Изобретение относится к способам ректификационного разделения смесей органических веществ, и может быть использовано в химической промышленности, в частности, для выделения диметилового эфира высокой степени чистоты из реакционных смесей синтеза диметилового эфира из оксида углерода, диоксида углерода и водорода или совместного синтеза диметилового эфира с метанолом, или дегидратации метанола.
Известен способ выделения диметилового эфира из реакционной смеси синтеза метанола, в котором реакционную смесь подают в ректификационную колонну, работающую под давлением 7-12 ата. Из верха колонны отводят фракцию диметилового эфира, из куба колонны - реакционную смесь с содержанием диметилового эфира в качестве примеси. (Караваев М.М. Технология синтетического метанола. - М.: Химия, 1984, с.140).
Недостатком этого способа является то, что во фракции диметилового эфира содержится повышенное количество примесей (1-2%), включающих диоксид углерода, последующие члены гомологического ряда простых эфиров, альдегид, пентокарбонил железа, легкие углеводороды, присутствующие в исходной смеси в качестве микропримесей и имеющие зоны накопления по высоте колонны.
Наиболее близким техническим решением является усовершенствованный способ выделения диметилового эфира путем ректификации под давлением 6-11,5 бар, в соответствии с которым диметиловый эфир отбирают не от дистиллята, а в виде верхнего бокового отбора, а из укрепляющей части колонны над точкой ввода питания отводят фракцию легколетучих примесей и направляют в колонну предварительной ректификации. (Патент ЕПВ №0270852, МКИ С 07 С 43/04, 3.07.11.87, оп. 15.06.88, прототип).
Недостатком этого способа является то, что в выделяемый диметиловый эфир попадает повышенное количество диоксида углерода. Диоксид углерода создает кислую среду. При использовании диметилового эфира в качестве дизельного топлива или добавок к нему кислая среда вызывает коррозию узлов двигателя. Поэтому со стороны потребителей такого топлива выдвигается требование по ограничению содержания диоксида углерода не более 0.05 мас.%.
В основу изобретения поставлена задача усовершенствования способа выделения диметилового эфира, в котором благодаря предварительному удалению растворенных газов перед ректификацией получают диметиловый эфир с содержанием диоксида углерода менее 0.05 мас.%.
Поставленная задача решается тем, что в способе выделения диметилового эфира из реакционной смеси путем ректификации в колонне под давлением с отводом диметилового эфира, согласно изобретению, из реакционной смеси перед подачей в ректификационную колонну удаляют растворенные газы в отпарной колонне.
Давление в отпарной колонне поддерживают на уровне 7-41 ата.
В качестве отпарной колонны используют тарельчатую или насадочную колонну.
В насадочной колонне создают условия для осуществления режима инверсии фаз.
Диметиловый эфир отводят от дистиллята и/или в виде верхнего бокового отбора без вывода или с выводом примесей над точкой ввода питания в колонну.
В отличие от прототипа, где реакционную смесь узла синтеза подают непосредственно в колонну выделения диметилового эфира, в заявляемом способе продукты реакции предварительно подвергают термообработке в отпарной колонне для выделения растворенных газов, в том числе и диоксида углерода.
При проведении процесса обработки в отпарной колонне под давлением ниже 7 ата требуется применение хладагента высокого потенциала для конденсации диметилового эфира из растворенных газов, что затратно.
На верхний предел давления процесса обработки в отпарной колонне влияет давление, с которым целесообразно направить фракцию растворенных газов назад в технологический процесс. При этом следует учитывать, что повышение давления выше 41 ата при обработке в отпарной колонне ухудшает процесс отделения растворенных газов, т.е. увеличивает расход энергии.
В качестве отпарной колонны целесообразно использовать простую насадочную колонну, более подходящую для проведения процессов отпаривания.
Для достижения максимально возможной производительности и максимально возможной эффективности в насадочной колонне создают условия для осуществления режима инверсии фаз.
