Изобретение относится к способу очистки полос от окалины в прокатной линии с устройством для гидросбива окалины, а также чистовой прокатной линией, расположенной в направлении прохождения полосы после устройства для гидросбива окалины, при котором на верхнюю и нижнюю сторону полосы в устройстве для гидросбива окалины, а также в прокатной линии подается вода под давлением, при этом в устройстве для гидросбива окалины вырабатывается симметричное температурное распределение на верхней и нижней стороне полосы и аналогичным образом поддерживается в пределах чистовой прокатной линии.
При эксплуатации линий горячей прокатки полосы наблюдается закат вторичной окалины на поверхности полосы. В качестве окалины обозначают оксидный слой, который, в том числе, образуется на полосе при прокатке стали. Рост окалины по существу зависит от поверхностной температуры полосы, времени образования окалины, условий окружающей среды, а также от материала полосы. Более высокая поверхностная температура, более продолжительное время образования окалины, а также более мягкие стали способствуют более сильному росту окалины.
Чтобы предотвратить износ рабочих валков прокатных клетей чистовой прокатной линии вследствие роста окалины, в патенте США 5235840 предложено располагать между отдельными прокатными клетями чистовой прокатной линии охладители промежуточных прокатных клетей, которые за счет соответствующего управления поддерживают поверхностную температуру полосы в определенном диапазоне. Устройство для гидросбива окалины, размещенное в направлении прохода полосы перед чистовой прокатной линией, состоит из двух расположенных по обе стороны от полосы друг напротив друга распыливающих головок.
В документе JP-A-1-205810 предложено поддерживать разность температур между верхней и нижней сторонами полосы в устройстве для гидросбива окалины в диапазоне от 0 до 50°С.
Чтобы при чистовой прокатке в линии горячей прокатки полосы снизить рост окалины, в документе ЕР 0920929 А2 предложено в направлении прохождения полосы перед первой, второй и третьей прокатными клетями чистовой прокатной линии предусмотреть охладители поверхности, которые имеют соответственно расположенные друг напротив друга по обе стороны полосы ряды форсунок. Управление определяет общее количество воды, которое распыляется от каждого ряда форсунок на полосу. Расположенное в направлении прохода полосы перед чистовой прокатной линией устройство для гидросбива окалины состоит из двух рядов форсунок, расположенных по обе стороны полосы друг напротив друга.
В устройствах для гидросбива окалины перед чистовой прокатной линией к полосе подается вода с высоким давлением очистки от окалины (около 200 бар). За счет двухстороннего нагружения водой от полосы отводится тепловая энергия. Вследствие различных условий на верхней и нижней сторонах там возникают неодинаковые температуры. На основе вышеописанных закономерностей роста окалины рост окалины снова начинается непосредственно в направлении прохождения за балками для размещения форсунок, причем ввиду различных температур на краевых поверхностях вторичная (прокатная) окалина растет с различной скоростью. Кроме того, ввиду неодинаковых температур образуется окалина с различной степенью жесткости.
Вследствие температурных различий и различий в свойствах окалины возникает эффект, определяемый как процесс прокатки-волочения, который возбуждает вибрации в прокатных клетях чистовой прокатной линии, или это может привести к дефекту загибания конца полосы (дефекту типа "лыжа") в начале полосы. Кроме того, в прокатной клети, в зоне верхних и нижних валков, устанавливаются различающиеся по величине моменты.
Вышеуказанные проблемы не могут быть полностью скомпенсированы мерами, применяемыми согласно предшествующему уровню техники.
Задача изобретения заключается в создании способа, который снижает отрицательные влияния различающихся температур и различающихся скоростей роста окалины между верхней и нижней сторонами полосы в чистовой прокатной линии.
Решение этой задачи основывается на том принципе, что требуемые меры для устранения неравномерных температур и роста окалины должны приниматься уже в зоне устройства для гидросбива окалины, что достигается тем, что полоса в устройстве для гидросбива окалины в множестве последовательно расположенных мест в направлении прохождения полосы нагружается водой под давлением очистки от окалины, причем последнее в направлении прохождения полосы место на нижней стороне находится на расстоянии относительно последнего места на верхней стороне и ближе к чистовой прокатной линии.
