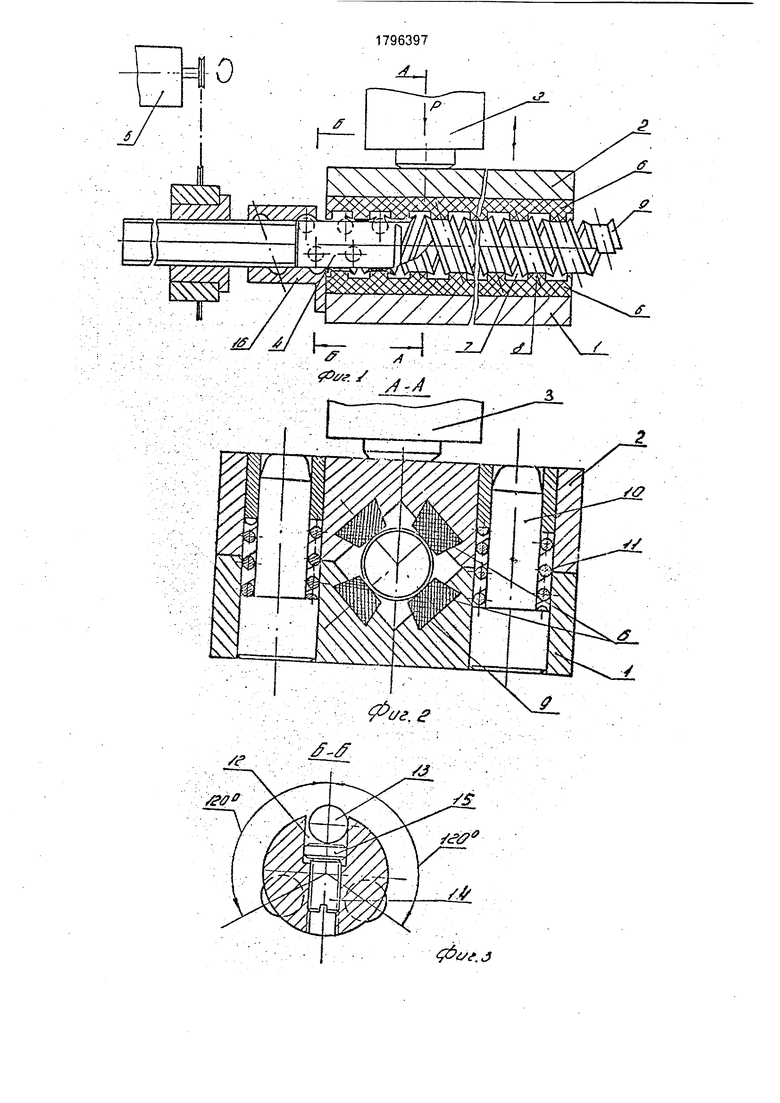
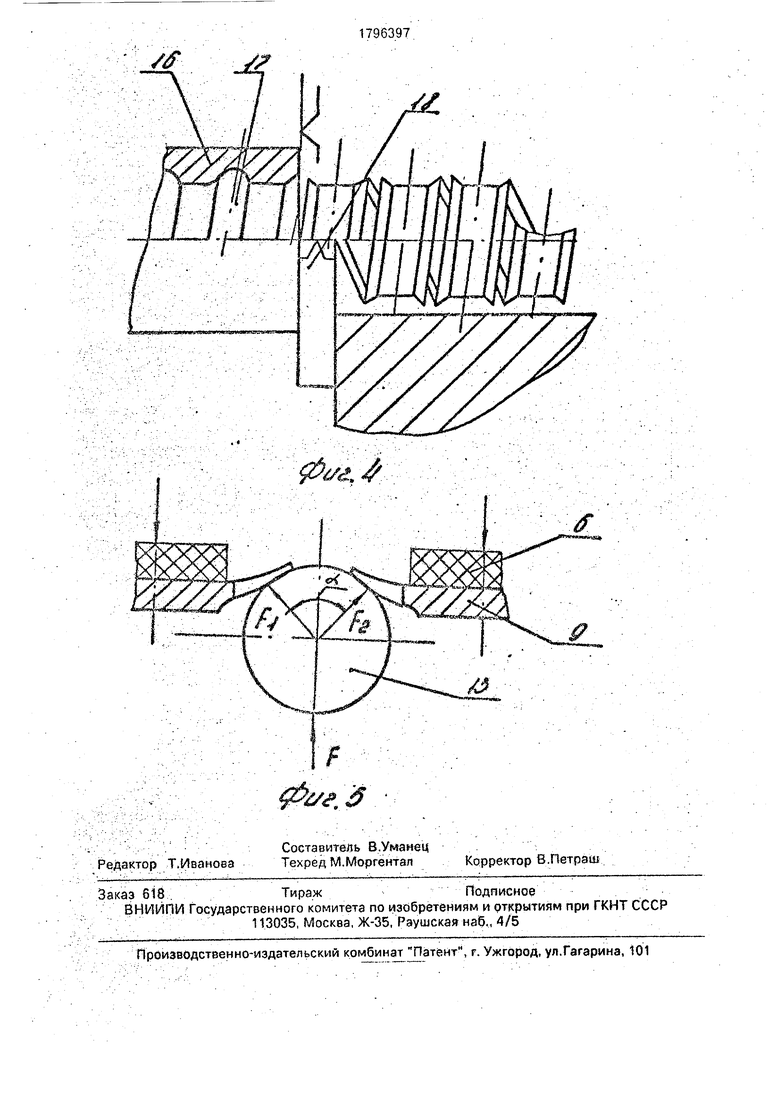
поверхности наружной опоры выполнены продольные канавки с размещенными в них эластичными элементами б, имеющими чередующиеся канавки 7 и выступы 8, расположенные по винтовой линии с шагом, равным шагу спирали 9 шпинделя хлопкоуборочной машины. Подвижная часть 2 наружной опоры установлена на закрепленных в неподвижной части 1 колонках 10 и подпружинена относительно нее пружинами 11. Йа поверхности оправки 4 по винтовой линии с шагом ,рйвйым шагу спирали 9, выполнены радиальные сквозные отверстия 12, в которых расположены шарики 13, отстоящие друг от друга под углом 120pj Радиальные сквозные отверстий имеют резьбовой участок с ввернутым в него регулировочным винтом 14, взаимодействующим с размещенным под шариком опорным диском 15 К передней стороне неподвижной части 1 наружной опоры закреплена ориентирующая втулка 16 для ус танбвки в ней оправки 4, на. внутренней поверхности которой выполнена винтовая канавка 17 с шагом, равным шагу спирали 9 шпинделя; На ориентирующей втулке 16 установлен упор 18 для ориентации начала витка спирали 9 относительно нее и оправки 4, при. этом последняя выполнена диаметром, меньшим внутреннего диаметра втулки. Оправка 4 имеет квадратный хвострвик, размещенный в ответном отверстий втулки, связанной с приводом вращения 5. Подлежащая восстановлению спираль 9 шпиндели хлопкоуборочной машины в во- дитея подвижной 2 я неподвижной 1 частя- . ми наружной опоры так, чтобы она с.вшда концом упиралась в торец ориентирующей втулки 16, а з;атем поворачивается до тех поргпока начало витка не упрется в упор 18, После.того, как спираль 9 предварительно сориентирована включается пневмоци- линдр 3, который, преодолевая усилие пружин 11, перемещает подвижную часть 2 .по колонкам 10 в сторону неподвижной части 1- и зажимает -;ее Между последними, .В ре- зультате предварительной ориентации меж- зубовый разъем зажатой .спирали 9 располагается в канавках 7 между выступа . ми8 эластичных, элементов 6 неподвижной 1 и подвижной1 частей, наружной опоры, Далее включается привод 5, вращение от которого передается оправке 4, и оно, продольно перемещаясь по винтовой канавке 17 ориентирующей втулки 16, вводится внутрь спирали 9 шпинделя, принтом шаря :ки 13 воздействуют на.соседние зубья, находящиеся по разные стороны от межзубового разъема в пределах одного шага усилиями FI и F2, равными по величине
и направленными под углом а друг к другу и отгибают их. По окончании отбортовки зубьев вращение привода 5 реверсируется, оправка 4 выводится из спирали 9, подвижная часть 2 наружной опоры пневмоцилиндром 3 отводится от неподвижной ее части 1 и восстановленное изделие удаляется. Процесс восстановления следующих спиралей осуществляется аналогично описанному. Готовые спирали 9 проходят термообработку, а именно, - отпускаются для снятия напряжений и затем окрашиваются.