Диметиловый эфир отбирают от дистиллята колонны выделения диметилового эфира в случае, когда при обработке в отпарной колонне осуществляют глубокую очистку смеси от диоксида углерода; при более грубой очистке диоксид углерода попадает в дистиллят второй колонны и готовый продукт целесообразно отбирать в виде верхнего бокового отбора. При глубоком выделении диметилового эфира из сырца на второй колонне по высоте колонны могут накапливаться промежуточные примеси реакционной смеси, имеющие температуру кипения между диметиловым эфиром и метанолом или образующие азеотропные смеси с метанолом или водой. В таком случае для повышения чистоты выделяемого диметилового эфира имеет смысл организовать отбор загрязняющих примесей из мест их максимального скопления.
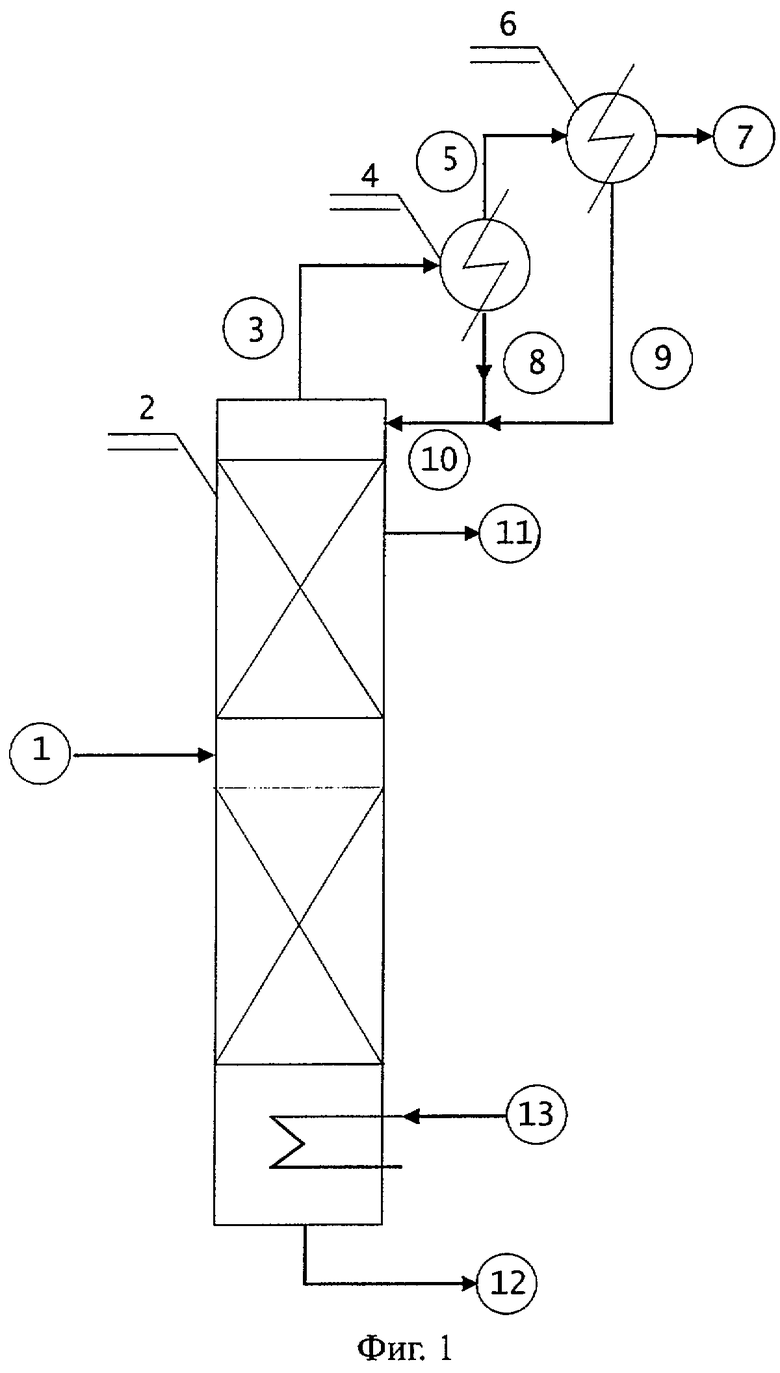
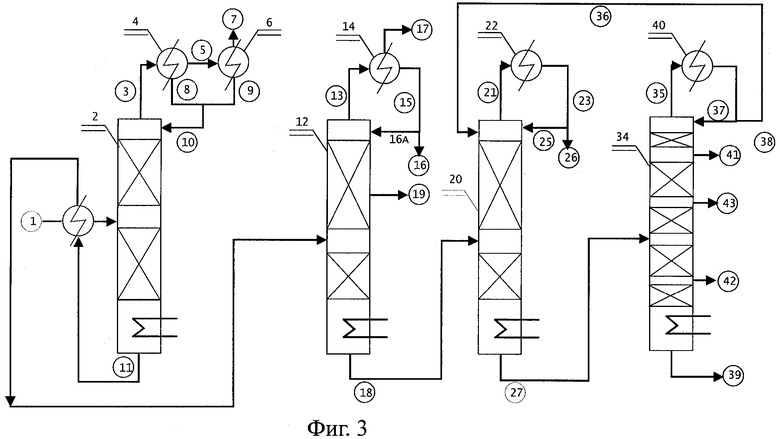
На фиг.1 показана схема осуществления способа в соответствии с прототипом. На фиг.2-3 - схемы осуществления предлагаемого способа.
Сущность предлагаемого способа заключается в следующем.
Реакционную смесь синтеза диметилового эфира 1 подают в отпарную колонну 2, работающую под давлением 7-41 ата. В колонне выделяют основную массу растворенных газов. Из куба колонны 2 выводят реакционную смесь с остаточным содержанием диоксида углерода и растворенных газов и направляют в ректификационную колонну 12, работающую под давлением. Из верха ректификационной колонны 12 отводят остаточное содержание диоксида углерода и растворенных газов 17. Товарный диметиловый эфир 16 отбирают в виде бокового отбора или из верха колонны 12. Содержание диоксида углерода в готовом продукте при заданных условиях термообработки находится ниже 0.05 мас.%, что снижает коррозионную способность получаемого диметилового эфира до допустимого уровня. Из куба ректификационной 12 колонны выводят смесь 18 высококипящих компонентов исходной смеси и направляют на дальнейшую переработку.
Доказательством осуществления предлагаемого способа являются следующие примеры.