Нагружение водой в различных местах полосы осуществляется, например, посредством известных самих по себе рядов форсунок. Подлежащее выбору расстояние от последнего ряда форсунок на нижней стороне до последнего ряда форсунок на верхней стороне зависит от разницы в охлаждающем действии на верхней и нижней сторонах и от роста окалины прокатываемого материала в соответствующей прокатной линии.
Чтобы иметь возможность поддерживать расстояние между последним рядом форсунок на нижней стороне и на верхней стороне короче, чем то, которое определяется разностью температур, нижняя сторона в одном из вариантов осуществления изобретения может нагружаться большим количеством воды под давлением гидросбива окалины, чем верхняя сторона полосы. Меньшее расстояние между обоими последними рядами форсунок может потребоваться ввиду конструктивных условий, имеющих место для прокатной линии. Однако также рекомендуется избегать в целом слишком большой толщины слоя окалины на верхней стороне полосы.
В опытах было установлено, что количество воды на нижней стороне должно составлять примерно 60-80%, в частности 70% от полного количества воды, которая доставляется посредством рядов форсунок на нижнюю и верхнюю стороны полосы в устройстве для гидросбива окалины.
Чтобы сократить затраты энергии, связанные с большими количествами воды под давлением очистки от окалины, в одном из вариантов осуществления изобретения альтернативно предложено дополнительное охлаждение на нижней стороне полосы водой под более низким давлением в диапазоне между 4 бар и 10 бар. Разумеется, в объем изобретения входит также то, что эти мероприятия предусматриваются также в дополнение к тем, которые указаны в пункте 3.
В предпочтительном варианте осуществления изобретения подача воды под более низким давлением производится в направлении прохождения полосы посредством рядов форсунок перед и/или после последнего места на нижней стороне полосы, где последняя нагружается водой под давлением гидросбива окалины.
Требуемое для обеспечения симметричного температурного распределения количество воды зависит от скорости вытяжки перед чистовой прокатной линией, износа форсунок для очистки полос от окалины в рядах форсунок, от уровня давления, а также от ширины полосы. Чтобы иметь возможность согласования с изменяющимися краевыми условиями в прокатной линии, количество воды, подаваемой на полосу под давлением гидросбива окалины и более низким давлением, предпочтительным образом может регулироваться.
В предпочтительном варианте осуществления изобретения симметричное температурное распределение на верхней и нижней стороне полосы контролируется тем, что бесконтактным образом, в частности, с помощью пирометров, размещенных в направлении прохождения полосы за устройством для гидросбива окалины, измеряются температуры на верхней и нижней стороне полосы.
В частности, количество воды под более низким давлением может затем изменяться в качестве установочной величины контура регулирования таким образом, чтобы на верхней и нижней стороне постоянно измерялись одинаковые температуры.
Альтернативно или дополнительно к температурам, в качестве регулируемой величины могут измеряться моменты прокатки, по меньшей мере, в одной прокатной клети чистовой прокатной линии над или под полосой.
В одном из вариантов осуществления изобретения для поддержки действия мер, принимаемых в устройстве для гидросбива окалины, предусмотрено, что полоса нагружается водой, по меньшей мере, между первыми обеими прокатными клетями чистовой прокатной линии, причем нижняя сторона в целом нагружается большим количеством воды, чем верхняя сторона полосы. Кроме того, и размещение верхней и нижней балок может осуществляться со смещением y относительно друг друга.
Кроме того, меры, принимаемые в чистовой прокатной линии, могут контролироваться с помощью контура регулирования с использованием измеренных температур на верхней и нижней сторонах полосы и подводимого количества воды в качестве регулирующей величины.
