технологических возможностей процесса и повышение долговечности после их восстановления.
Техническим результат достигается тем, что устройство для восстановления упругости пружин содержит оправку, корпус с державкой, на которой закреплен ролик, при этом оправка и ролик выполнены с обеспечением подвода к ним электрического тока для термического воздействия на восстанавливаемую поверхность пружин.
Оправка выполнена в виде вала с нарезанными канавками, шаг и диаметр которых соответствуют шагу и диаметру восстанавливаемых пружин. Рабочие поверхности оправки и ролика выполнены с рифлением в виде крестообразных выступающих насечек, корпус снабжен тарированной пружиной с фиксирующим болтом и регулировочным винтом, а оправка - крепежными болтами для закрепления пружины.
На чертежах представлена принципиальная схема устройства для осуществления накатки пружин, конструкция ролика и оправки.
Устройство содержит оправку 1 (фиг.1), на которой сделаны канавки с шагом, равным шагу пружин восстанавливаемого типа, и отверстия для крепежных болтов 2. Поверхность пазов оправки имеет рифленую поверхность, в виде крестообразных выступающих насечек (фиг.2). На корпусе устройства 3 установлены тарированная пружина 4, державка 5, в которой крепится ролик 6 на оси 7, регулировочный винт 8, необходимый для регулирования усилия ролика 6, фиксирующий болт 9. Рабочая поверхность ролика выполнена рифленой в виде крестообразных выступающих насечек (фиг.3). Подвод электрического тока от трансформатора 10 к устройству осуществляется с одной стороны через контакт на оправку 1, а с другой стороны на ось 7 ролика 6. Устройство устанавливается вместо резца в резцедержателе 11 подвижного суппорта универсального токарного станка. Закрепление корпуса устройства 3 в резцедержателе суппорта 11 осуществляется при помощи фиксирующих болтов 12.
Восстановление упругости пружин происходит следующим образом. Оправку 1, изготовленную в виде вала с нарезанными канавками, рабочая поверхность которых выполнена в виде крестообразных выступающих насечек и в соответствии с шагом и диаметром проволоки восстанавливаемой пружины, закрепляют в патроне станка, надевают на нее пружину, упругость которой хотят восстановить, и подпирают конец оправки 1 центром задней бабки станка. Пружину закрепляют на оправке 1 крепежными болтами 2, вставленными между первым и вторым рабочим витком восстанавливаемой пружины. Затем затягивают фиксирующий болт устройства 9, сжимая тарированную пружину 4 устройства до длины, соответствующей необходимому для накатки усилию. Необходимое усилие устанавливается при помощи регулировочного винта 8.
Подведя суппорт 11 к оправке с пружиной, прижимают ролик устройства 6, выполненный с рифлением в виде крестообразных выступающих насечек, к витку до тех пор, пока тарированная пружина 4 не сожмется на 1-2 мм. Одновременно на ролик 6 подается переменный электрический ток, нагревающий сечение витка, зажатое между оправкой 1 и роликом 6. Параметры тока I=400-500 A, U=2-3 В, что позволяет снизить энергозатраты на 40% по сравнению с аналогичными способами.
Упругие свойства пружин при восстановлении на этом устройстве повышаются за счет увеличения сжимающих напряжений на поверхности витков пружин вследствие использования рифленой поверхности накаточного ролика, использования специальной оправки и термического воздействия на восстанавливаемую поверхность.
В качестве основных параметров технологического процесса восстановления упругости пружин рекомендуется принять значение усилия давления ролика на поверхности витков пружин - 3500-5000 Н, число проходов - 2, шаг подачи суппорта равен шагу восстанавливаемой пружины при скорости вращения шпинделя станка - 80-100 об/мин.
Затраты на изготовление устройства составят 2500 руб. Материальные затраты на сам технологический процесс восстановления пружин не превышают 15-20% от стоимости новой пружины.
Литература
1. Стенд для восстановления пружин электроконтактным способом. Информационный листок №47-75, 1975.
2. Авторское свидетельство СССР №1055574, кл. В 21 F 35/00, 1983.