Пример 1 (сравнительный).
Реакционная смесь 1 совместного синтеза диметилового эфира и метанола (фиг.1) поступает в колонну ректификации 1, работающую под давлением 13 ата. Пары 3 верха колонны 2 поступают в конденсатор 4 первой ступени конденсации. Несконденсировавшийся поток 5 поступает в конденсатор 6 второй ступени конденсации, а несконденсировавшиеся газы с температурой 10°С выводят потоком 7. Дистиллят 8 и 9 обоих конденсаторов возвращают на верх колонны в качестве орошения 10. В виде верхнего бокового отбора 11 из колонны отбирают поток диметилового эфира. Из куба потоком 12 выводят остаточную воду и метанол. Колонну 2 обогревают глухим паром 13.
В табл.1 приведен материальный баланс схемы, который показывает сравнительно высокое содержание диоксида углерода в продуктовом диметиловом эфире - 1.51%. Содержание основного вещества в диметиловом эфире 98.35 мас.%.
Пример 2.
Исходную смесь 1 (фиг.2) совместного синтеза диметилового эфира и метанола подают в колонну 2, работающую под давлением 7 ата. Из верха колонны газообразный поток 3 поступает в первичный конденсатор 4 для выделения из него основной массы диметилового эфира, а затем потоком 5 в концевой конденсатор 6, из которого потоком 7 выводят из цикла фракцию растворенных газов. Температура паров 3, покидающих колонну 2, на входе в конденсатор 4 составляет 23,5°С, а на выходе из конденсатора (поток 5) - 10°C. На выходе из конденсатора 6 (поток 7) - 0°С. Сконденсировавшуюся жидкость 8 и 9 потоком 10 возвращают в колонну 2. Из низа колонны 2 выводят обедненную растворенными газами жидкость 11 и подают в колонну 12, работающую под давлением 11 ата. Пары 13 из верха колонны 12 (температура 45°С) поступают в конденсатор 14; дистиллят 15 возвращают вверх колонны в качестве флегмы. Товарный диметиловый эфир выводят в виде верхнего бокового отбора потоком 16. Из низа колонны 12 потоком 18 выводят высококипящие компоненты исходной смеси: метанол, воду, высшие спирты, и направляют на дальнейшее разделение.