Ниже изобретение описывается более подробно со ссылками на чертежи, на которых показано:
Фиг. 1 - принципиальная схема для иллюстрации соответствующего изобретению способа,
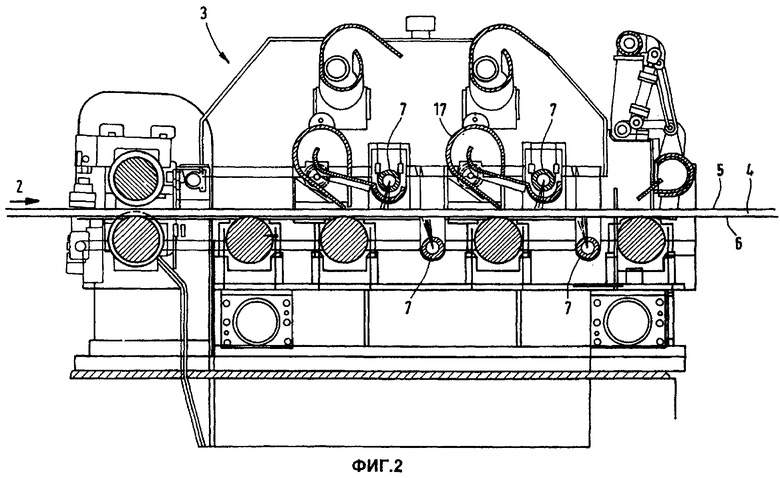
Фиг. 2 - вид сбоку устройства для гидросбива окалины в прокатной линии,
Фиг. 3 - вид сбоку устройства для гидросбива окалины в прокатной линии с дополнительным охлаждением.
На фиг. 1 показана чистовая прокатная линия 1 с расположенным перед ней в направлении 2 прохождения устройством 3 для гидросбива окалины в линии горячей прокатки полосы. На полосу 4, проходящую в линии горячей прокатки полосы, в устройстве 3 гидросбива окалины на верхней стороне 5 и на нижней стороне 6 подается вода под давлением очистки от окалины примерно 200 бар от четырех рядов 7, 8 форсунок. Последний в направлении 2 прохождения полосы ряд 8 форсунок на нижней стороне 6 находится ближе к чистовой прокатной линии 1, чем последний в направлении прохождения полосы ряд 7 форсунок на верхней стороне 5, чтобы обеспечить симметричное температурное распределение на верхней и нижней сторонах 5, 6 полосы 4. Эти меры поддерживаются двумя дополнительными рядами форсунок 9 в направлении прохождения полосы перед и после последнего ряда 8 форсунок, причем ряды 9 форсунок нагружают нижнюю сторону полосы водой под низким давлением примерно 4-10 бар. Количество воды, подаваемое на нижнюю сторону 6 посредством рядов 9 форсунок, является регулируемым.
Расстояние 11 между последним рядом 7 форсунок на верхней стороне и последним рядом 8 форсунок на нижней стороне полосы в принципе необходимо определять таким образом, чтобы эффект охлаждения на верхней стороне 5 полосы соответствовал эффекту охлаждения полосы на нижней стороне 6. Расстояние 11 может, однако, быть ограниченным вследствие конструктивных причин, например, требуемого места для размещения устройства для гидросбива окалины, размещения валков или трубопроводов. По этой причине охлаждение нижней стороны 6 полосы поддерживается за счет ряда 9 форсунок с низким давлением. Кроме того, слишком большое расстояние 11 имело бы отрицательный эффект, так как ввиду длинного пути от последнего ряда 7 форсунок на верхней стороне 5 до входа в чистовую прокатную линию 1 на верхней стороне может образоваться в целом более толстый слой окалины.
Действенность охлаждения вследствие очистки от окалины посредством рядов 7, 8 форсунок, а также дополнительного охлаждения посредством рядов 9 форсунок контролируется размещенными на верхней и на нижней стороне 5, 6 пирометрами 12 перед входом в первую прокатную клеть F1 чистовой прокатной линии или соответственно пирометрами 12' внутри чистовой прокатной линии. Наконец, в первых трех клетях F1-F3 чистовой прокатной линии 1 измеряются моменты, возникающие в верхних и нижних шпинделях 13 рабочих валков. Измеренные пирометрами 12 или 12' температуры To, Tu, а также измеренные на рабочих валках моменты Mw1u-3u, MW1o-3o подаются в качестве регулируемой величины в контур регулирования, управляемый вычислительным средством, который воздействует в качестве установочной величины на подаваемое посредством рядов 9 форсунок количество воды Vz или на вводимые внутри прокатной линии количества воды Voi,Vui, и Voj, Vuj рядов 17, 17' и 18, 18' форсунок, чтобы поддерживать желательное симметричное температурное распределение на верхней и нижней стороне 5, 6 полосы и соответственно оказывать влияние на распределение моментов. Ряды 17, 17' и 18, 18' форсунок могут быть размещены со смещением на расстояние 10. Для адаптации вычислительного блока 14 к соответствующим условиям производства осуществляется считывание данных 15 установки и данных 16 процесса. Требуются следующие данные адаптации для определения необходимого количества воды для дополнительного охлаждения посредством рядов 9 форсунок или соответственно для регулирования количеств воды Voi,Vui, и Voj, Vuj рядов 17, 17' и 18, 18' форсунок в чистовой прокатной линии:
- скорость втягивания полосы перед чистовой прокатной линией 1 изменяется в зависимости от толщины готовой полосы и материала полосы;
- форсунки в рядах 7, 8 форсунок подвергаются износу, так что количество воды с течением времени изменяется;
- уровень давления в питающей сети рядов 7 форсунок колеблется;
- различные значения ширины полосы 4 оказывают влияние на отвод воды на верхней стороне 5 полосы 4.