Предложенный способ и устройство позволяют повысить качество отбортовки зубьев восстанавливаемой спирали шпинделя хлопкоуборочных за счет обеспечения стабильного угла их подъема.
Ф о р м ул а и зоб р-ете н и я
1. Способ восстановления спиралей шпинделя хлопкоуборочных машин, включающий отбортовку зубьев, отличающийся тем, что, с целью повышения качества подъёма зубьев спирали, отбортовку зубьев осуществляют по обе стороны межзубового разъема с внутреннего диаметра спирали шариками, разнесенными по винтовой, со: ответствующей шагу спирали внутренней образующей спиралей отстоящими друг от друга на 120°.:
2. Устройство для восстановления спиралей шпинделя хлопкоуборочных машин, содержащее наружную и внутреннюю опоры для спиралей, а также механизмы их привода, отличающееся тем, что, с целью повышения качества восстановления путем стабильного подъема, наружная опора выполнена из двух частей, неподвижной и по-, движной, установленной с возможностью возвратно-поступательного перемещения относительно неподвижной, внутренняя опора выполнена в виде оправки, на боковой поверхности которой по винтовой линии в радиальных сквозных отверстиях расположены шарики, установленной с возможностью перемещения по винтовой.линии внутри наружной опоры, при этом устройство снабжено ориентирующей втулкой для установки в ней оправки, жестко связанной с неподвижной частью наружной опоры, на ее внутренней поверхности выполнена винтовая канавка, а на наружной поверхности - упор для ориентации начала витка. спирапм относительно втулки, и эластичным покрытием, расположенным на внутренней поверхности наружной опоры, выполненным в виде чередующихся канавок и выступов, расположенных по винтовой линий.
.:.: Составитель В.Уманец . Редактор Т.Ивамоеа Техред М.Моргентап Корректор В.Петраш
Заказ 618Тираж Подписное
ВНИЙПИ Государственного комитета по изобретениям и рткрытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб„ 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул.Гагарина, 101
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отбортовки спиралей | 1990 |
|
SU1770004A1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257976C1 |
| Установка для изготовления витого магнитопровода электрической машины | 1991 |
|
SU1791910A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1690098A2 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1695453A1 |
| Устройство для изготовления многовитковых спиральных колец из проволоки прямоугольного сечения | 1989 |
|
SU1675015A1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257977C1 |
| Устройство для сборки и контактной точечной сварки пространственных арматурных каркасов | 1982 |
|
SU1085721A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1987 |
|
SU1554079A1 |
| Способ калибровки ленты шпинделя хлопкоуборочных машин и устройство для его осуществления | 1989 |
|
SU1697922A1 |