Материальный баланс процесса приведен в табл.2. Из него видно, что содержание основного вещества в выделенном диметиловом эфире составляет 99.83 мас.%, количество диоксида углерода снижается в 36 раз, а количество остальных примесей (кроме метанола и воды) - более чем в 2 раза. Расход тепла в колонне 2 составляет 0.61 Гкал/ч, расход холода в конденсаторах 0.47 Гкал/ч.
Пример 3.
Способ осуществляют, как в примере 2 (фиг.2), но колонна 2 работает под давлением 14 ата, колонна 12 работает под давлением 13 ата с температурой вверху колонны 52,5°С и 154,3°С в кубе. Содержание диоксида углерода в готовом продукте при приведенном режиме термообработки в колонне 2 составляет 0.046 мас.%, что снижает коррозионную способность диметилового эфира до допустимого уровня.
Материальный баланс процесса приведен в табл.3. Он показывает, что содержание основного вещества в выделенном диметиловом эфире составляет 99.79 мас.%, количество диоксида углерода снижается в 33 раза, а количество остальных примесей (кроме метанола и воды) - в 2 раза.
Для охлаждения паров 3 в конденсаторе 4 с 47°С до 35°С можно использовать воду, для охлаждения потока 5 в конденсаторе 6 с температуры 35°С до 10°С необходим специальный хладагент с расходом холода 0.17 Гкал/ч. Для термообработки в куб необходимо подвести 0.9 Гкал/ч тепла. Повышение давления с 7 ата до 14 ата приводит к повышению расхода тепла (пример 2) и снижению расхода холода.
Пример 4.
В примере показано осуществление процесса удаления растворенных газов при повышенном давлении с целью подачи фракции инертных газов в процесс - на конверсию метана, работающую под повышенным давлением.
Исходное сырье 1 (фиг.2) подают в отпарную колонну 2, работающую под давлением 31 ата. Температура паров 3, покидающих колонну 2, составляет 78,5°С. Для их конденсации в конденсаторах 4 и 6 используют только оборотную воду. Фракцию инертных газов 7 под собственным давлением заворачивают в голову процесса - узел конверсии природного газа, работающий под давлением немного ниже 31 ата. Из низа колонны 2 выводят очищенную от диоксида углерода (до заданного уровня) реакционную смесь синтеза 11 и направляют в колонну 12, работающую аналогично примеру 2.
В рассматриваемом примере отсутствует потребность в холоде, однако расход тепла на термообработку в колонне 2 повышается с 0.9 Гкал/ч (пример 3) до 1.15 Гкал/ч. Качество выделяемого продукта (поток 16) остается на том же уровне. Материальный баланс процесса приведен в табл.4.
Пример 5.