На фиг. 2 показан схематичный вид сбоку устройства 3 для гидросбива окалины без рядов 9 форсунок для воды низкого давления. В этом варианте осуществления симметричное температурное распределение на верхней и нижней стороне 5, 6 полосы 4 достигается только за счет размещения со смещением на расстояние 11 в направлении 2 прохождения полосы последнего ряда 7 форсунок. Кроме того, из фиг. 2 можно видеть, что на верхней стороне 5 полосы размещены так называемые уловители 17 воды, которые дополнительно снижают эффект охлаждения верхней стороны 5 полосы и в ограниченной степени могут использоваться в качестве исполнительного звена.
На фиг. 3 показано устройство 3 для гидросбива окалины, в котором подача воды под более низким давлением к полосе 4 осуществляется посредством одного ряда 9 форсунок перед и двух рядов 9 форсунок после последнего ряда 7 форсунок на нижней стороне полосы, на которой последняя нагружается водой под давлением удаления окалины.
Перечень ссылочных позиций
1. Чистовая прокатная линия
2. Направление прохождения полосы
3. Устройство для гидросбива окалины
4. Полоса
5. Верхняя сторона
6. Нижняя сторона
7. Ряды форсунок (давление очистки от окалины)
8. Ряды форсунок (давление очистки от окалины)
9. Ряды форсунок (низкого давления)
10. Расстояние y
11. Расстояние х
12, 12' Пирометр
13. Точки измерения
14. Вычислительное устройство
15. Данные установки
16. Ряды форсунок в пределах чистовой прокатной линии
17, 17' Ряды форсунок в пределах чистовой прокатной линии
18, 18' Ряды форсунок в пределах чистовой прокатной линии

Изобретение относится к области прокатного производства. Задача изобретения - повышение качества проката и устойчивости процесса прокатки. Способ очистки от окалины полос в прокатной линии с устройством для гидросбива окалины, а также с чистовой прокатной линией, размещенной в направлении прохождения полосы за устройством для гидросбива окалины, при котором полосу в устройстве для гидросбива окалины на верхней и нижней стороне нагружают водой под давлением, а также охлаждают внутри чистовой прокатной линии, в соответствии с изобретением полосу в устройстве для гидросбива окалины во множестве мест, расположенных друг за другом в направлении прохождения полосы, нагружают водой под давлением очистки от окалины, причем последнее место в направлении прохождения на нижней стороне располагают на расстоянии от последнего места на верхней стороне и ближе к чистовой прокатной линии. Нижнюю сторону возможно дополнительно нагружать водой под более низким давлением в диапазоне от 4 до 10 бар. Изобретение обеспечивает возможность выравнивания скоростей образования окалины на верхней и нижней сторонах полосы. 6 з.п. ф-лы, 3 ил.
| Передвижная садовая платформа | 1984 |
|
SU1205810A1 |
| УСТРОЙСТВО ДЛЯ ГИДРАВЛИЧЕСКОГО УДАЛЕНИЯ ВТОРИЧНОЙ ОКАЛИНЫ С ПРОКАТА В ЛИНИИ ПРОКАТНОГО СТАНА | 1989 |
|
RU2033873C1 |
| Устройство для гидравлического удаления окалины с прокатываемых заготовок | 1981 |
|
SU971549A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| JP 11319904 А, 24.11.1999. | |||