3. Авторское свидетельство СССР №1547929 А1, кл. В 21 F 35/00, 1990.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИК для НАКАТКИ КОЛЬЦЕВЫХ КАНАВО!^"""^'^^" НА ТОНКОСТЕННЫХ ТРУБАХ | 1973 |
|
SU368917A1 |
| "УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЕТАЛИ" | 2023 |
|
RU2829986C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТР^^БЧАТЫХ ДЕТАЛЕЙ С ВИНТОВЫМИ ГОФРАМИ | 1969 |
|
SU239185A1 |
| Устройство для восстановления упругости пружин | 1988 |
|
SU1547929A1 |
| АНКЕРНАЯ КРЕПЬ ДЛЯ ГОРНЫХ ВЫРАБОТОК И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2337242C2 |
| Способ накатки шеек осей колесных пар роликами | 1949 |
|
SU82675A1 |
| Устройство для накатывания канавок | 1977 |
|
SU703199A1 |
| УСТРОЙСТВО ДЛЯ РАСТЯЖЕНИЯ ПРУЖИН | 2011 |
|
RU2459681C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВИНТОВОЙ КАНАВКИ НА ТРУБНОЙ ЗАГОТОВКЕ | 1993 |
|
RU2085318C1 |
| Устройство для восстановления правящих резьбовых алмазных роликов | 1980 |
|
SU1022805A1 |


Изобретение относится к механической обработке сельхозмашиностроения и тракторостроения, а именно к методам пластического деформирования и восстановления упругости пружин. Устройство содержит оправку, на которую устанавливают восстанавливаемую пружину, корпус с державкой, на которой закреплен ролик. К оправке и ролику осуществляют подвод электрического тока для термического воздействия на восстанавливаемую поверхность пружин. Оправка выполнена в виде вала с нарезанными канавками, шаг и диаметр которых соответствуют шагу и диаметру восстанавливаемых пружин. Рабочие поверхности оправки и ролика выполнены с рифлением в виде крестообразных выступающих насечек. В результате повышается эффективность восстановления изношенных пружин, расширяются технологические возможности процесса, увеличивается долговечность пружин после их восстановления. 3 ил.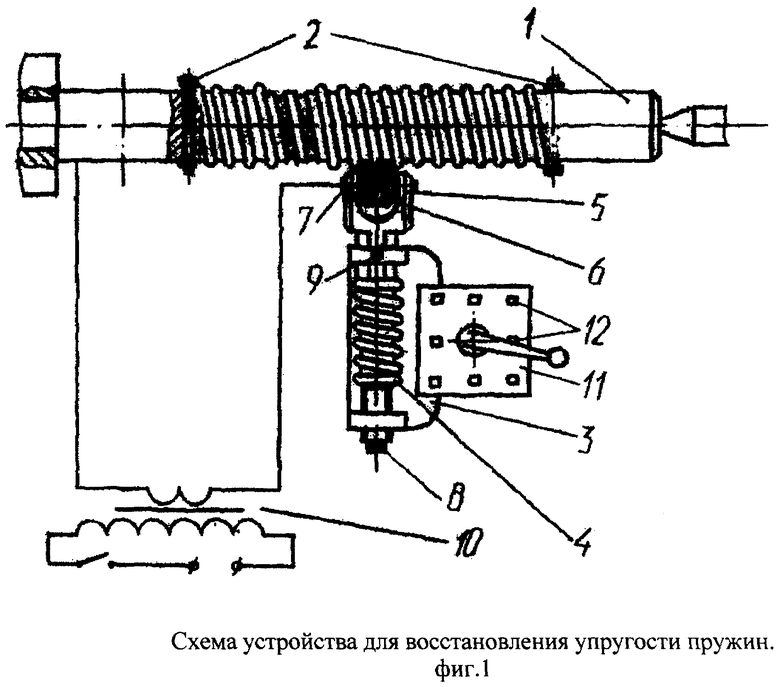
Устройство для восстановления упругости пружин, содержащее оправку, корпус с державкой, на которой закреплен ролик, при этом оправка и ролик выполнены с обеспечением подвода к ним электрического тока для термического воздействия на восстанавливаемую поверхность пружин, отличающееся тем, что оправка выполнена в виде вала с нарезанными канавками, шаг и диаметр которых соответствуют шагу и диаметру восстанавливаемых пружин, а рабочие поверхности оправки и ролика выполнены с рифлением в виде крестообразных выступающих насечек, корпус снабжен тарированной пружиной с фиксирующим болтом и регулировочным винтом, а оправка - крепежными болтами для закрепления пружины.
| Устройство для восстановления упругости пружин | 1988 |
|
SU1547929A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ УПРУГОСТИ ПРУЖИНЫ | 1998 |
|
RU2136473C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТР^^БЧАТЫХ ДЕТАЛЕЙ С ВИНТОВЫМИ ГОФРАМИ | 0 |
|
SU239185A1 |
| Способ восстановления упругости пружины | 1982 |
|
SU1055574A1 |
| Способ восстановления спиралей шпинделя хлопкоуборочных машин и устройство для его осуществления | 1991 |
|
SU1796397A1 |
| DE 3008342 A, 10.09.1981. | |||