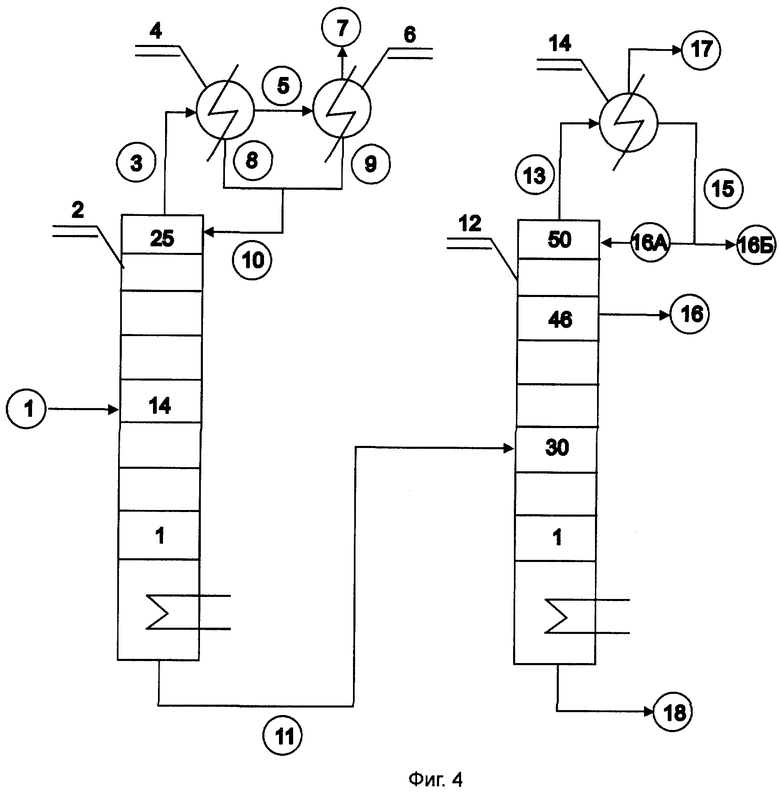
Для удаления растворенных газов исходную смесь 1 (фиг.3) подают в отпарную колонну 2, работающую под давлением 41 ата. Пары 3, покидающие колонну 2 с температурой 83,5°С, охлаждаются в конденсаторах 4 и 6 до температуры 30°С. Повышенное давление исключает потребность в холоде и позволяет газовую фракцию 7 после конденсатора 6 под собственным давлением направить в узел конверсии метана, работающий под давлением, близким к давлению поступающего из магистрали природного газа. Температура низа колонны 2 составляет 140°С, аппарат обогревают глухим паром. Глубоко очищенную от диоксида углерода смесь потоком 11 (смотри материальный баланс - табл.5) из низа колонны 2 подают в колонну 12, работающую под давлением 16 ата. Повышенное давление в колонне 12 может поддерживаться в летнее время при недостаточной поверхности конденсатора 14. Пониженное давление в колонне 12 можно поддерживать в зимний период при низкой температуре охлаждающей воды. Понижение давления способствует облегчению процесса разделения и, следовательно, уменьшению расхода теплоносителя на процесс.
Пары, покидающие верх колонны, конденсируются в конденсаторе 14, часть дистиллята 15 потоком 16А направляют вверх колонны, другую часть потока 16 выводят из цикла в виде готового продукта. Выше точки ввода питания отбирают фракцию легколетучих примесей 19. Из куба колонны потоком 18 выводят фракцию высококипящих компонентов и направляют в колонну предварительной ректификации метанола 20 для выделения остаточного содержания легкокипящих примесей. В эту же колонну можно подавать фракцию легколетучих примесей 19.
В колонне предварительной ректификации метанола 20 из потока 18 отделяют примеси более летучие, чем метанол. Колонна работает под давлением 1.05-1.7 ата. Пары 21, покидающие верх колоны, конденсируются в конденсаторе 22. Образовавшийся дистиллят 23 частично возвращают вверх колоны потоком 25. От дистиллята отбирают фракцию легколетучих примесей 26 и выводят из цикла. Очищенную от легколетучих примесей водометанольную смесь 27 направляют в колонну основной ректификации метанола 34, работающую под атмосферным давлением. Пары 35, покидающие верх колонны, конденсируются в конденсаторе 40. Образовавшийся дистиллят частично потоком 37 направляют в колонну, частично выводят из агрегата. Выделяемый метанол, в зависимости от требований к его качеству, можно отбирать от дистиллята или в виде верхнего бокового отбора 41, как показано на фиг.3. В последнем случае от дистиллята отбирают предгон 38 и возвращают в колонну предварительной ректификации. В виде боковых отборов 42 и 43 отбирают фракции сопутствующих примесей. Из куба колонны потоком 39 выводят воду.
В примере показано, как увеличение степени очистки реакционной смеси от диоксида углерода в колонне 2 позволяет вести отбор готового продукта непосредственно от дистиллята колонны 12. Из примера видно, что увеличение степени выделения диметилового эфира в колонне 12 (снижение его содержания в потоке 18) ведет к накоплению примесей по высоте колонны 12. Это делает необходимым организацию отбора фракции примесей 19, чтобы уменьшить загрязнение товарного диметилового эфира (поток 16).
Пример 6.
В примере показано, как решается задача отвода диметилового эфира в виде дистиллята и в виде верхнего бокового отвода двух уровней качества. Исходную смесь 1 (фиг.4) подают в колонну 2, работающую под давлением, например, 7 ата. Из верха колонны газообразный поток 3 поступает на парциальную конденсацию в конденсатор 4 для выделения основной массы диметилового эфира, а затем потоком 5 в концевой конденсатор 6, из которого потоком 7 выводят из цикла фракцию растворенных газов. Температура паров 3, покидающих колонну 2, на входе в конденсатор 4 составляет 23,5°С, а на выходе из конденсатора (поток 5) +10°С. На выходе из конденсатора 6 (поток 7) - 0°С. Сконденсировавшуюся жидкость 8 и 9 потоком 10 возвращают в колонну 2 в качестве флегмы. Из низа колонны 2 выводят обедненную растворенными газами жидкость 11 и подают в колонну 12, работающую под давлением, например, 11 ата. Пары 13 из верха колонны 12 (температура 48°С) поступают в конденсатор 14, дистиллят 15 возвращают частично на орошение колонны 16а, а частично 16б выводят в качестве готового продукта. Товарный диметиловый эфир с меньшим содержанием диоксида углерода 16 отбирают в виде верхнего бокового отбора. Из низа колонны 12 потоком 18 выводят высококипящие компоненты исходной смеси и направляют на дальнейшее разделение.
Приведенные примеры (табл.7) показывают, что осуществление предлагаемого способа выделения диметилового эфира позволяет снизить содержание диоксида углерода в готовом продукте с 1.5 мас.% (по прототипу) ниже 0.05 мас.% и увеличить выход диметилового эфира.
Материальный баланс процесса (пример 1, фиг.1)
Материальный баланс процесса (пример 2, фиг.2)
Материальный баланс процесса (пример 3, фиг.2)
Материальный баланс процесса (пример 4, фиг.2)
Материальный баланс процесса (пример 5, фиг.3)
Материальный баланс процесса (пример 5, фиг.3)
Материальный баланс процесса (пример 6, фиг.4)
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ХЛОРУГЛЕВОДОРОДОВ МЕТАНОВОГО РЯДА | 1996 |
|
RU2127245C1 |
| СПОСОБ ВЫДЕЛЕНИЯ ЦИКЛОГЕКСАНА | 2000 |
|
RU2226185C2 |
| СПОСОБ ПРОИЗВОДСТВА СПИРТА ЭТИЛОВОГО РЕКТИФИКОВАННОГО "АЛЬФА" | 2007 |
|
RU2366711C2 |
| СПОСОБ ВЫДЕЛЕНИЯ ТЕТРАФТОРЭТИЛЕНА ИЗ ПРОДУКТОВ ПИРОЛИЗА ДИФТОРХЛОРМЕТАНА | 1986 |
|
RU2076853C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТИЛХЛОРИДА | 2009 |
|
RU2404952C1 |
| СПОСОБ И УСТАНОВКА ГИДРОКРЕКИНГА С ПОЛУЧЕНИЕМ МОТОРНЫХ ТОПЛИВ | 2014 |
|
RU2546677C1 |
| СПОСОБ ОЧИСТКИ ЦИКЛА СИНТЕЗА УКСУСНОЙ КИСЛОТЫ ОТ УГЛЕВОДОРОДОВ | 2002 |
|
RU2238931C2 |
| Способ совместного получения ректификованного этилового спирта и зернового дистиллята | 2017 |
|
RU2666913C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИМЕТИЛОВОГО ЭФИРА ВЫСОКОЙ ЧИСТОТЫ | 2004 |
|
RU2282613C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДИМЕТИЛОВОГО ЭФИРА МЕТОДОМ ОДНОСТАДИЙНОГО СИНТЕЗА И ЕГО ВЫДЕЛЕНИЯ | 2013 |
|
RU2528409C1 |
Изобретение относится к способам ректификационного разделения смесей органических веществ и может быть использовано в химической промышленности, в частности, для выделения диметилового эфира высокой степени чистоты из реакционных смесей синтеза диметилового эфира из оксида углерода, диоксида углерода и водорода или совместного синтеза диметилового эфира с метанолом, или дегидратации метанола. Сущность изобретения: диметиловый эфир выделяют из реакционной смеси ректификацией в колонне под давлением с отводом диметилового эфира. Из реакционной смеси перед подачей в ректификационную колонну удаляют растворенные газы в отпарной колонне. Давление в отпарной колонне поддерживают на уровне 7-41 ата. В качестве отпарной колонны используют тарельчатую или насадочную колонну. В насадочной колонне создают условия для осуществления режима инверсии фаз. Диметиловый эфир отводят в виде дистиллята и/или в виде верхнего бокового отбора без вывода или с выводом примесей над точкой ввода питания в колонну. Технический результат: снижение содержания диоксида углерода в готовом продукте, увеличение выхода метилового эфира. 4 з.п. ф-лы, 7 табл., 4 ил.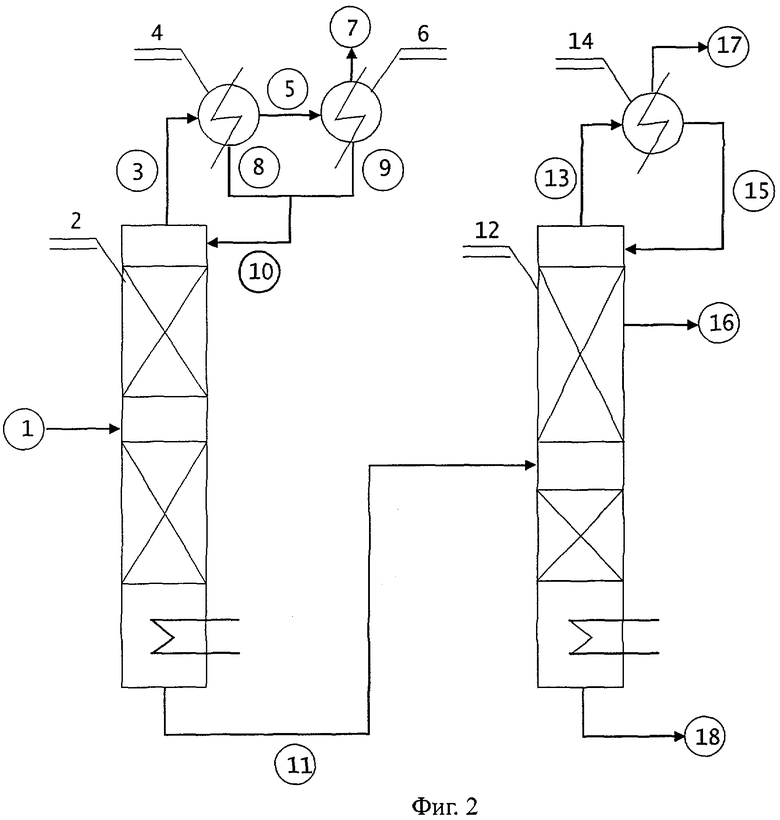
| УСТРОЙСТВО для РАЗГЕРМЕТИЗАЦИИ | 0 |
|
SU270852A1 |
| Устройство для выдачи и уборки слитков и затравки на установках непрерывной разливки металла | 1959 |
|
SU124078A1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ | 1992 |
|
RU2068838C1 |
| US 5750799 А, 12.05.1998 | |||
| US 5684213 А, 04.11.1997. | |||

